

表面品質の比較:FuseシリーズSLS、EOS SLS、HP MJF、Form 4 SLA光造形
実製品用途での3Dプリントの普及が進むにつれ、表面品質がますます重要になっています。表面品質は試作や製造治具の製作においても重要ですが、これらの用途は一般に少量生産に限られ、追加の処理を施すことで法外な追加コストをかけなくても表面品質を改善できます。
造形サイズの拡大、システム効率の向上、材料の高度化、そして材料コストの低下によって、実製品用部品の3Dプリント生産が可能になった今、実製品用途で用いられる3Dプリントの表面品質が、多くのメーカーにとって重要課題となっています。この記事では、機能部品および実製品用部品の製作で人気の高い4種類の3Dプリンタ、Formlabs FuseシリーズSLS(粉末焼結積層造形)、EOS SLS、HPのMJF(マルチジェットフュージョン)、Formlabs Form 4 SLA光造形方式を比較します。
表面品質の比較:FuseシリーズSLS、EOS SLS、HP MJF、Form 4 SLA光造形
実製品用途での3Dプリントの普及が進むにつれ、表面品質がますます重要になっています。表面品質は試作や製造治具の製作においても重要ですが、これらの用途は一般に少量生産に限られ、追加の処理を施すことで法外な追加コストをかけなくても表面品質を改善できます。
造形サイズの拡大、システム効率の向上、材料の高度化、そして材料コストの低下によって、実製品用部品の3Dプリント生産が可能になった今、実製品用途で用いられる3Dプリントの表面品質が、多くのメーカーにとって重要課題となっています。この記事では、機能部品および実製品用部品の製作で人気の高い4種類の3Dプリンタ、Formlabs FuseシリーズSLS(粉末焼結積層造形)、EOS SLS、HPのMJF(マルチジェットフュージョン)、Formlabs Form 4 SLA光造形方式を比較します。
はじめに
なぜ表面粗さを測定するのか
多くのアディティブマニュファクチャリング用途において、3Dプリント部品の表面品質は、機能性能と同じくらい重要な検討事項です。しかし、目視による評価や比較以外に、3Dプリンタの方式やブランドによる表面品質の違いを示す定量的な情報は多くありません。
