Print Settings Editor(造形設定エディタ)(SLA)で新しい積層ピッチを作成する
Print Settings Editor(造形設定エディタ)(SLA)で新しい積層ピッチを作成する
造形品のレイヤーの厚みを変える理由は様々ですが、造形速度を上げたい時、より細かいフィーチャーを造形したい時、表面をより滑らかにしたい時などに有効です。Formlabsでは、ほとんどのユーザーのニーズを満たす100μmと50μmの積層ピッチに合わせて造形設定を調整していますが、特定の用途によってはそれ以外の設定が必要になる場合があります。新しい積層ピッチを作成することは、Formlabsの材料をお客様のニーズに最適化するためのPrint Settings Editorの使い方を学び始める最も簡単な方法の一つです。
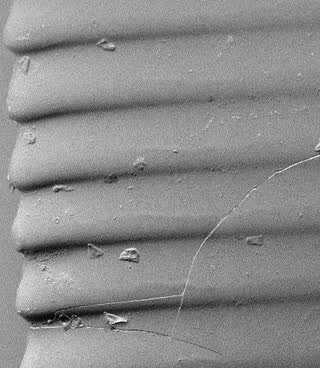
上の画像は、異なる積層ピッチでプリントしたネジ山を拡大したものです。左のパーツは25ミクロン、右のパーツは100ミクロンで造形されています。上面の違いは明らかで、100ミクロンでは段差が見られますが、他の面や全体的な精度は両者で大きな違いはありません。積層ピッチを薄くすると造形時間は長くなりますが、造形精度が必ずしも向上するとは限りません。
カスタム造形設定の作成
カスタム造形設定の作成方法については、PreForm造形設定エディタ(SLA)を使用するの手順に従ってください。お使いの材料に合わせてFormlabsの造形設定を選択し、希望する積層ピッチにできるだけ近い値を選択します。