
- 3Dプリント方式
- SLA光造形
- 最小積層ピッチ
- 25ミクロン
- 代表的な用途
- 模型や美術用小道具, ラピッドツーリング, 実製品用部品, ラピッドプロトタイピング, インベストメント鋳造
- カラー
- 透明
- カテゴリ
- スペシャルティ, 鋳造
- 引張弾性率
- 2800.0 MPa
- 曲げ弾性率
- 2200.0 MPa
- 最大引張強さ
- 65.0 MPa
- 破断伸び
- 6.0 %
- ノッチ付きアイゾット
- 25.0 J/m
- 熱膨張
- 94.8 μm/m/°C
- 荷重たわみ温度@0.45MPa
- 73.0 °C
- 荷重たわみ温度@1.8MPa
- 58.0 °C
- 代表的な用途
高負荷エンジニアリング用途(厚み3mm超)
- 互換性
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
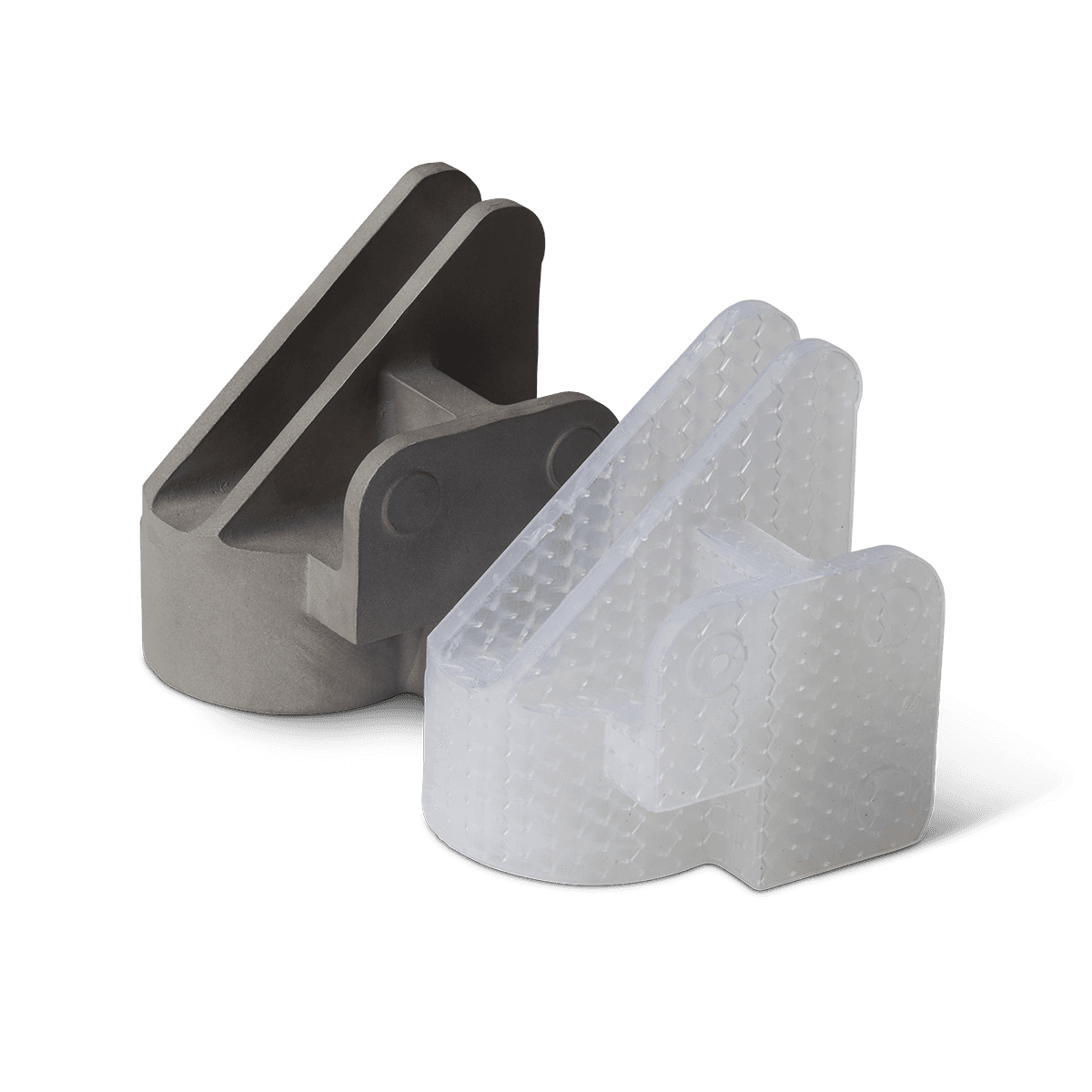
インベストメント鋳造向けに開発されたClear Castレジンは、原型を直接3Dプリントし、その原型をもとに作った鋳型で鋳造を行うことができます。熱膨張が非常に低く、微量金属を含まないため灰をほとんど残さずに燃え尽きます。
Clear Castレジンは厚み3mm以上の形状を得意とし、ラティス生成ソフトウェアと組み合わせた大きめのモデルの造形にお勧めです。
- 3Dプリント方式
- SLA光造形
- 最小積層ピッチ
- 25ミクロン
- 代表的な用途