こうしたデータが不足している背景には、表面品質に差異や欠陥が生じる正確な原因を突き止めることが難しい、という現実があります。多くの場合、プリンタ、材料、造形方向、後処理方法など様々な要素の組み合わせによるものだからです。
本技術資料では、4種類の異なる3Dプリンタと複数の後処理基準で表面品質を定量的に比較することで、このデータ不足のギャップを埋めようとするものです。今回選定した4つの技術は、実製品用部品の製造で広く使われている代表的な3Dプリンタです。
-
FormlabsのSLSプリンタ Fuseシリーズ:材料はNylon 12パウダー、後処理はブラスト処理(標準)と研磨(追加)。
-
EOSのSLSプリンタ:材料はNylon 12パウダー、後処理はブラスト処理(標準)と研磨(追加)。
-
HP 5600シリーズ MJFプリンタ:材料はNylon 12パウダー、後処理はブラスト処理(標準)と研磨(追加)。
-
FormlabsのSLA光造形プリンタ Form 4:材料はTough 2000レジン、後処理は洗浄と二次硬化(標準)。
各方式向けに選定した材料は、実製品としての消費者製品で最も一般的に使用され、かつ相互比較がしやすいものとなっています。
結果の概要
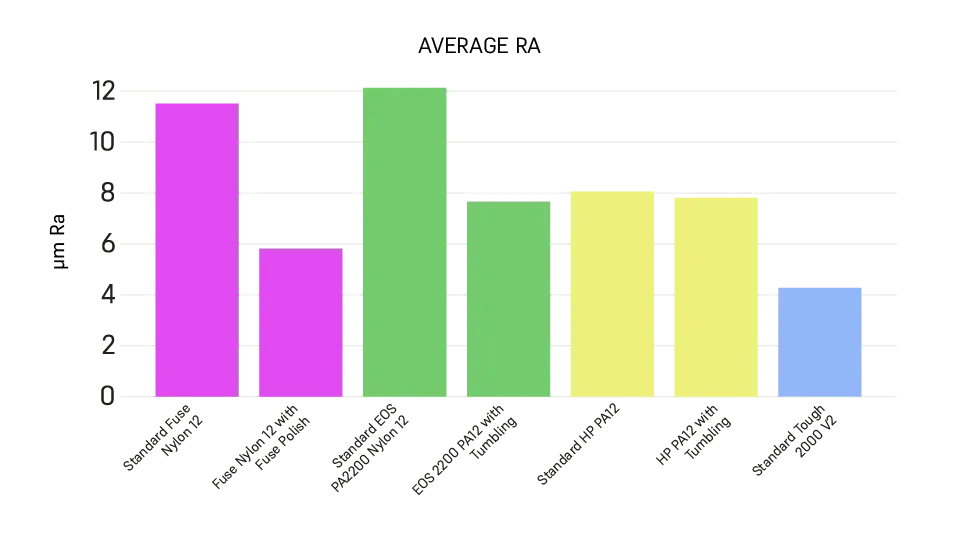
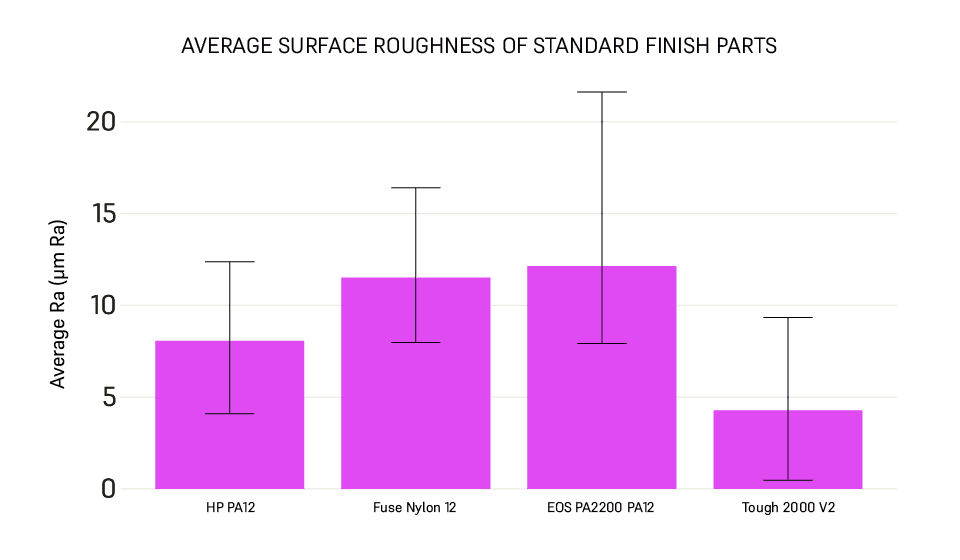
表面品質を左右する主な要因は、採用した造形方式そのものよりも、後処理の度合いや方法です。粉末床溶融結方式ではブラスト処理、レジンを使う光造形方式では洗浄と二次硬化という「標準」的な後処理においては、光造形プリンタによる造形品の表面品質が最も滑らかである一方、EOSのSLSプリンタは最も表面が粗い部品を造形しました。振動バレル研磨やFuse Blast Polishing System(Fuse Polish)などの追加の後処理を施すことで、SLS部品とMJF部品の表面品質はいずれも大幅に改善されました。特にFuse Polishを施した部品は、SLA光造形品に迫る最も滑らかな仕上がりになりました。以下の表とグラフは試験結果を示したもので、Raが低いほど表面が滑らかなことを意味します。