例えば、200ミクロンの設定を作成する場合は100ミクロンの造形設定から、25ミクロンの設定を作成する場合は50ミクロンの造形設定から始めます。これにより、必要なチューニングの量が減ります。将来簡単に見つけて使用できるように、造形設定に名前を付け、説明を記載してください。
積層ピッチに影響する設定
カスタム造形設定の積層ピッチを変更する場合、以下のパラメータも変更する必要がある場合があります。各パラメータの詳細については、PreForm造形設定エディタ(SLA)を使用するをご参照ください。
| パラメータ | 備考 |
|---|---|
| 積層ピッチ | このパラメータを変更しても、レイヤー間のモーターの動きが変わるだけです。露光量やバックライトの強度など、他の値は再計算されません。 |
| モデルフィル露光量 | モデルフィル露光量は、各モデルの内部を造形する際に適用されるエネルギー密度を定義します。レジンの硬化層の厚みを変えるため、これに合わせてこの値も変更する必要があります。一般的に、厚みが増すほど線形的に増加します。例えば、元の造形設定の半分の積層ピッチの場合、露光時間も半分にします。 |
| サポート材の露光量 | モデルの露光量と同じ |
| 外周の露光量 | モデルの露光量と同じ |
| オーバーハングの露光量 | モデルの露光量と同じ |
あまり一般的ではありませんが、以下のパラメータを変更する必要がある場合もあります。
| パラメータ | 備考 |
|---|---|
| 露光後の硬化待ち時間 | 露光後の硬化待ち時間を長くすると、造形品がタンクフィルムから離れやすくなり、造形中に造形品にかかる力が小さくなります。 |