- 模型や美術用小道具, ラピッドツーリング, 実製品用部品, ラピッドプロトタイピング, インベストメント鋳造
- カラー
- 透明
- カテゴリ
- スペシャルティ, 鋳造
- 引張弾性率
- 2800.0 MPa
- 曲げ弾性率
- 2200.0 MPa
- 最大引張強さ
- 65.0 MPa
- 破断伸び
- 6.0 %
- ノッチ付きアイゾット
- 25.0 J/m
- 熱膨張
- 94.8 μm/m/°C
- 荷重たわみ温度@0.45MPa
- 73.0 °C
- 荷重たわみ温度@1.8MPa
- 58.0 °C
- 代表的な用途
高負荷エンジニアリング用途(厚み3mm超)
- 互換性
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
プリンタのシリーズとレジン量を選択
ボリュームディスカウント
- 15%
- 30 L
- 20%
- 60 L
- 25%
- 120 L
- 30%
- 240 L
- 35%
- 1,000 L
- 40%
- 2,000 L
- 45%
- 3,000 L
対応機種
- 対応レジンタンク
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- 対応ビルドプラットフォーム
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- 対応プリンタ
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
Clear Cast Resin—
Clear Castレジンが選ばれる理由
Clear Castレジンは、手頃な価格で鋳造用の原型を直接プリント・内製を可能にする材料です。
原型の内製を手頃な価格で
Clear CastレジンとFormlabs SLA光造形3Dプリンタで、鋳造用の原型を直接3Dプリントで内製し、コスト削減と製作期間の短縮を同時に実現。試作・検証工程や量産工程での柔軟性を高めます。
熱膨張率が低い
最高クラスの熱膨張率でシェル型の割れを最小限に抑えます。
灰が残らない
Clear Castレジンは低灰分のため金属が残らないきれいな焼成を実現。最終的な鋳造品に残留物などが残りません。また、アンチモンフリーの材料です。
高い精度と万能性
設計との誤差をわずか0.25mm以内に収める高精度な原型を製作できます。どのような型・シェルモールド製作工法にも利用できるため、新しいデザインもかつてない速さで鋳造できます。
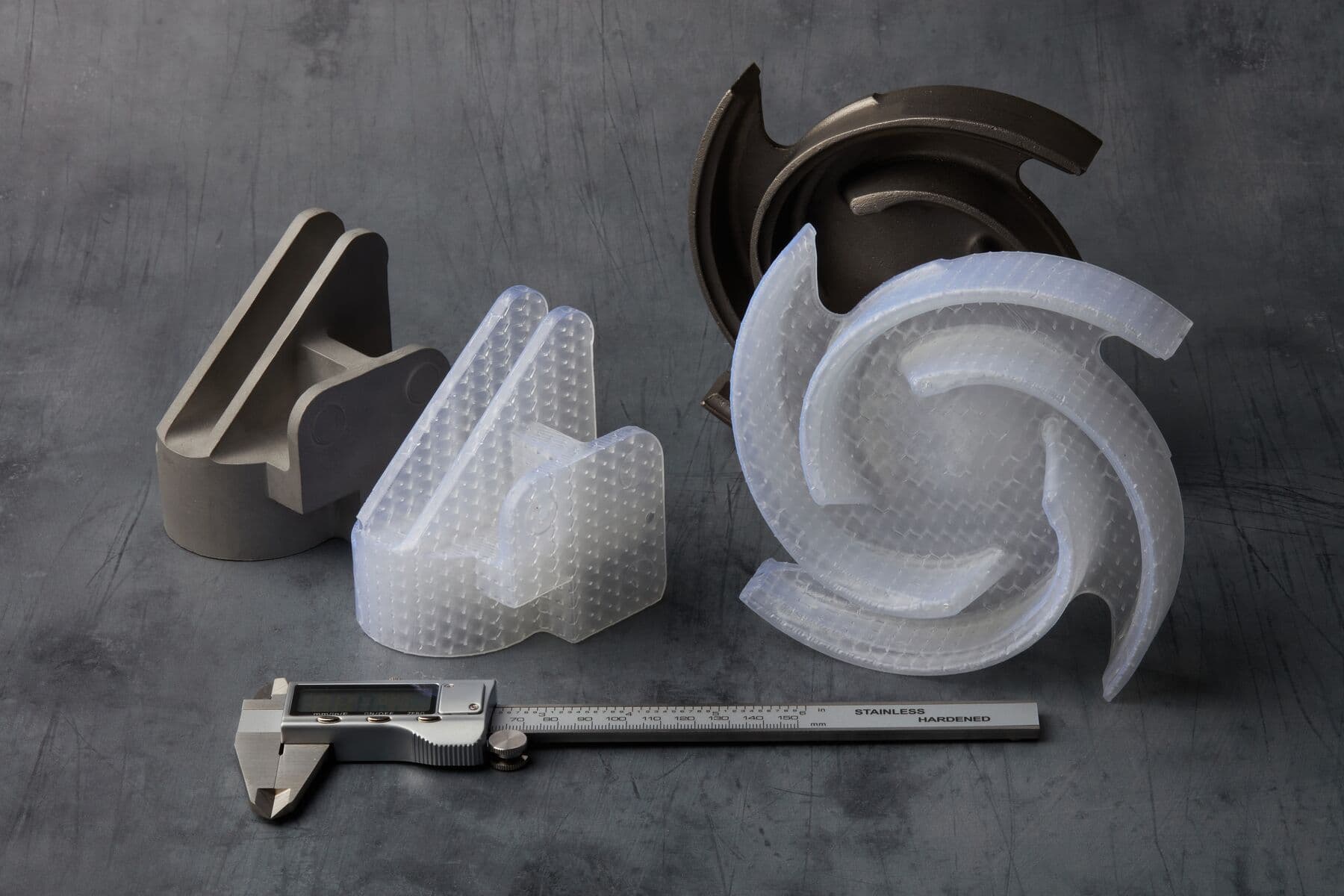
3Dプリントによるインベストメント鋳造用原型の製作ワークフロー
3Dプリント製の原型は、インベストメント鋳造に用いられることが多い成形によるワックスパターンの直接的な代替としてご使用いただけます。複雑形状の鋳造を可能にし、専用の金型を用意することなく迅速な試作・反復が行えます。3Dプリント製の方の製作方法は通常、以下のとおりです。
- Materialise MagicsやFormwareなどのツールを使用してモデルをシェル化、ラティス化し、水抜き穴を追加
- PreFormで原型の方向づけ、サポート材の生成、スライスを行う