| プリンタ | Fuse 1+ 30W | EOS P396 | HP Jet Fusion 5600 | Formlabs Form 4 |
|---|---|---|---|---|
| 造形方式 | SLS | SLS | MJF | SLA光造形 |
| 材料 | Nylon 12パウダー | PA2200 - PA12 | HP 3D HR PA12 | Tough 2000 V2 |
| 後処理 | 標準:Fuse Blast Fuse Polish |
標準: 振動 |
HR PA12、振動 | 標準 |
| 表面品質が最も優れた部品 | Nylon 12、Fuse Polish | PA2200、振動 | HR PA12、標準 | – |
| 表面品質が最も劣る部品 | Nylon 12、標準 | PA2200、標準 | HR PA12、標準 | – |
| 最小表面粗さ | 4.3 µm | 4.8 µm | 2.7 µm | 0.5 µm |
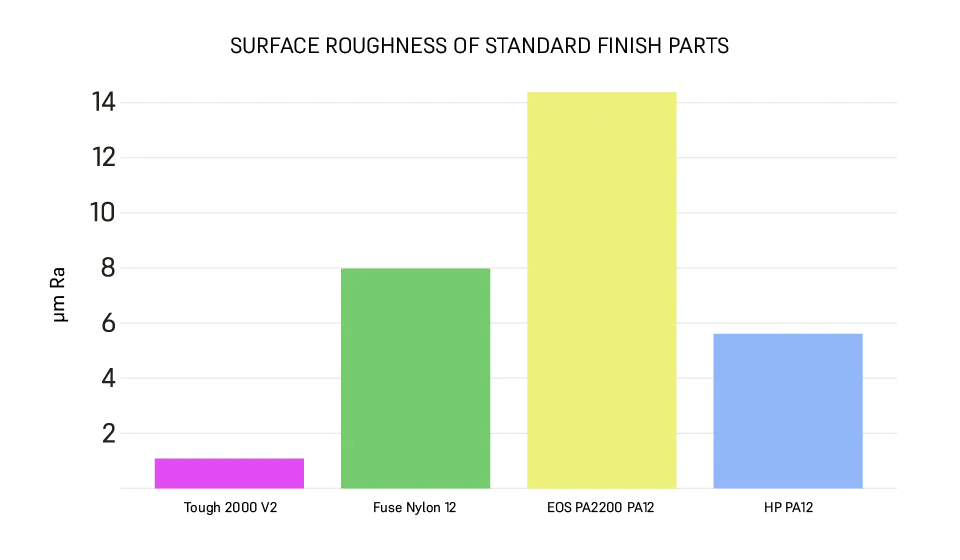
| 最も優れた部品の平均Ra | 5.8 µm | 7.6 µm | 6.0 µm | 4.3 µm |
| 最も粗い部品の平均Ra | 11.5 µm | 12.1 µm | 8.9 µm | – |
相談セッションのご予約
3Dプリントのエキスパートに一対一でご相談いただける相談セッションをご用意しています。ROI 分析やテスト・プリントなどを通して、お客様のビジネスに最適なソリューションを一緒に考えましょう。
試験方法と対象製品
表面品質の測定方法
3Dプリント製部品の表面品質を目視で確認するだけでも、使用目的の標準を満たしているかどうかを判断できる場合が少なくありません。しかし、表面粗さのデータを測定することは、複数の造形品やプリンタにまたがり特定技術の平均的なパフォーマンスを把握する上で非常に役立ちます。
「表面品質」と「表面粗さ」はしばしば同じ意味の言葉として用いられます。特に粉末床技術で作る部品では、「高品質」な表面品質を実現できるかどうかを判断する主な指標として「表面粗さ」が用いられます。