| 照度 | 照度(LED強度)を上げると、造形時間を短縮できます。この値を下げると、プリントの信頼性が向上し、LPUの寿命が延び、レジンのゲル化が緩和されます。 |
| Squish Intensity(スクイッシュの強さ) | レイヤーの厚みが小さい場合、造形品の損傷を防ぐためにより穏やかなスクイッシュ動作が必要になることがあります。Squish Intensity(押し込み強度)を下げることで改善できますが、プリンタは自動的に補正するはずです。 |
| カスタムスキッシュ | カスタムスキッシュが有効になっている場合は、構成要素の動き(スキッシュ減速、最大スキッシュ速度、スキッシュ待機時間、初期レイヤースキッシュ待機時間)を調整する必要があります。積層ピッチが小さい場合: 粘性力がビルドプラットフォームのレジン内への下降を妨げるため、
|
設定の調整
カスタム造形設定を作成したら、造形したい形状をいくつかテストプリントします。可能であれば、ビルドプラットフォーム上に直接プリントされたパーツから始めてください。サポート材に関連する多くの問題を回避できます。結果に基づいて造形設定を調整します。ほとんどのエラーは、いくつかの主要なパラメータを変更することで対処できます。
| |
| |
|  |
| |
|  |
|  |
チュートリアル
例1:ESD Resinで積層ピッチ150μmを作成する場合
ESD Resinで150μmの積層ピッチを作成することで、特に造形品が比較的単純な幾何学的形状の場合、造形時間を短縮することができます。まず、以下のパラメータを既存の100ミクロン造形設定から変更しました。