- 原型をプリント
- 洗浄と二次硬化を行い、サポート材を取り外す
- ワックスで水抜き穴をふさぐか、Clear Castレジンを穴に少量被せて硬化する
- 原型を鋳造ツリーに取り付け、残りの鋳造プロセスを進める
| パラメータ | 値 |
|---|---|
|
最大引張強さ |
65MPa |
|
引張弾性率 |
2.8GPa |
|
曲げ弾性率 |
2.2GPa |
|
熱膨張(-30〜140°C) |
94.8μm/m/°C |
|
灰分 |
<0.20% |
|
アンチモン |
<10ppm |
|
検出された遷移金属(>10ppm) |
Al, Cu |
|
高濃度遷移金属(>50ppm) |
なし |
後処理
洗浄
二次硬化
エンジニアリングおよびスペシャルティレジンで最大限の強度や機能性を実現するためには、二次硬化が欠かせません。このステップは、プリント中に発生した化学反応を完結させ、造形品を未加工のグリーン状態から完成形へと変えるプロセスです。
設定
Form Cure V1 | Form Cure V2 | Form Cure L V1 | Form Cure L V2
FormlabsのCastableレジンを比較
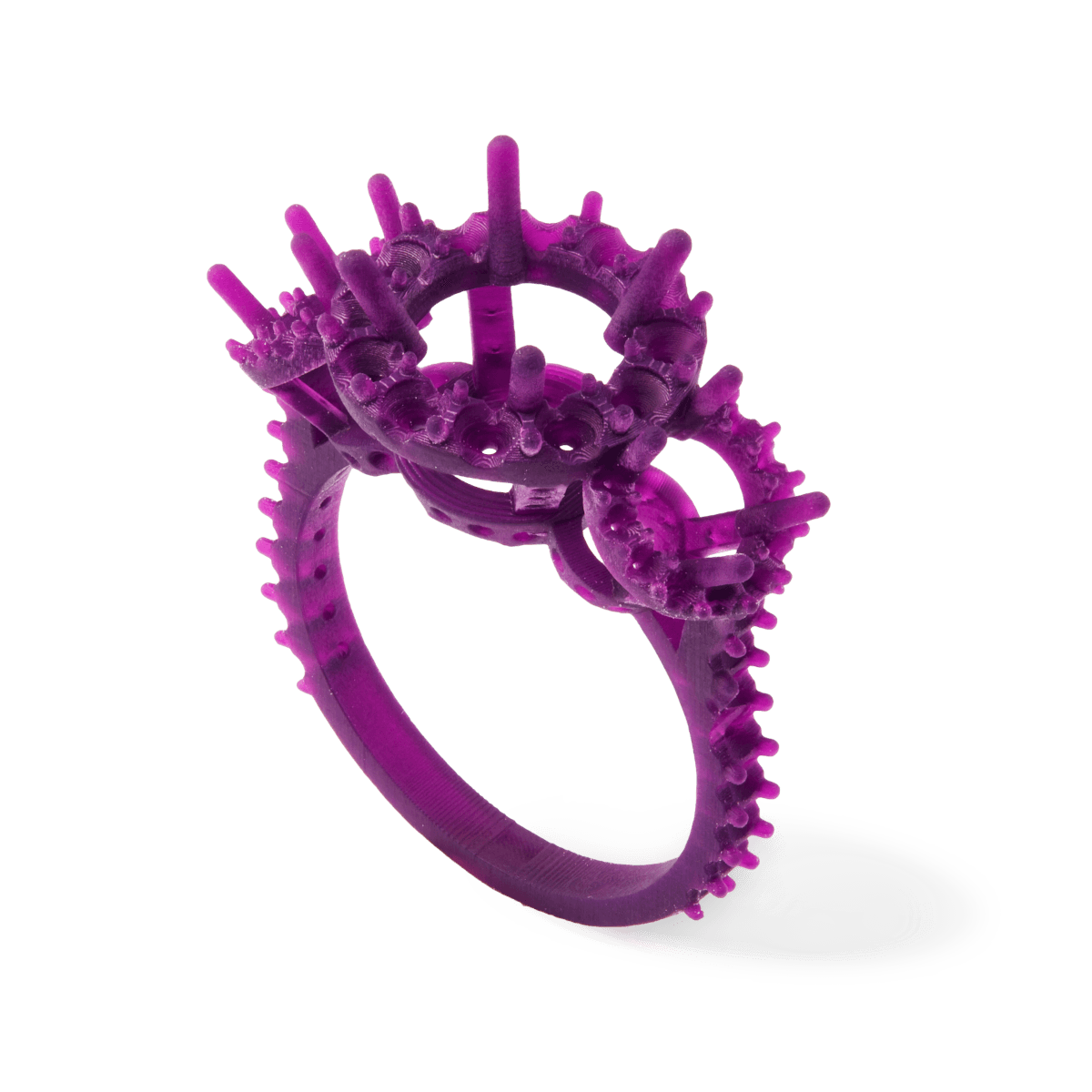

フィリグリー(金線細工)
軽量ジュエリー
歯科
中重量ジュエリー
メダリオン
フィギュア
小型エンジニアリング部品(最大厚み5mm)
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
Form 4/B