表面の粗さの測定方法として最も一般的なのは、表面形状測定器(プロフィロメーター/接触式プロフィロメーターとも呼ばれます)です。この方法では、プローブを表面に当てた状態から直線的に移動させ、その上下の動きから表面のプロファイルを取得します。
プローブで測定した値をプロットし、RaとRzを算出します。
- Raは、その線に沿った表面の平均偏差を表す値です。
- Rzは、最大山高さ(線上の最も高い点)と最大谷深さ(線上の最も低い点)の最大さを示す値です。
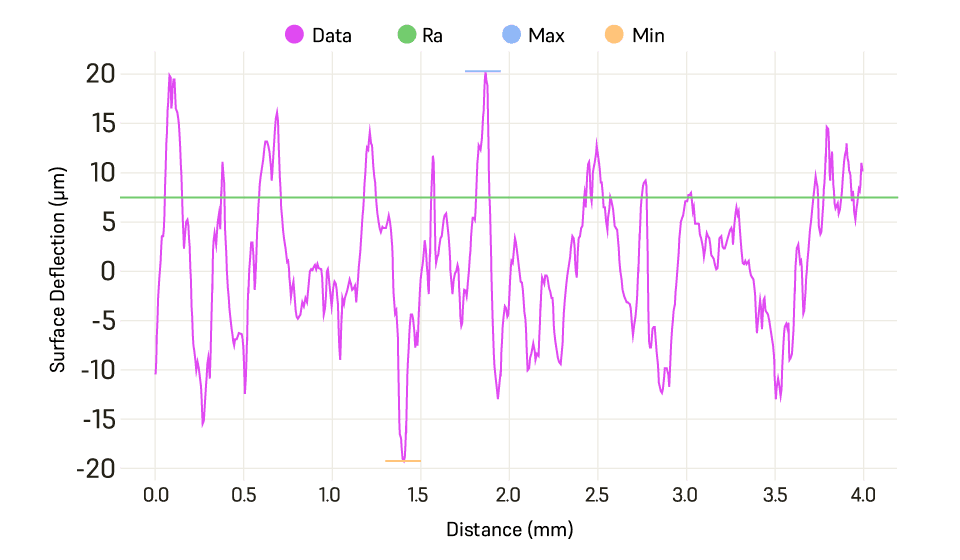
表面形状測定機によるこの偏差プロットは、表面上を横切るプローブのたわみを示す。ここでは、Raは曲線の二乗平均平方根として7.5μmと算出、Rzは39(最大山高さ20と最大谷深さ-19の差の最大値)。
表面粗さを測定する方法として、光学式プロフィロメトリー、ハイコントラスト写真、SEM顕微鏡というその他の3つの方法も用いました。本記事で取り上げる主要な結果は表面形状測定機の測定値に基づいていますが、これら補足的な測定結果もさらなる文脈や証拠を提供するものとして「詳細結果」に掲載しています。

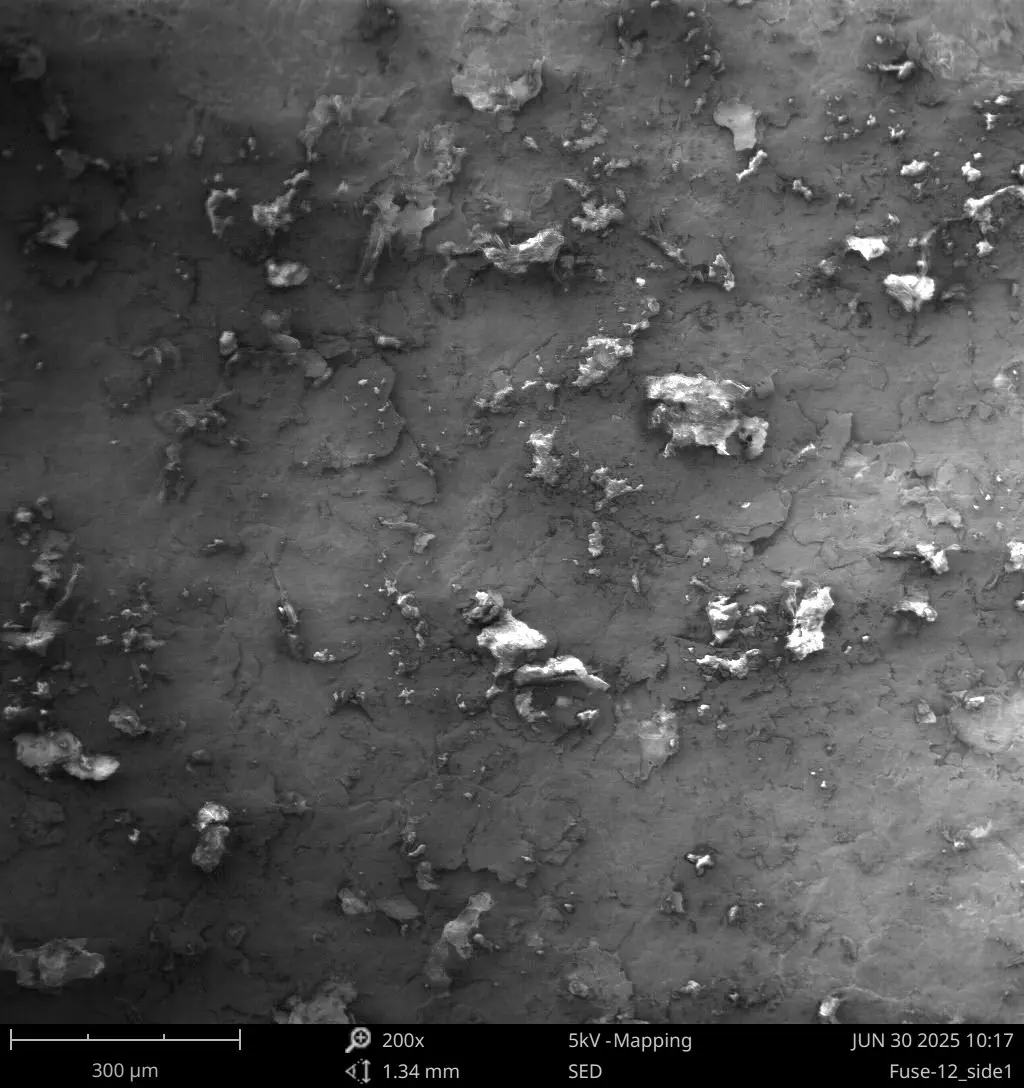
左から右:Keyence VR-3000で表面プロットとSa/Szを取得する光学式プロフィロメトリースキャン、表面に沿った粗さを示すハイコントラスト写真、そして表面のミクロスケールの偏差を示すPhenom XLによるSEM画像。部品がどの程度の光沢を有して見えるかを示し、表面粗さと比較されることの多い指標として、光沢測定も用いている。これらの分析手法は非常に複雑になり得るため本記事では詳細説明は割愛されているものの、各メーカーの解説を関連リンクに掲載。
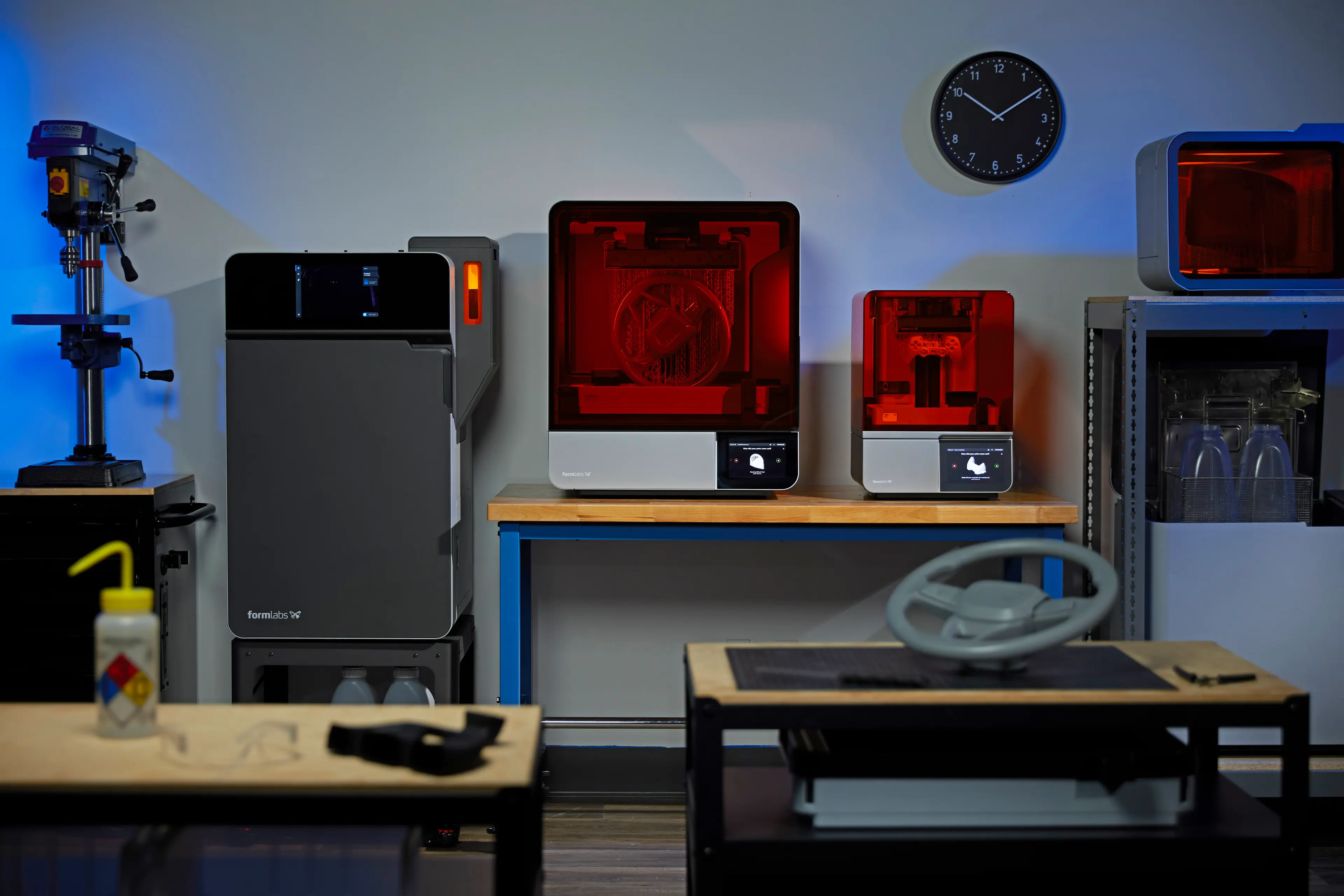
3Dプリンタの選択:Fuseシリーズ vs. EOS vs. HP vs. Form 4
今回の調査用に選定したプリンタ4機種は、試作品の高速製作や工場向けのオンデマンド治具・固定具ではなく、産業用途や実製品用途にも最も広く用いられているプリンタです。