- 積層ピッチ: 0.100mm -> 0.150mm
- 上面露光量: 31.4 mJ/cm2 -> 47.10 mJ/cm2
- サポート材のタッチポイント露光量: 31.4 mJ/cm2 -> 47.10 mJ/cm2
- サポート材の露光量: 41.3 mJ/cm2 -> 61.95 mJ/cm2
- モデル充填露光量:31.4mJ/cm2 -> 47.10mJ/cm2
- 初期レイヤーの露光時間とオフセット:
- エントリー1:133.4 mJ/cm2 -> 200 mJ/cm2
- エントリー2:31.4mJ/cm2 -> 47.10mJ/cm2
積層ピッチが50%増加しているため、ここに記載されている露光パラメータも50%増加していることにご注意ください。
初回テストプリント
最初のテストプリントは、腕時計用のロケータークリップのセットでした。このモデルは、サイズが小さく(42層、16分)、アンダーカットやサポート材など、チューニングを複雑にする可能性のある特徴がないため、選ばれました。このプリントには問題がなかったため、プリント設定はより複雑なテストに対応できる状態です。

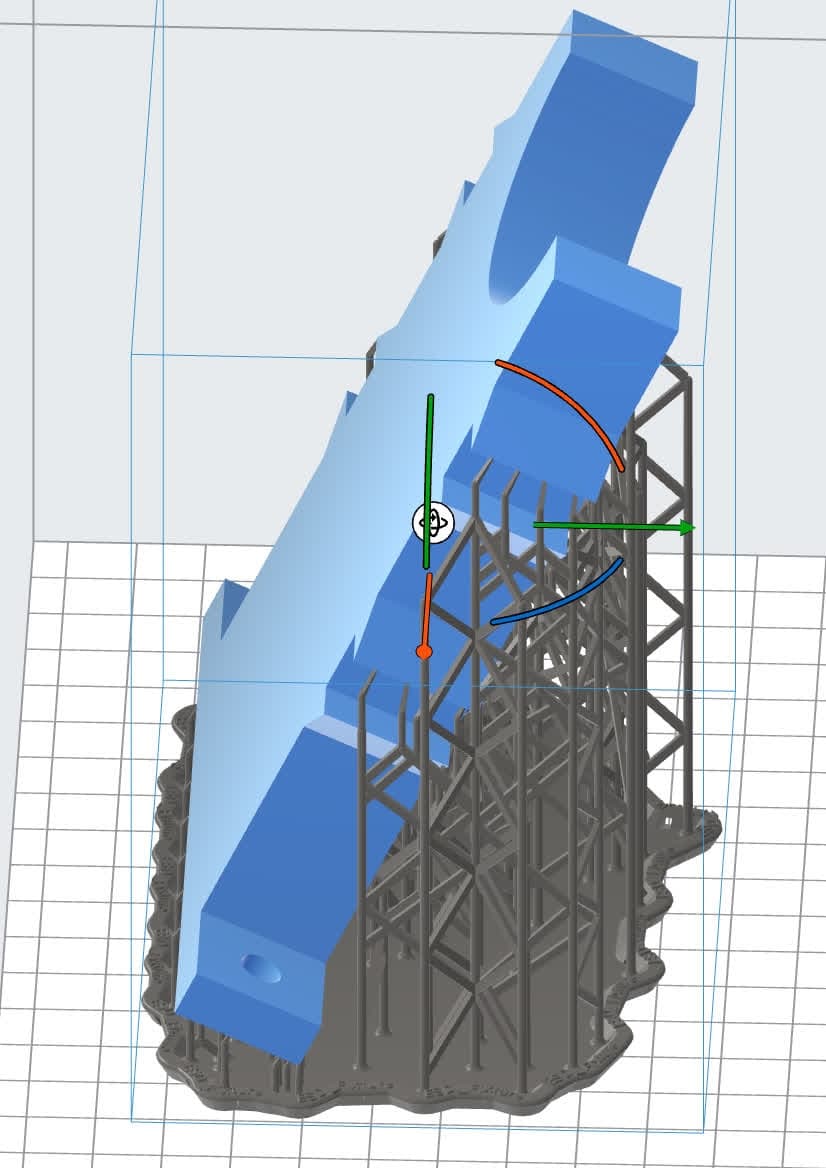
実際のパーツファイルで新しい設定をテストする