Fuse 1+ 30Wは、現在入手可能な粉末床溶融結方式プリンタの中で最も普及しており、世界中の販売台数の半数以上を占めています。エコシステム一式の価格が約5万ドル、設置面積は約10平方メートルとコンパクトなため、最も導入しやすい産業用オプションです。次に広く使われている粉末床溶融結方式3Dプリンタは、HP MJFシリーズとEOS SLSプリンタです。これらの機種はどちらも通常20万ドル〜50万ドル程度で、大規模なインフラや広い設置スペースが必要となります。
MJFはフュージング剤と放射熱を用いて粉末粒子を結合させるのに対し、SLSは高出力レーザーで粉末粒子を溶融・焼結させます。MJFはヒューレッドパッカード(HP)の特許技術ですが、SLS 3DプリンタはFormlabsやEOSを含む複数の企業が提供しています。
今回使用した4つ目のプリンタは、FormlabsのデスクトップサイズSLA光造形3DプリンタのForm 4です。3つの粉末床方式プリンタとは工程が大きく異なるものの、Form 4の部品も実製品用途で用いられることが多く、その表面品質は射出成形プラスチックに最も近いとされています。
FormlabsはEOSおよびHPプリンタのオペレーターではないため、これらの機種による部品は信頼できる受託メーカーに発注し、各機種で造形・指示どおりに後処理したうえで、解析のためにFormlabsに返送してもらいました。
材料と後処理オプションの選択
今回4つの技術を評価するにあたり、材料にはそれぞれ実製品用途で最も一般的に使われているものを選びました。各材料に対し、造形後に「標準」と「追加」の後処理を行いました。これらは各メーカーが自社材料の仕上げ方法として推奨している工程です。
Fuseシリーズ Nylon 12パウダー:
-
追加:Fuse Polishによる自動研磨
EOS P396 PA2200 Nylon 12:
HP Jet Fusion PA12:
-
追加:振動バレル研磨
Form 4 Tough 2000レジン:
-
追加:SLA光造形では、標準工程以外に推奨される追加の後処理はありません。
試験片と測定面
代表性のあるデータを得るには、試験部品の選定が極めて重要でした。3Dプリント部品の表面品質には、次のような複数の要因が影響します。