平らでシンプルなテストモデルで造形設定を開発することは、初期の問題を解決し、新しい積層ピッチで造形するのに役立ちますが、モデルにはオーバーハング、大きな面積、サポート、細かいフィーチャーなど、造形に複雑さをもたらす可能性のあるフィーチャーが含まれている場合があります。カスタム造形設定を最初に検証した後は、より複雑な造形を継続的に監視してください。この例では、腕時計のクリップから大きなブラケットに移行しています。このブラケットはサポート材が必要で、標準の100ミクロンの造形設定を使用した場合、造形に約5時間かかります。積層ピッチを150ミクロンに増やすことで、造形時間を4時間に短縮することができます。上記のパラメータでブラケットの造形に成功しました。モデルが大きく異なる場合は、追加のチューニングが必要になる場合があります。
例2:ESD Resinで積層ピッチ10μmを作成する場合
極端に薄い積層ピッチは、一般的に推奨されません。より大きな力が加わることが多く、レイヤー時間が長くなり、レジンタンクやプリンター本体が損傷するリスクがあります。解像度の向上は通常ごくわずかで、場合によってはマイナスになることもあります。これは、レイヤーの厚みが薄くなることで、造形時にかかる力が大きくなったり、露光が不十分になったりして、細かいフィーチャーが損傷する可能性が高まるためです。
しかし、これほど小さなレイヤーでも造形に成功する可能性はあるため、この例ではレイヤーの厚みを10μmとし、関連する失敗モードとリスクを最小限に抑えるために使用できるパラメータを示します。
まず、既存の50ミクロン造形設定から以下のパラメータを変更しました。積層ピッチが80%減少しているため、ここに記載されている露光パラメータも同様に減少していることにご注意ください。