-
造形の向き
-
サポート材
-
曲面形状/段差痕
-
特定の形状(例:非常に薄い壁やピン)
-
後処理方法
-
プリント不良
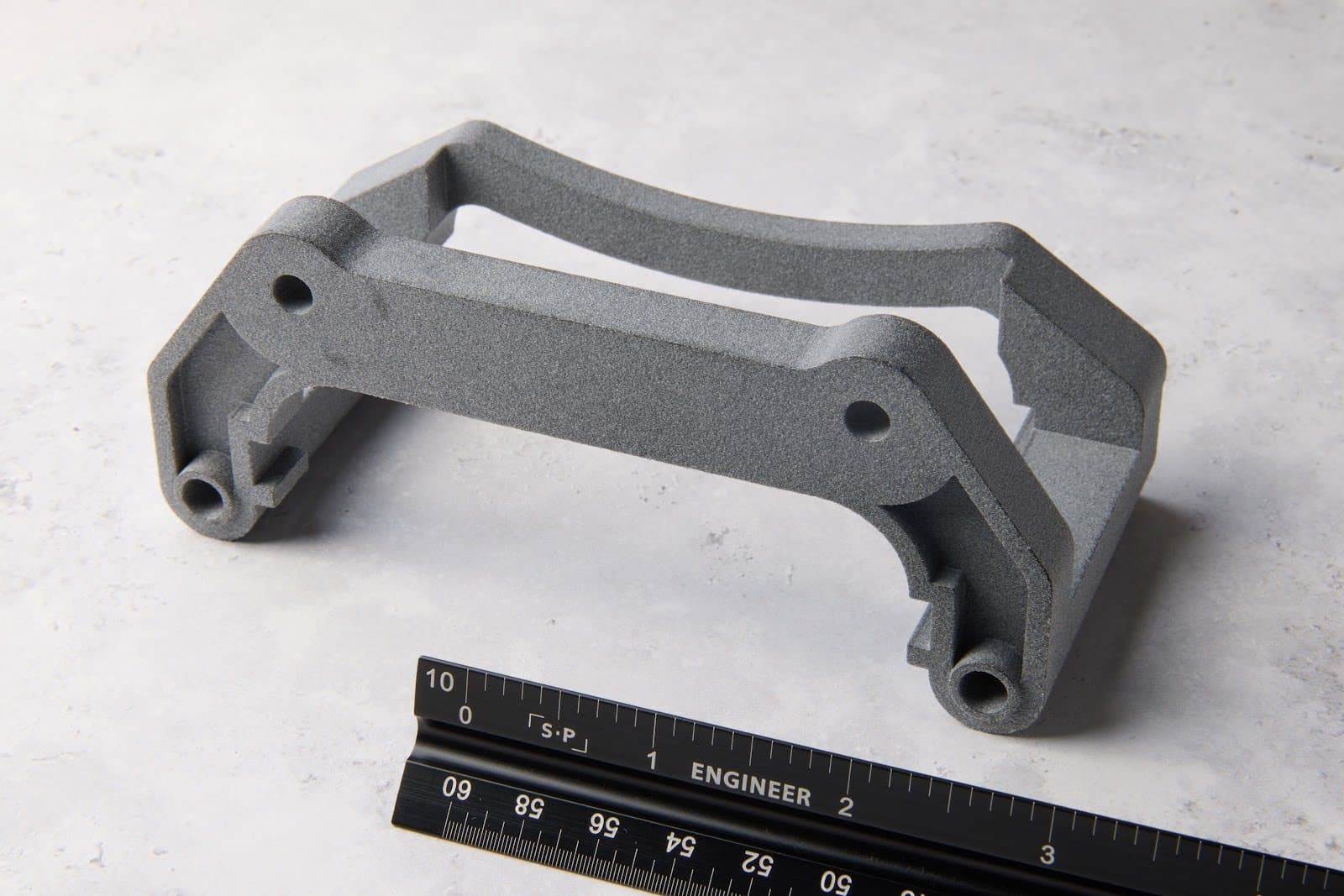
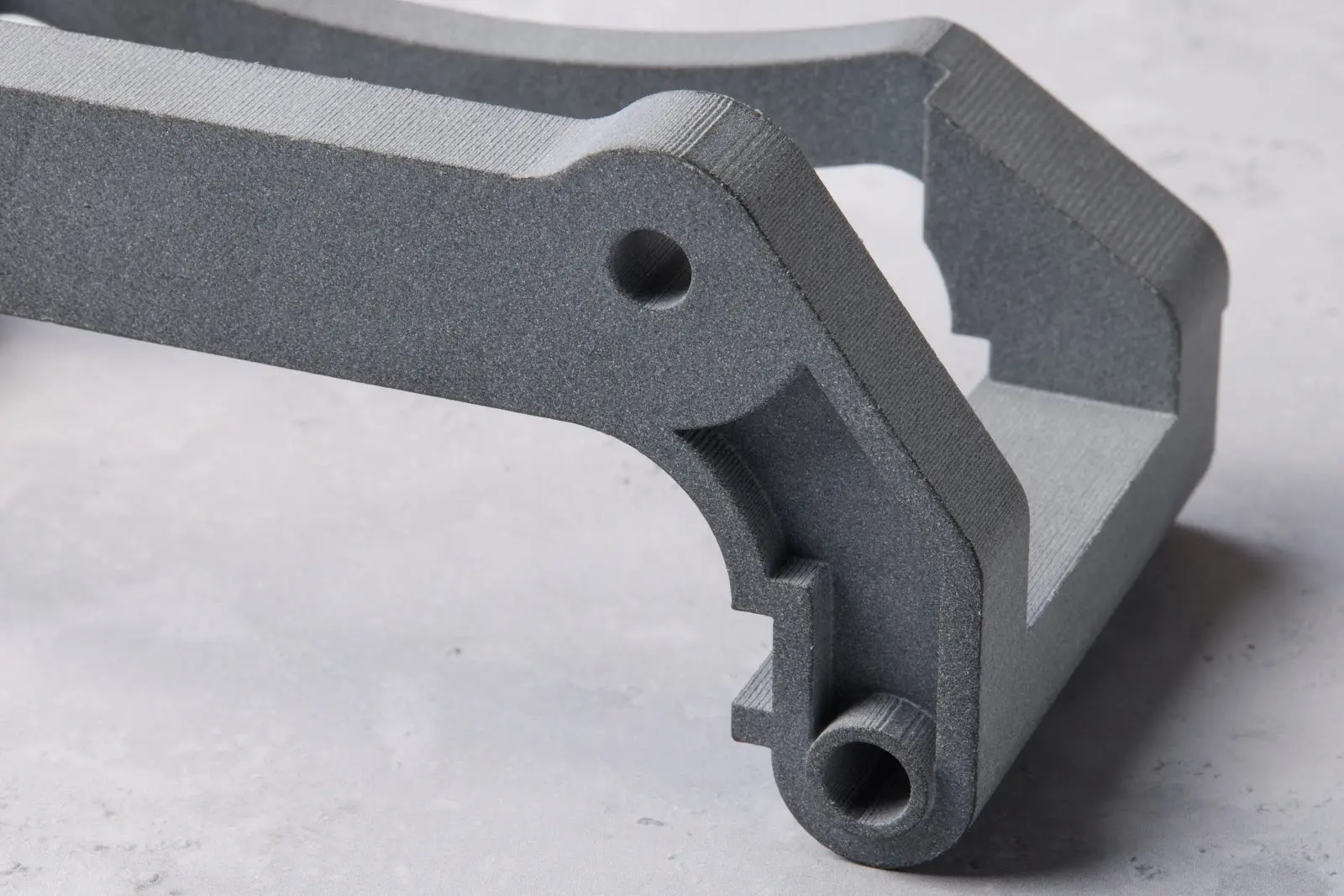
今回選定したブレーキキャリパモデルは、主要な各平面に大きくフラットな面があり、さらに4つの角度付き平面と複数の傾斜面を備え、いずれも高品質なデータを取得するのに十分な大きさがあります。各プリンタで造形の向きを同じにすることで、各フィーチャーが意図どおりに再現されます。
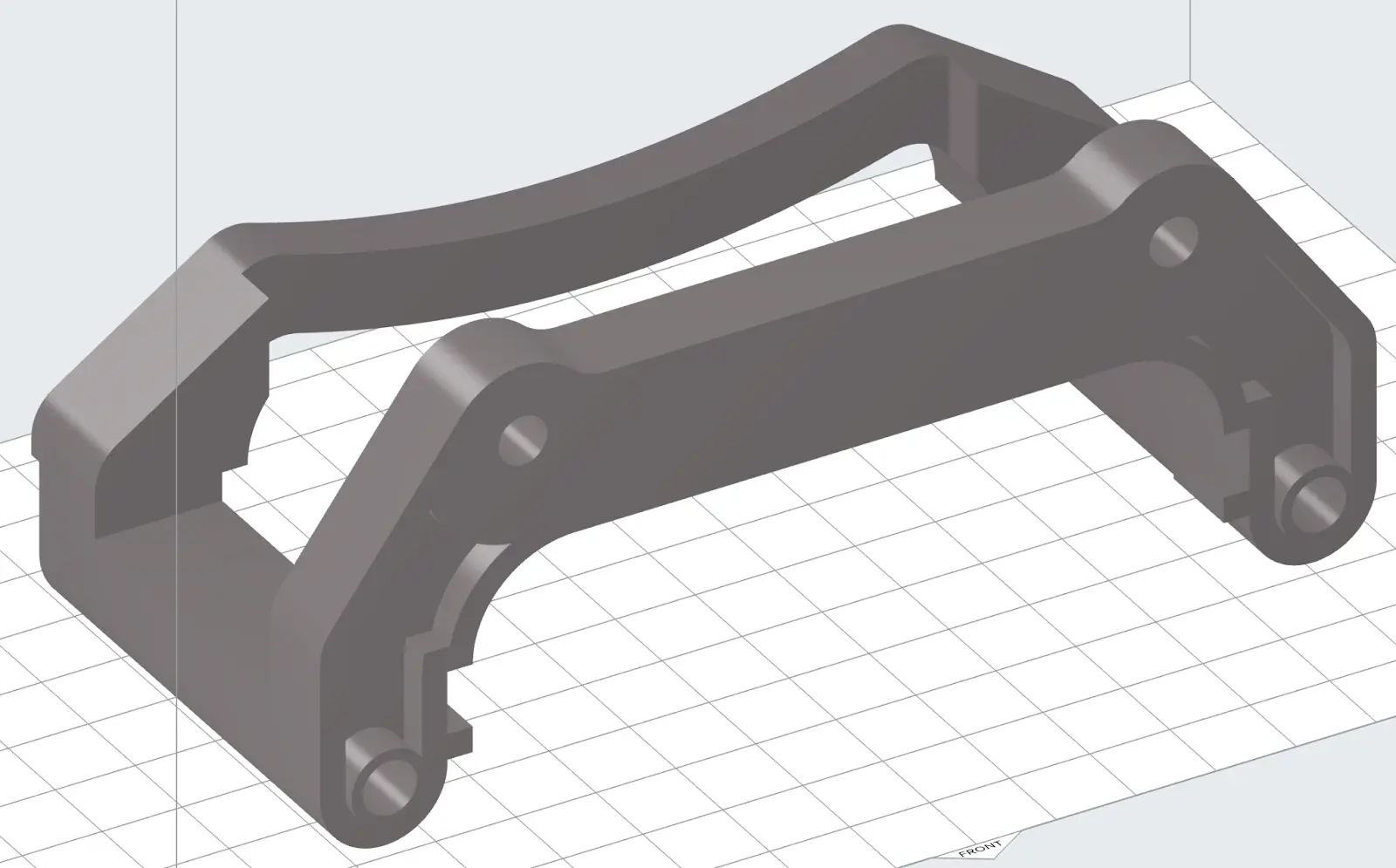
PreFormに表示されるブレーキキャリパ部品。この部品には、全ての主要平面に大きくフラットな面、4つの角度付き平面、そして複数の傾斜面がある。
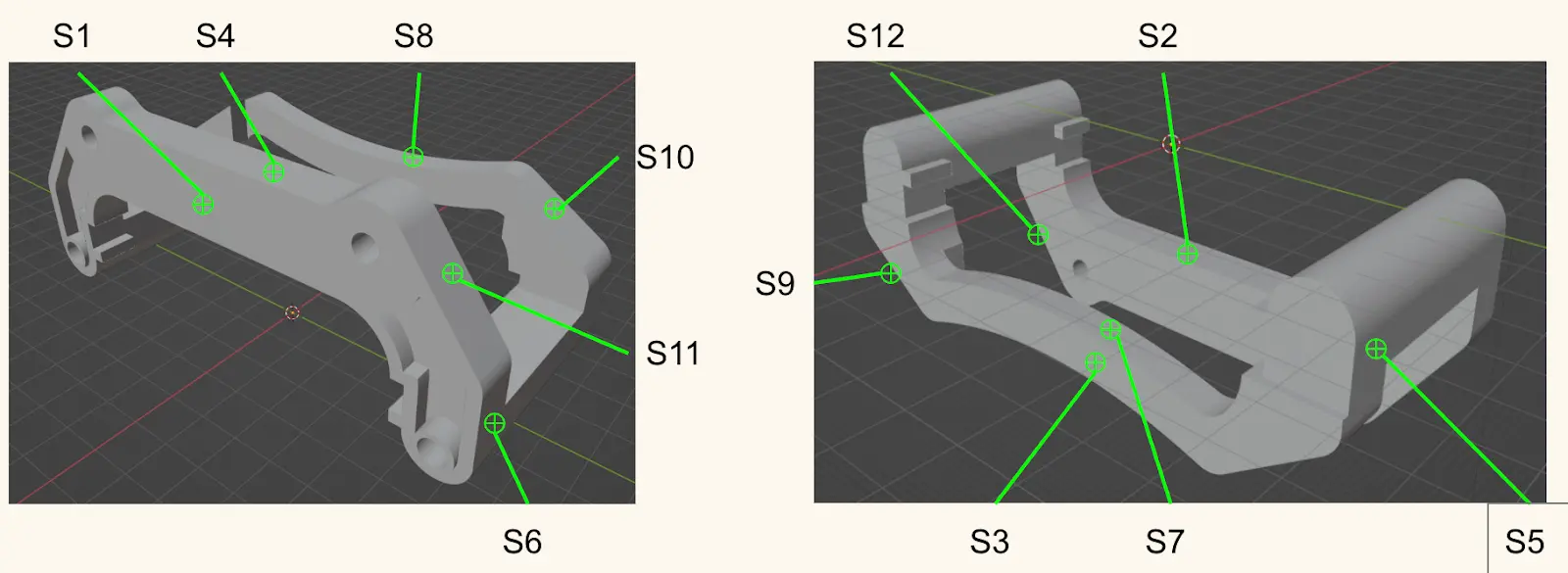
合計12種類の測定面を特定し、光学式プロフィロメーターと接触式プロフィロメーターを使って測定。
材料と提供元
3つの粉末床方式プリンタ(Fuseシリーズ、EOS、HP)では、いずれもSLS/MJFで最も一般的な材料であるNylon 12パウダーを使用しました。Form 4のSLA光造形プリンタでは、Formlabs独自材料のTough 2000レジンを使用しました。これは類似用途でよく用いられるため、ナイロンとの比較に適した材料です。
FuseシリーズとForm 4で作る部品はFormlabs社内で造形および後処理を行い、HPとEOSの部品は3DPXおよびMaterialiseが造形と後処理を担当しました。
詳細結果
比較:標準の後処理工程
以下では、各メーカー推奨の「標準」後処理工程を経た場合の比較結果を詳しく示します。追加の後処理を行わない場合は、SLA光造形品がSLS部品やMJF部品よりも大幅に滑らかになります。同様に、MJF部品はSLS造形部品よりも滑らかで、2つのSLS技術(EOSとFormlabs Fuse 1+ 30W)は平均すると比較的近い結果を示しました。ただし、これらの値は対象面や向きによって変動します。たとえば、垂直方向の平坦面であるS1では、材料による差がより顕著に現れています。Fuse 1+ 30WはEOS部品を大きく上回り、品質面ではMJF部品にかなり近い結果となりました。