- 積層ピッチ: 0.050mm -> 0.010mm
- すべての露光パラメータ:18.4 mJ/cm2 -> 3.68 mJ/cm2
- 初期レイヤーの露光時間とオフセット:
- エントリー1:133.4 mJ/cm2 -> 変更なし(0.0 mm)
- エントリー2:18.4mJ/cm2 -> 3.7mJ/cm2(0.6mm)
- 高さとオフセットは変更なし
積層ピッチを大幅に減らしたため、Squishパラメータもはるかに低く保守的な値に変更する必要があります。
- 押しつぶし減速: 500 mm/s2 → 1.0 mm/s2
- デフォルト値では、ビルドプラットフォームがレジン内に降下すると圧力が大幅に上昇し、プリンターのゴミ検出エラーが発生します。
- 初期レイヤーの押しつぶし待ち時間:110秒→120秒
- Squish Wait(スクイッシュ待ち時間): 30秒 → 80秒
- 積層ピッチが非常に小さい場合、造形品の下からレジンをすべて押し出すために余分な時間が必要になります。
- 最大押し込み速度: 60.0 mm/s -> 15.0 mm/s
- また、レジンがビルドプラットフォームや造形品の邪魔にならないようにする時間が長くなるため、造形品にかかる力が減少し、全体的な造形精度が向上します。
初回テストプリント
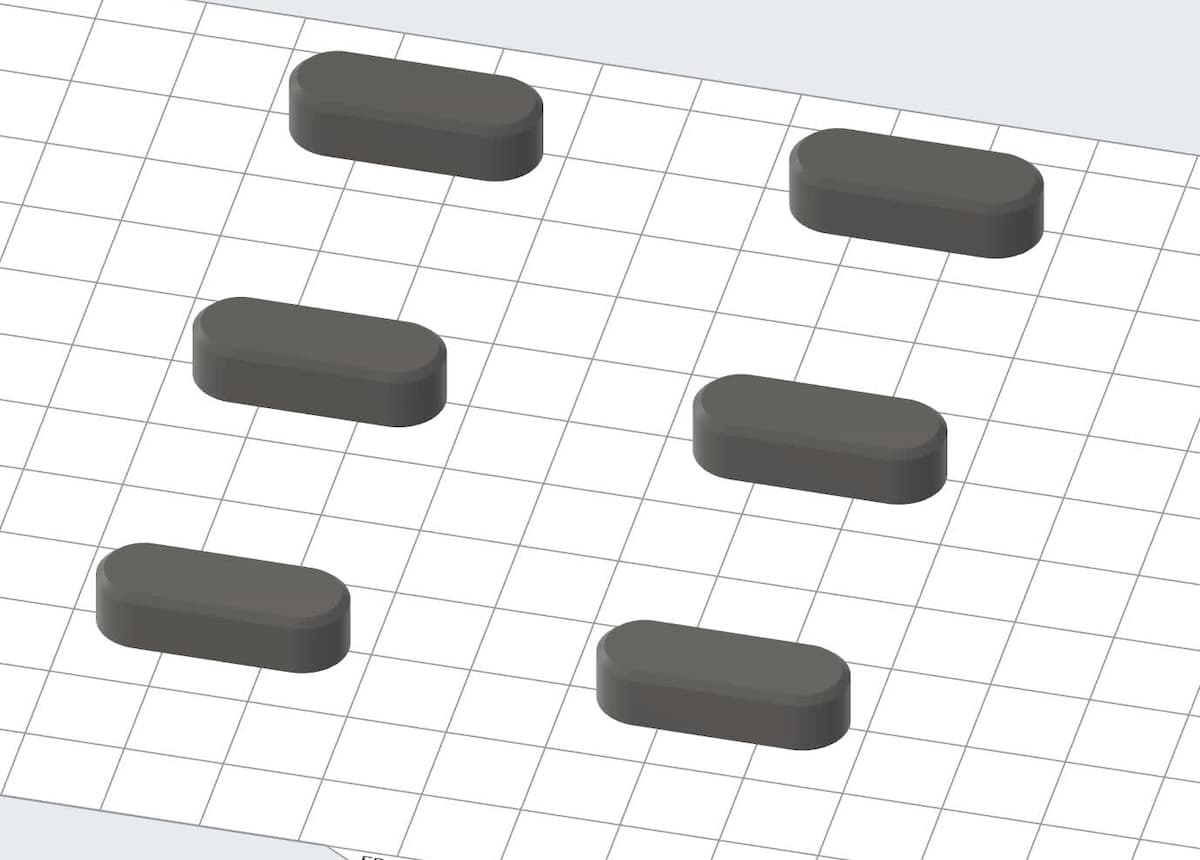
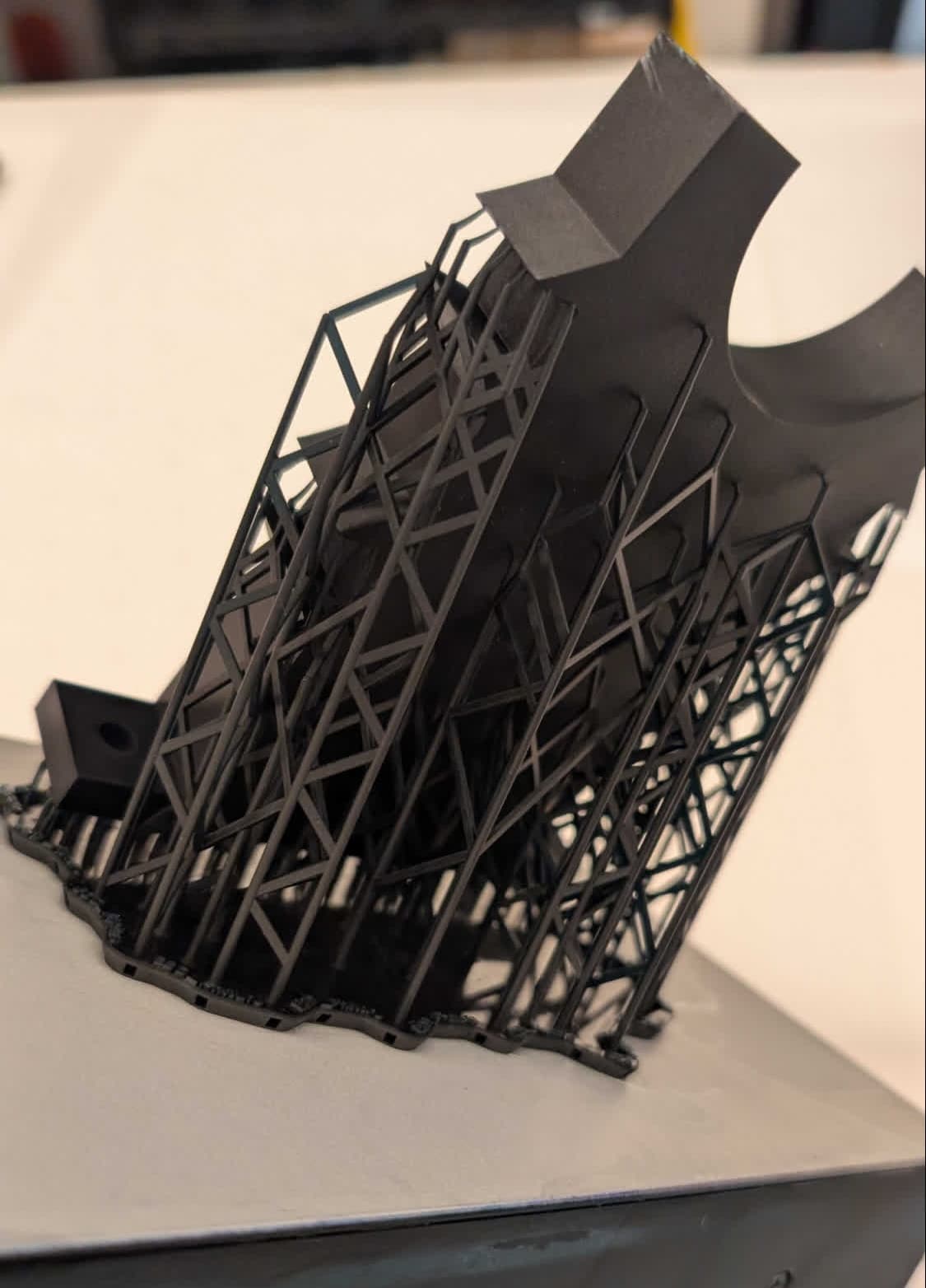
最初のテスト造形は、上記の150μmの例と同じです。ここでは、ほとんどのプリントが失敗し、1つを除くすべてのブロックが最初の数層の後に失敗しています。