12面全体の平均Ra:
各部品について、標準の後処理後に接触式プロフィロメーターで測定した12面すべての平均表面粗さ。
単一面の比較(S1)

左:ブレーキキャリパ部品のS1面。右:すべて標準の後処理を施した造形品の、S1面の表面粗さの違いを示すグラフ。
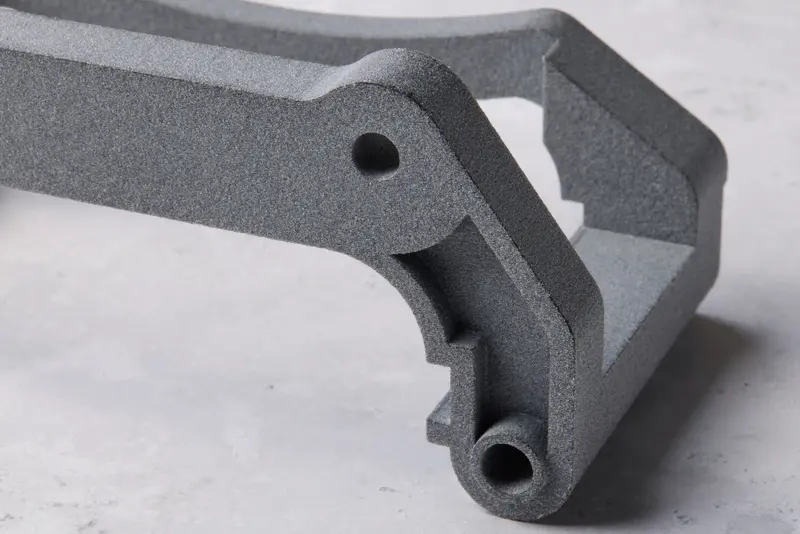
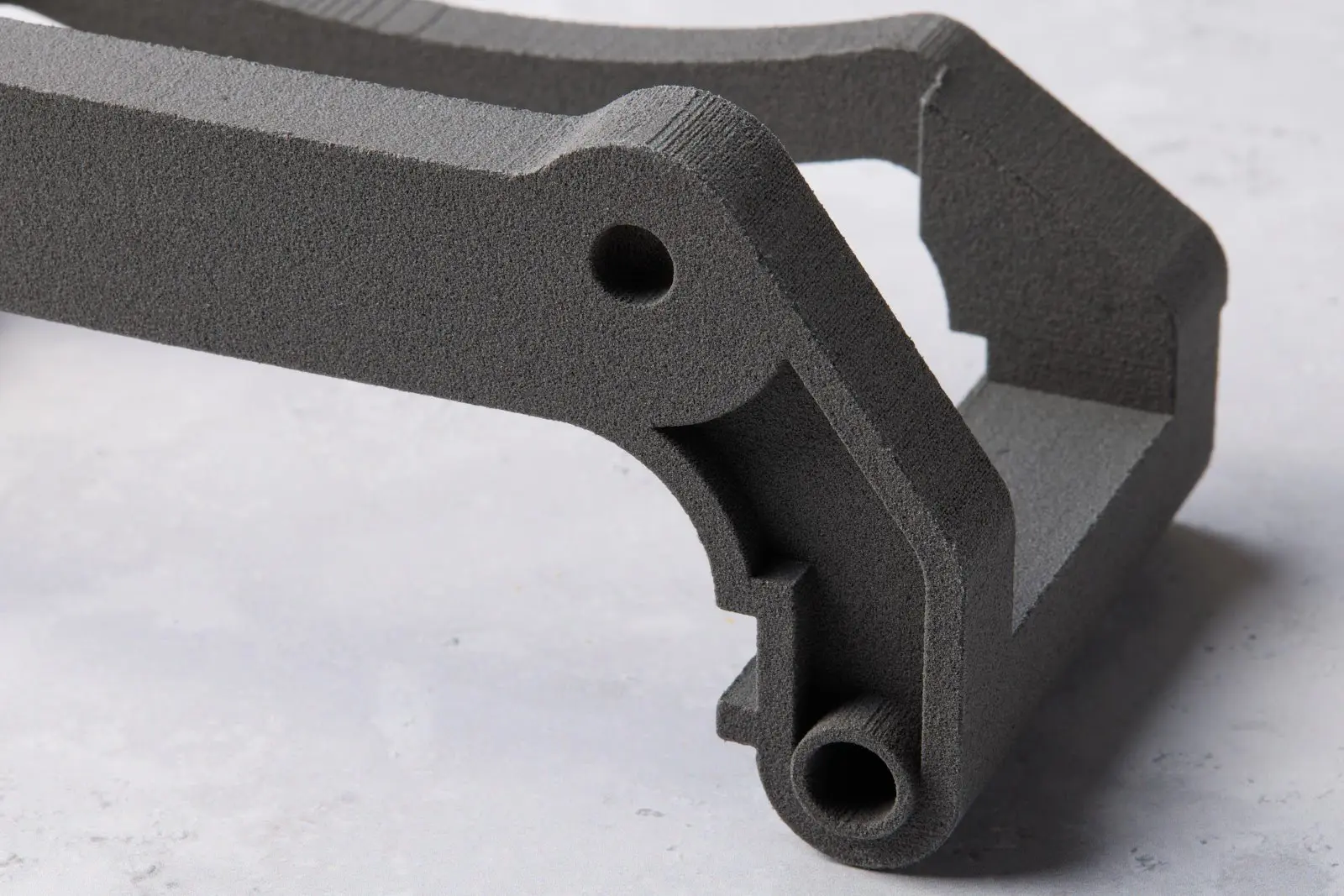
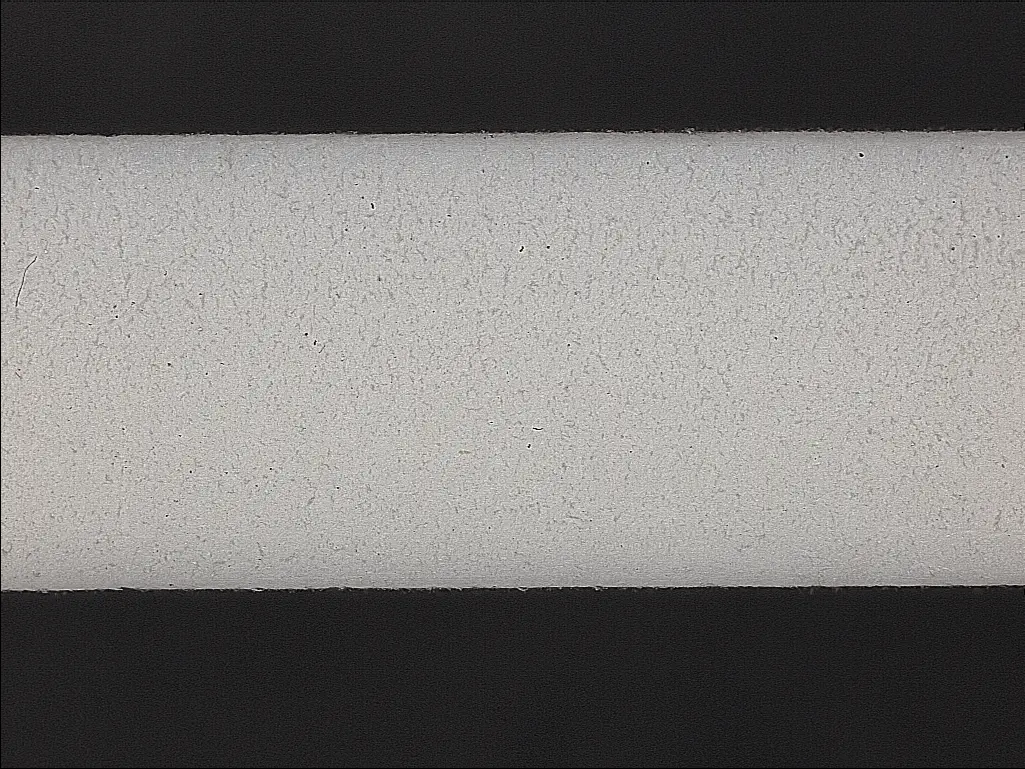
曲面のビジュアル比較
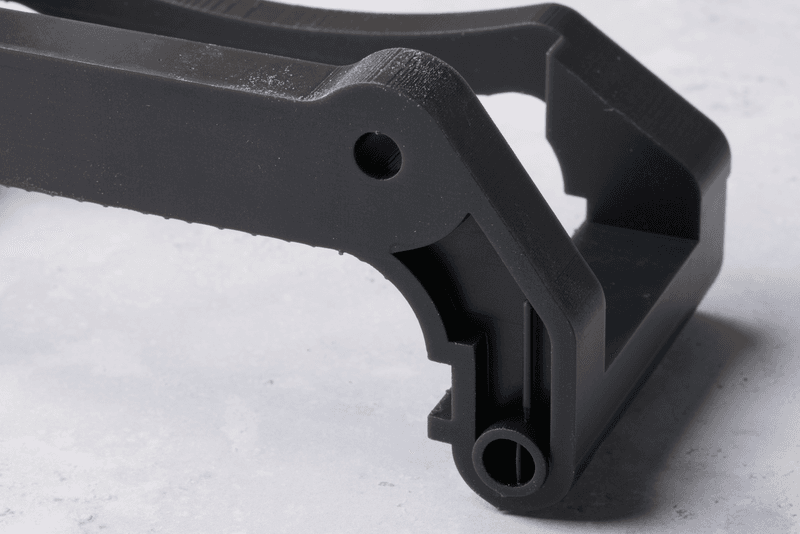
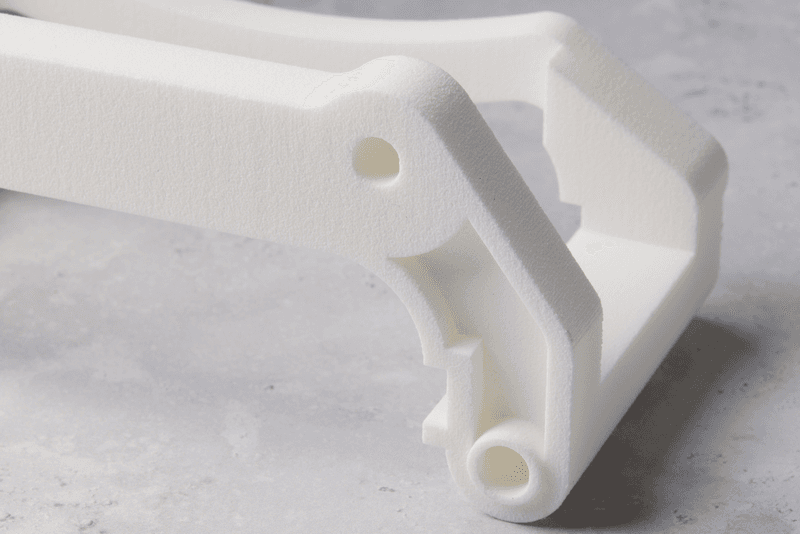
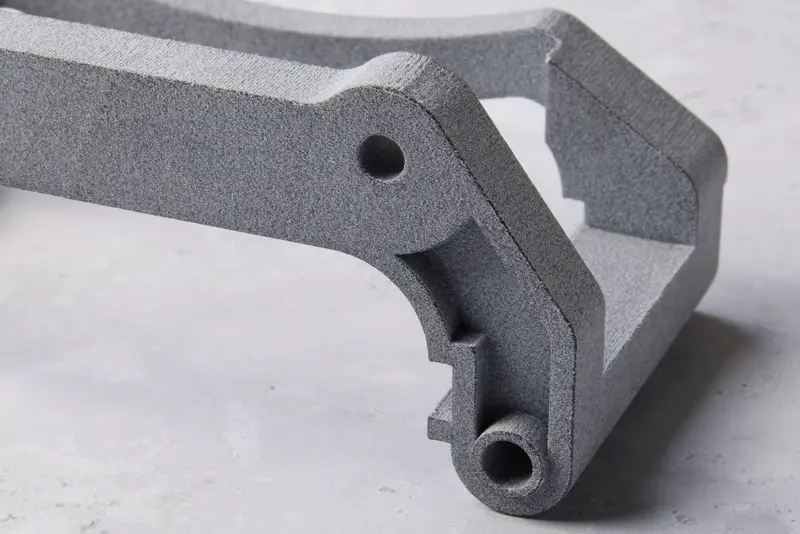
これらの画像を詳しく見ると、表面品質に関するいくつかのポイントがあることがわかります。特に曲面では、造形時に生じる階段状の段差痕が確認できます。多くの場合は100 µmほどの段差として現れますが、場合によって目立たなくなるケースもあります。一方、カメラに正対する平坦面は、垂直方向に造形された表面を示しています。Tough 2000レジンの部品では表面がほぼガラスのように滑らかに見える一方、EOSおよびFuseシリーズの部品の表面では粗さがはっきりと確認できます。HPの部品はその中間に位置し、表面は布のような質感に見えます。
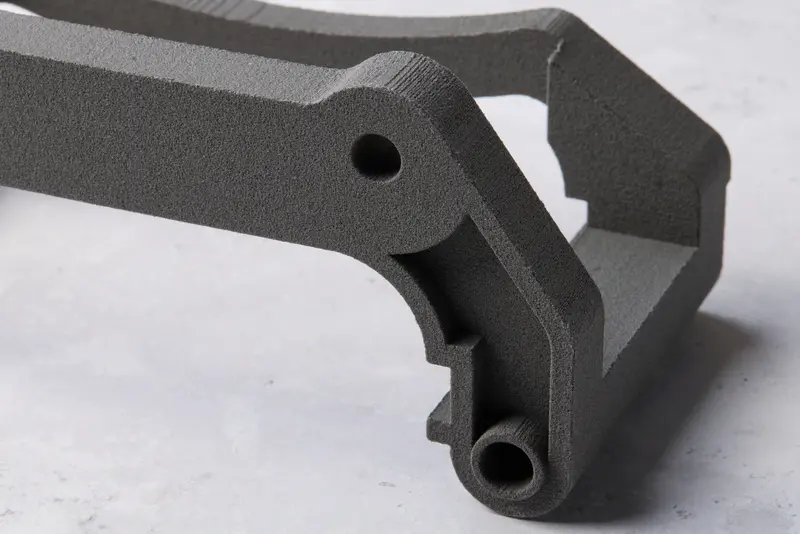

Fuseシリーズ Nylon 12パウダー
EOS PA2200
HP PA12
Form 4シリーズ Tough 2000レジン
比較:追加の後処理工程
以下では、「追加」の後処理工程を施した場合の比較結果を詳しく示します。これは、Formlabs社内でFuse 1+ 30Wにより造形した部品と受託メーカーへ外注した部品とで異なりますが、表面品質が重要視される場合に広く採用されている後処理方法の代表的なものです。