この問題を解決するには、以下の手順を実行してください。
- ビルドプラットフォームに正常に固着した材料の厚みを測定します。これにより、初期層の露光(0.6mmで終了)からの移行時や初期層のスクイッシュからの移行時に問題があるかどうかを判別することができます。
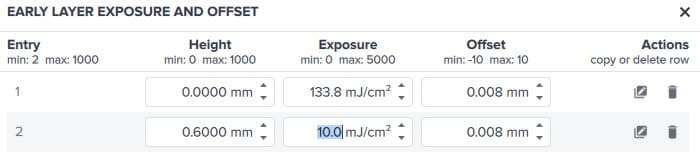
- 結果に基づいて、Print Settings Editor(造形設定エディタ)で初期レイヤーのパラメータを調整します。ここでは、パーツはほぼ0.6mmで失敗しており、その高さでのExposure値が低すぎることを意味しています。この例では、2番目のEarly Layer Exposure and Offset(初期レイヤー露光量とオフセット)のエントリの露光量を18.4 mJ/cm2から3.7 mJ/cm2に減らしました。10mJ/cm2に戻すと、6つのパーツすべてを問題なく造形できました。
- または、Height(高さ)の値を大きくします。PreFormは、Early Layer Exposure(初期レイヤー露光量)とOffset(オフセット)配列のエントリ間を線形補間するため、これにより連続する初期レイヤー間の露光量の変化がより緩やかになります。
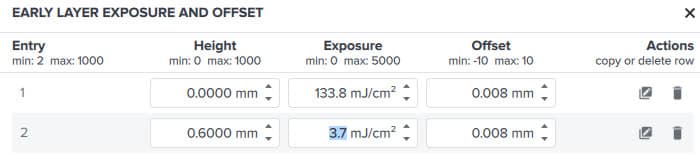
テストプリント前の初期レイヤー露光量とオフセットの配列
テストプリント後に調整された初期レイヤー露光量とオフセットの配列
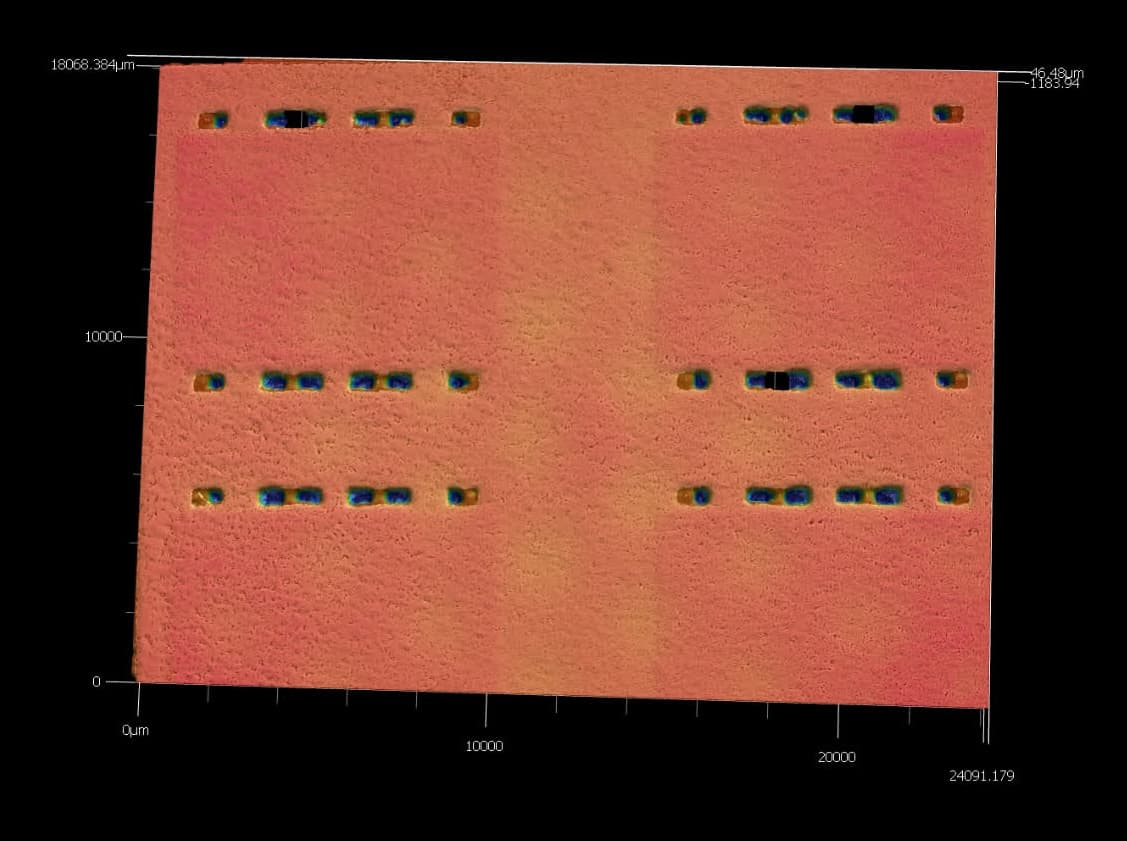
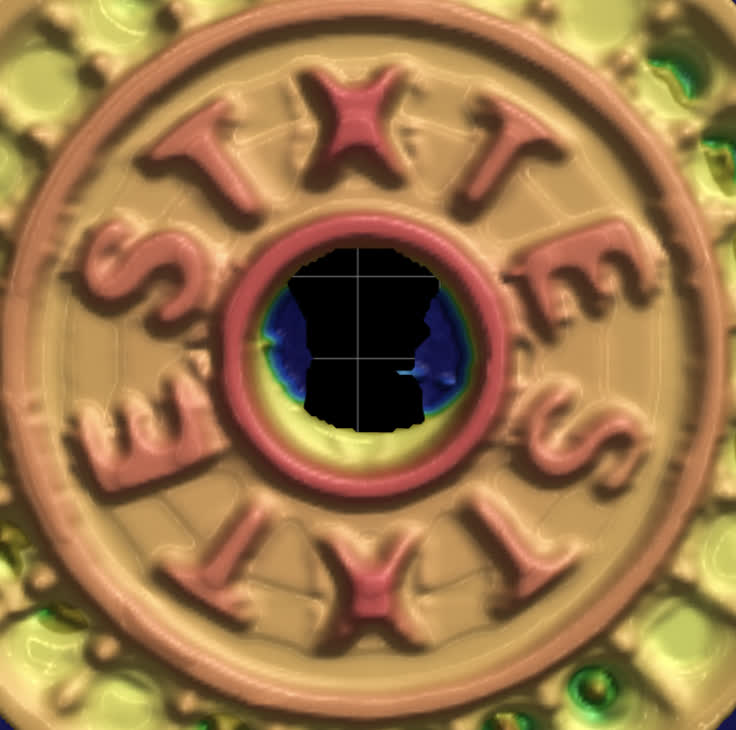
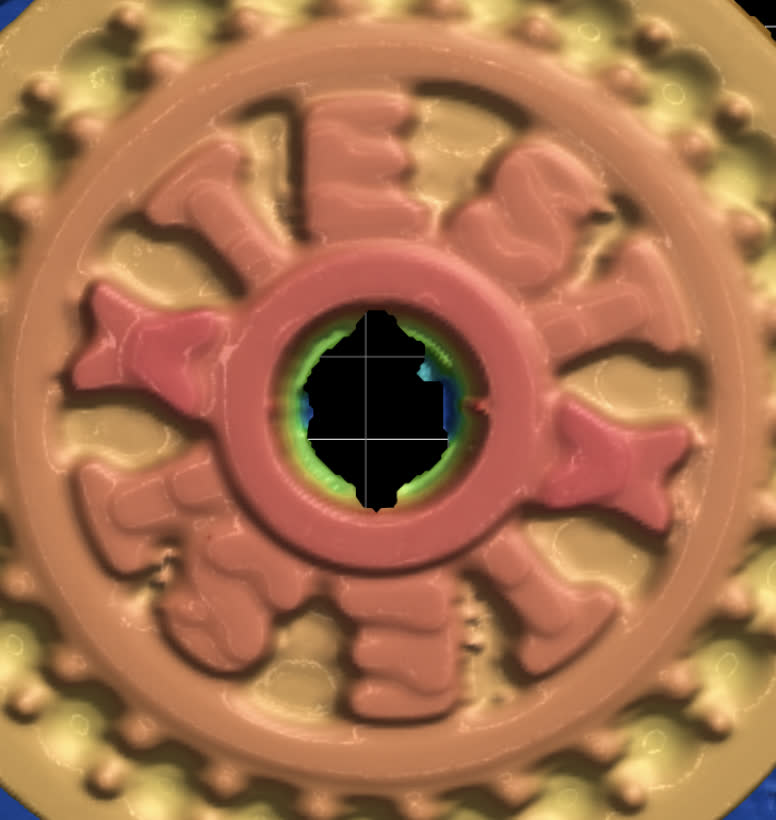
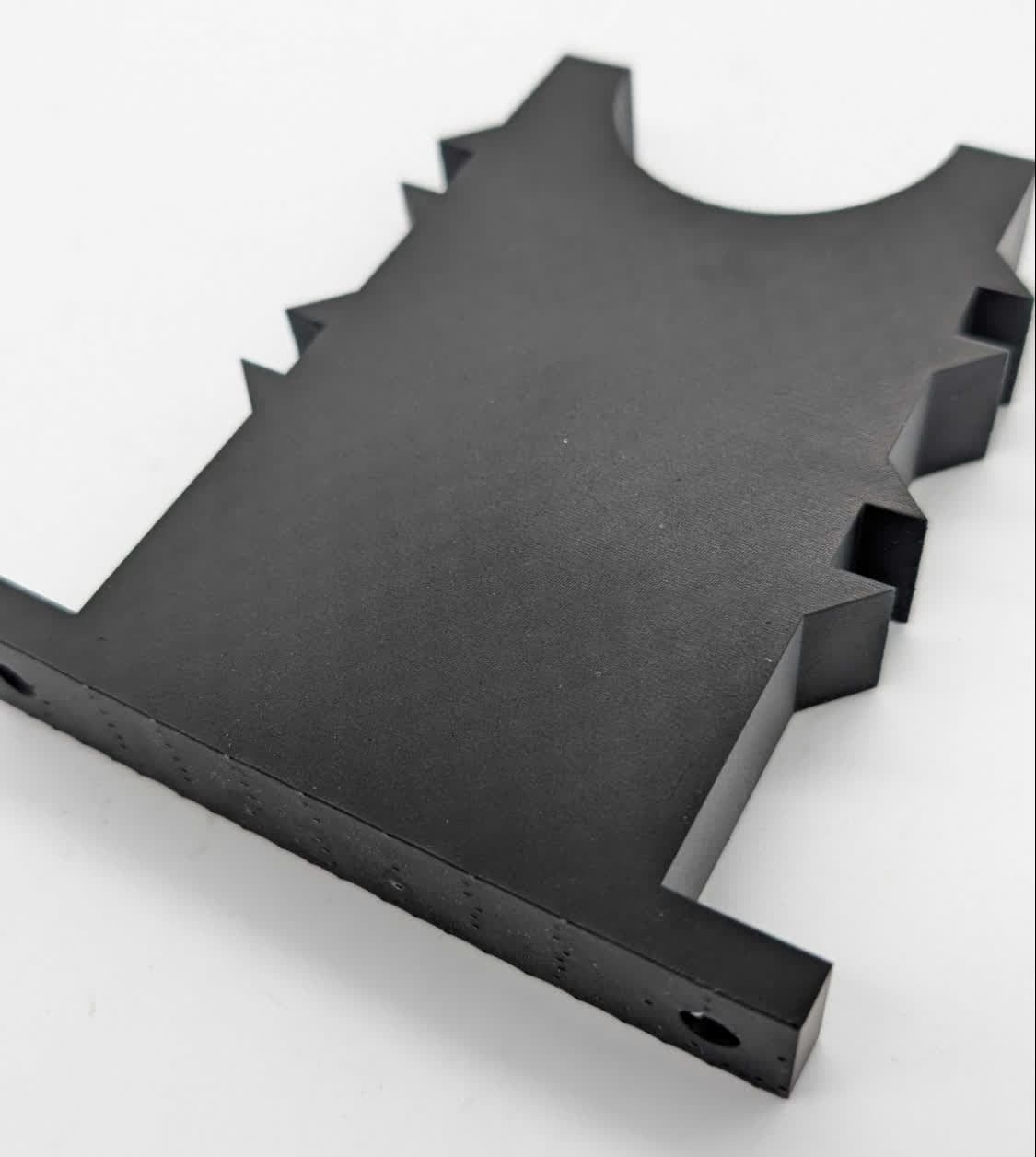
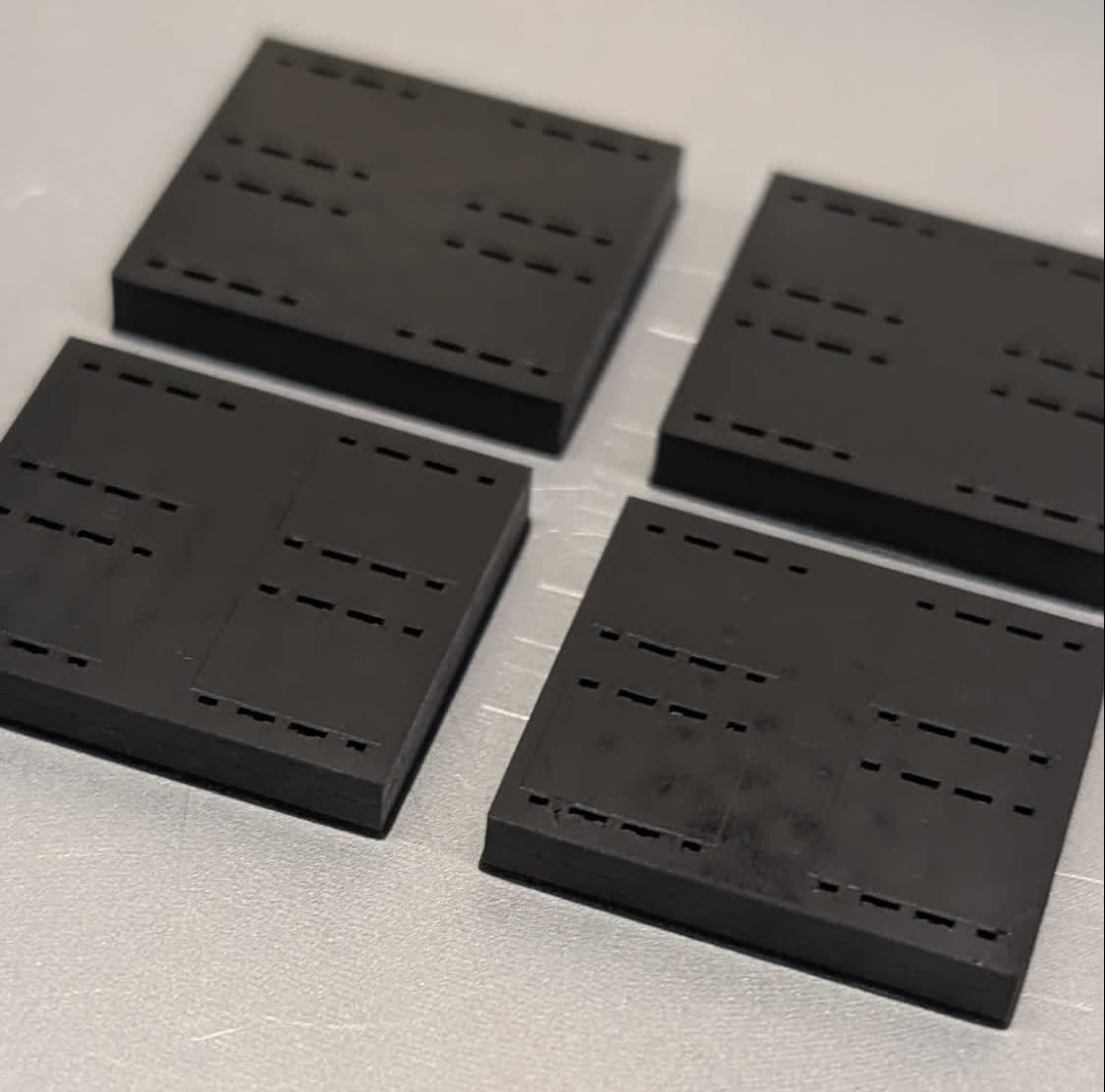
テスト用の造形品が無事にプリントできたら、積層ピッチの薄さを活かして、より機能的なパーツをプリントすることができます。例えば、下のパーツは小規模な生産ラインで繊細な集積回路(IC)を保持するための治具で、ICを支える20ミクロンのパッドと、中央に10ミクロンの段差で作られた位置決め機能が含まれています。
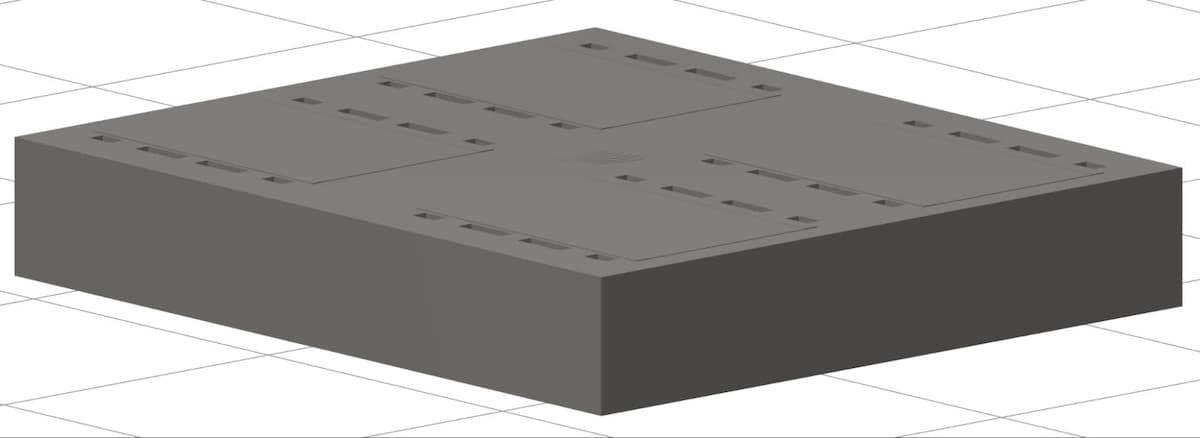
このパーツは造形に成功し、上記のような細かい垂直のディテールが再現されています。レイヤーの厚みを薄くしてもX/Y軸の解像度は向上しないため、ビルドプラットフォームと同じ平面上にあるフィーチャーは、50ミクロンで必要とされる公差やサイズとほぼ同じである必要があります。

このプリントの細かい垂直方向の特徴をより鮮明に見るには、こちらのプロフィロメーターのスキャンをご覧ください。20ミクロンのパッドは、造形品の表面の濃い赤色の部分です。Form 4 Light Processing Unitのリリーステクスチャも、表面全体に点在する薄い黄色の点として確認できます。積層ピッチが小さくなるほど、レイヤーの大部分を占めるようになります。