-
FuseシリーズのSLS部品:FormlabsのFuse Blast Polishing Systemで自動研磨
-
外注したEOS部品:振動バレル研磨
-
HP部品の外注:振動バレル研磨
-
Form 4のSLA光造形品:光造形品は標準の後処理だけでも非常に滑らかな表面に仕上がるため、追加で推奨される後処理はありません。
後処理が平均的な表面品質に与える影響は明らかです。Fuse 1+ 30Wで造形したNylon 12パウダーの部品の滑らかさは研磨後に大幅に向上し、HP PA12とほぼ同等になります。
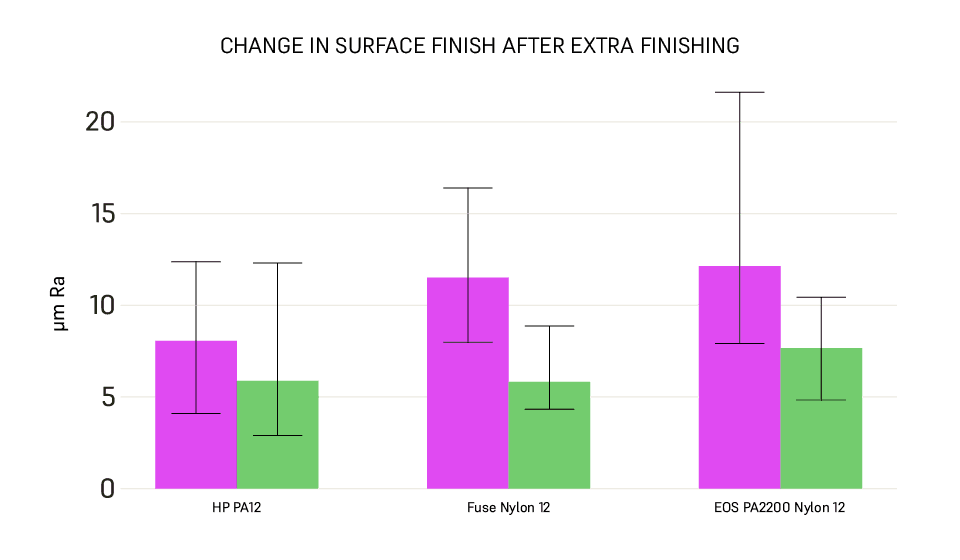
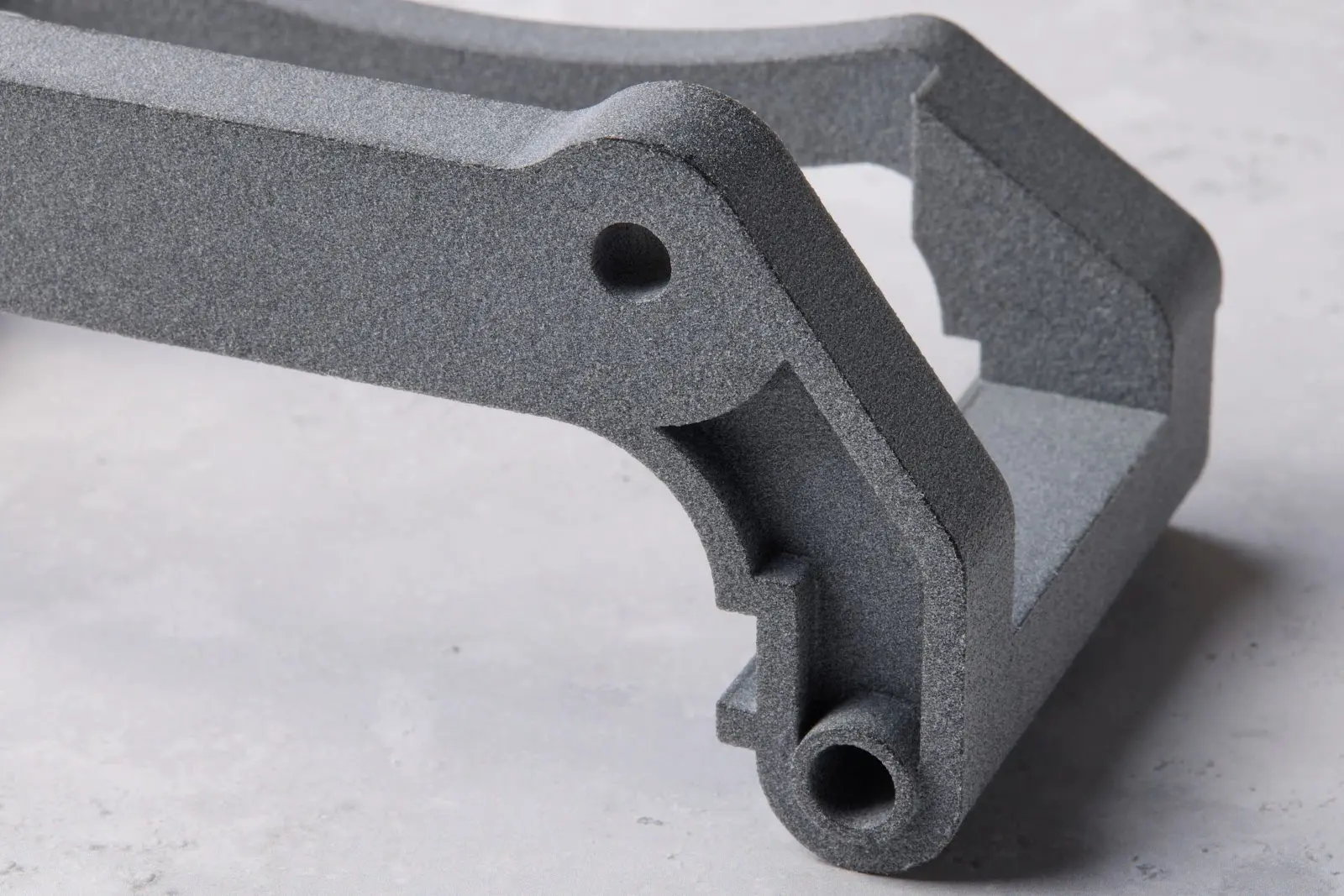
Fuseシリーズ Nylon 12パウダー:標準 vs. 研磨


Fuse Blast Polishによる追加の後処理の前(左)と後(右)。
3種類の粉末床方式(Fuseシリーズ、EOS、HP)で造形した部品の、「追加」処理の前と後の様子。SLA光造形品には「追加」の後処理がないため、比較結果はありません。
EOS PA2200 Nylon 12:標準 vs. 追加の振動バレル研磨

振動バレル研磨による追加の後処理の前(左)と後(右)。
HP PA12:標準処理と追加の振動バレル研磨
振動バレル研磨による追加の後処理の前(左)と後(右)。
材料別の結果
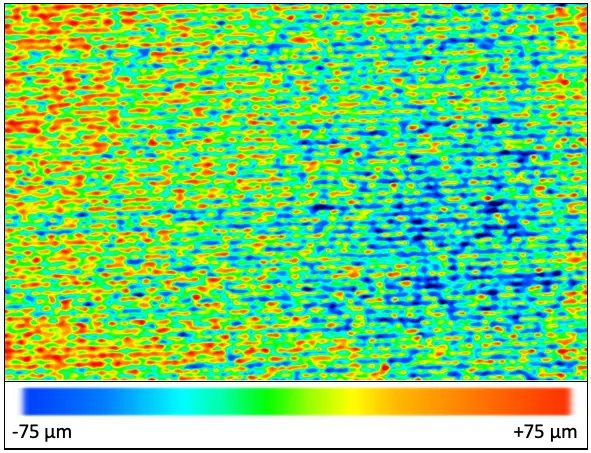
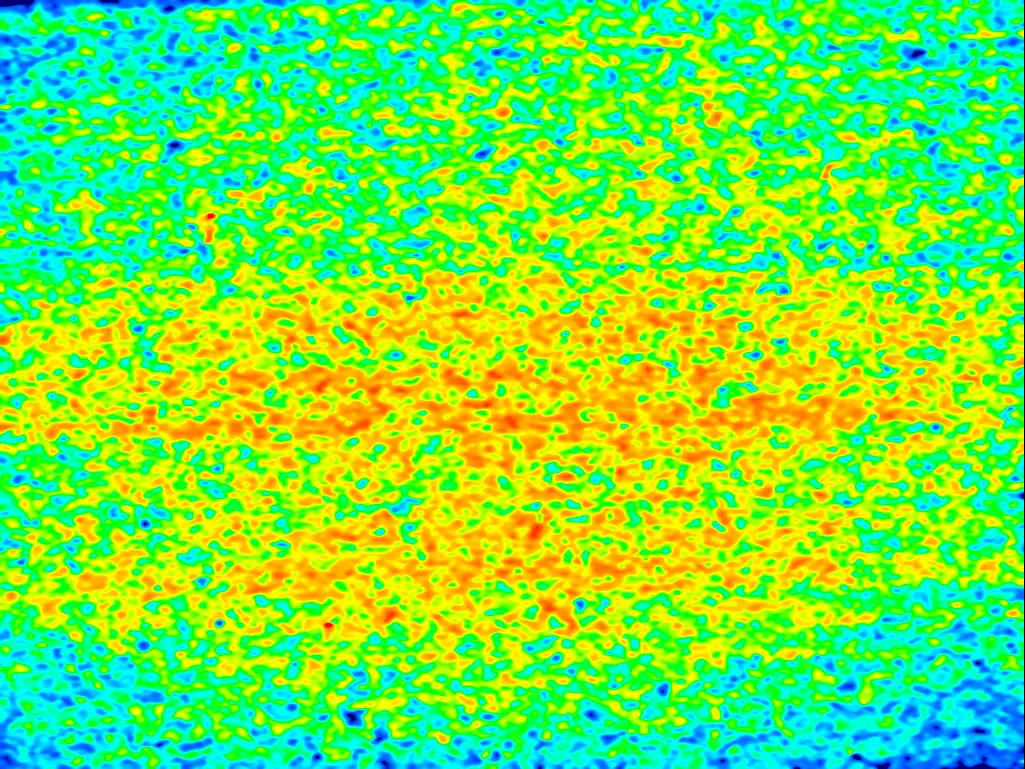
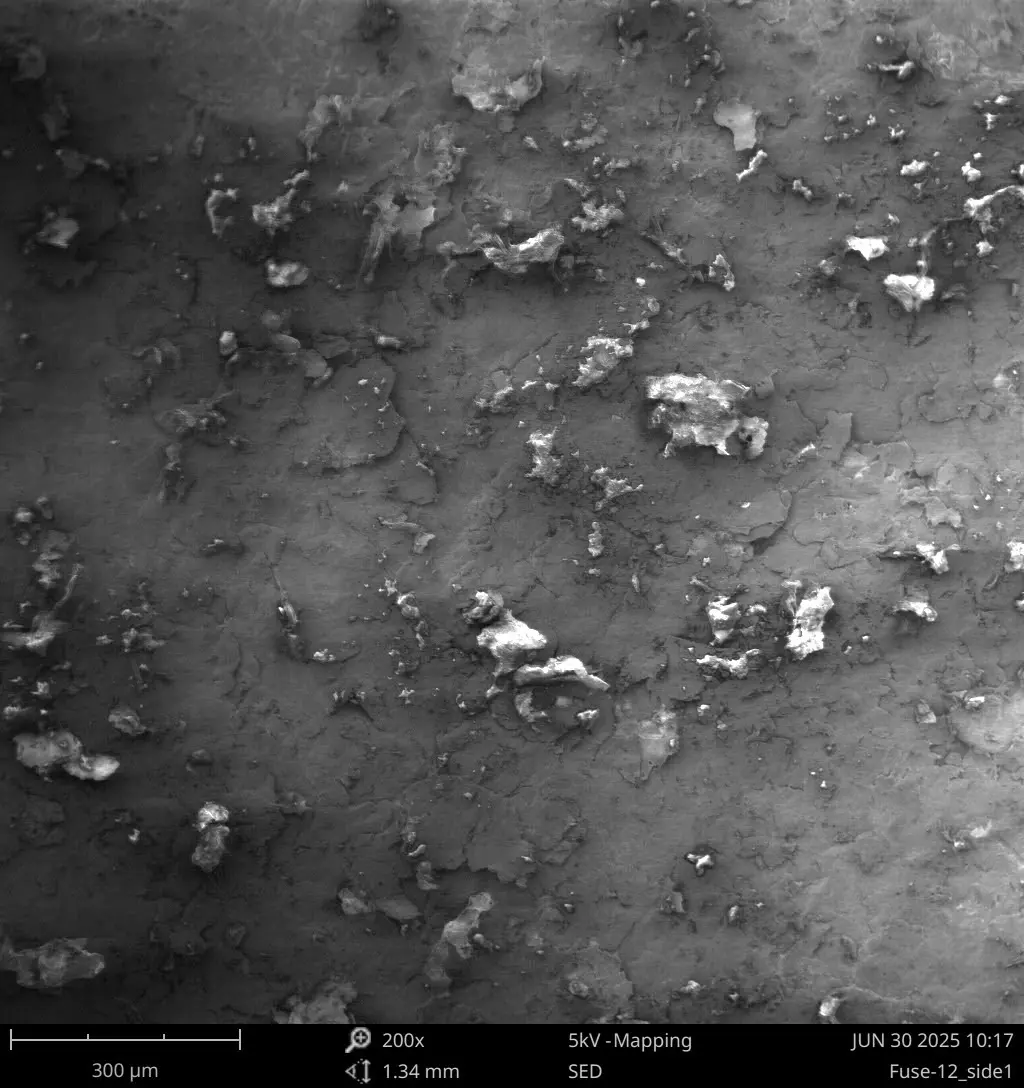
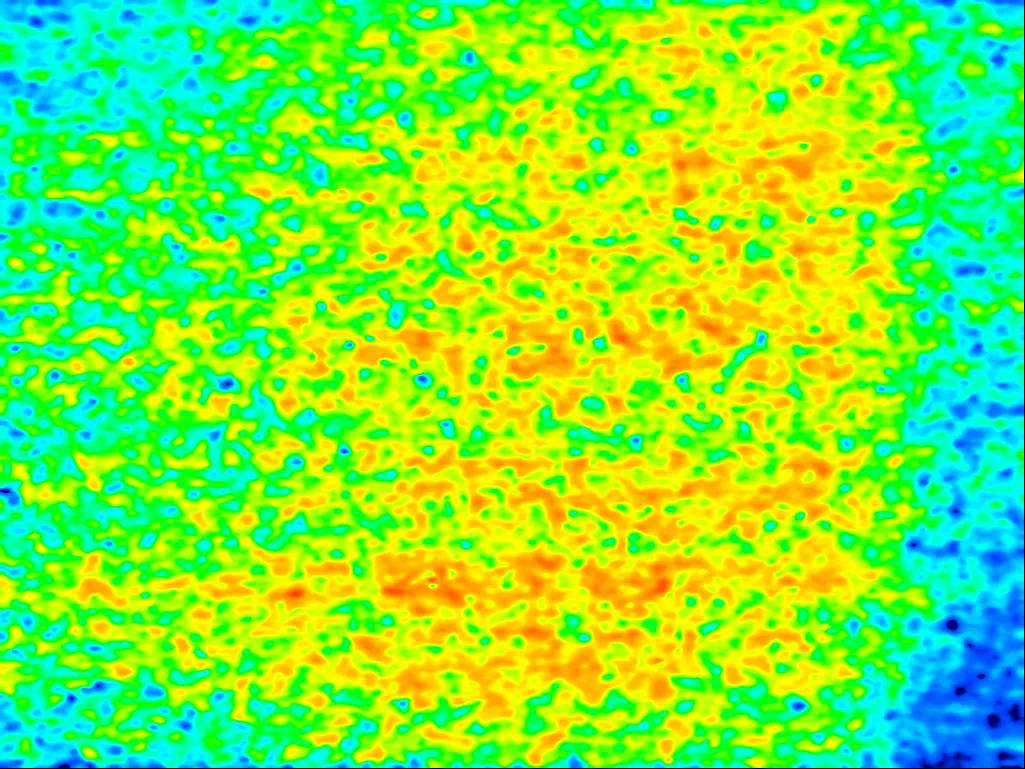
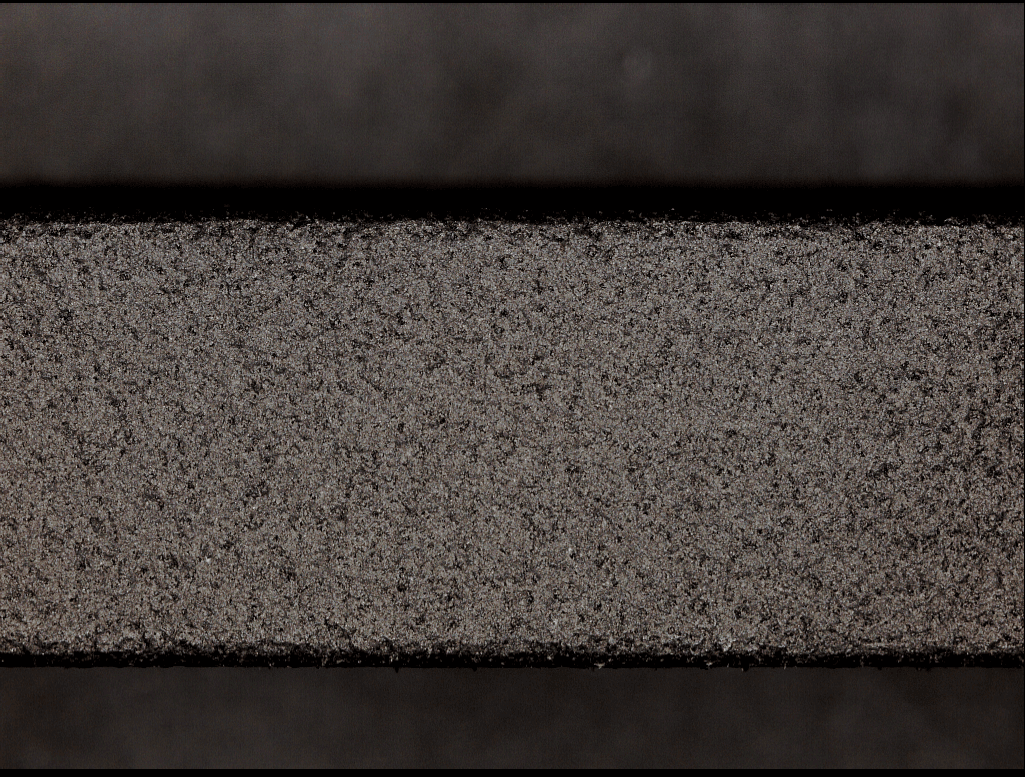
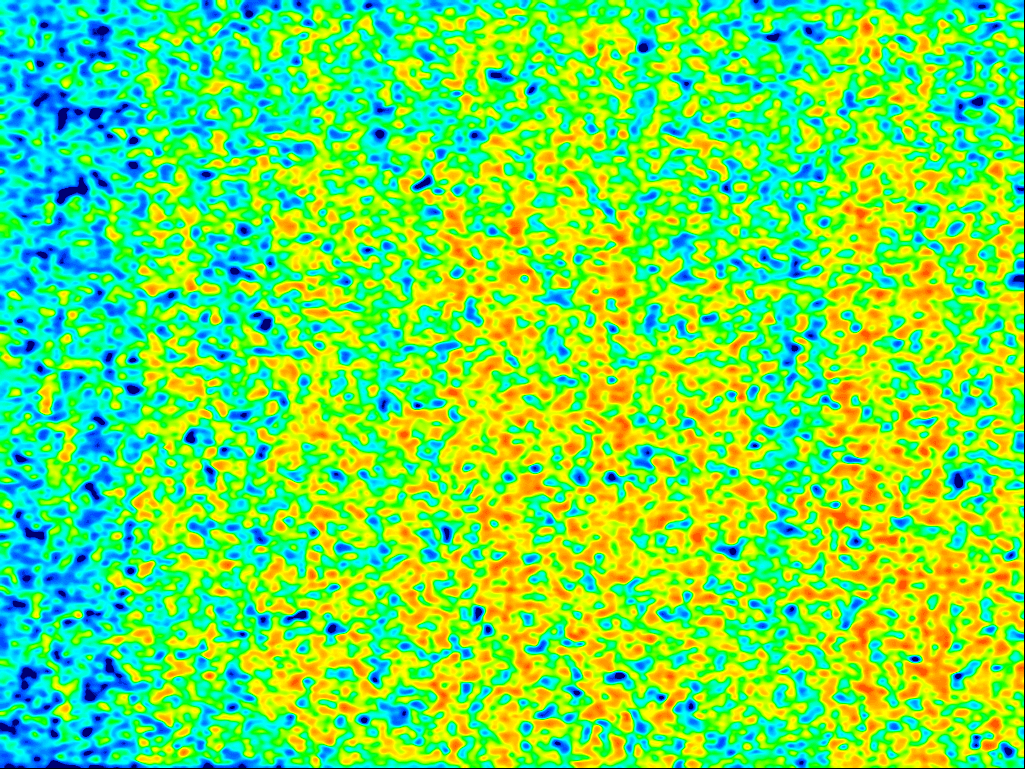
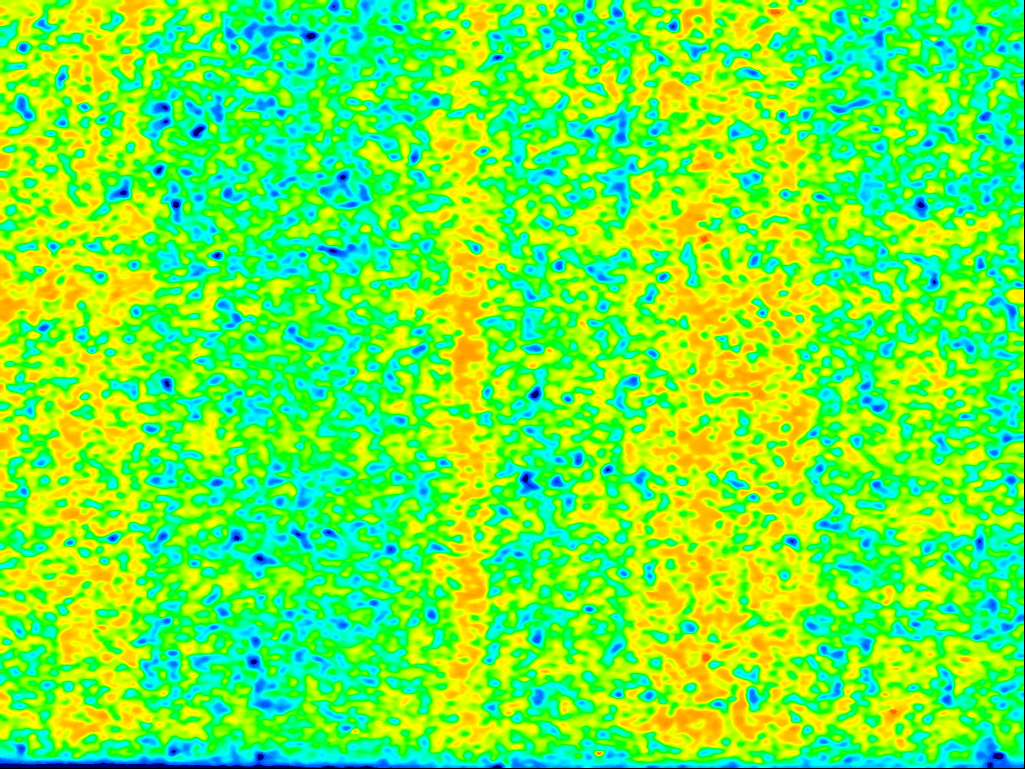
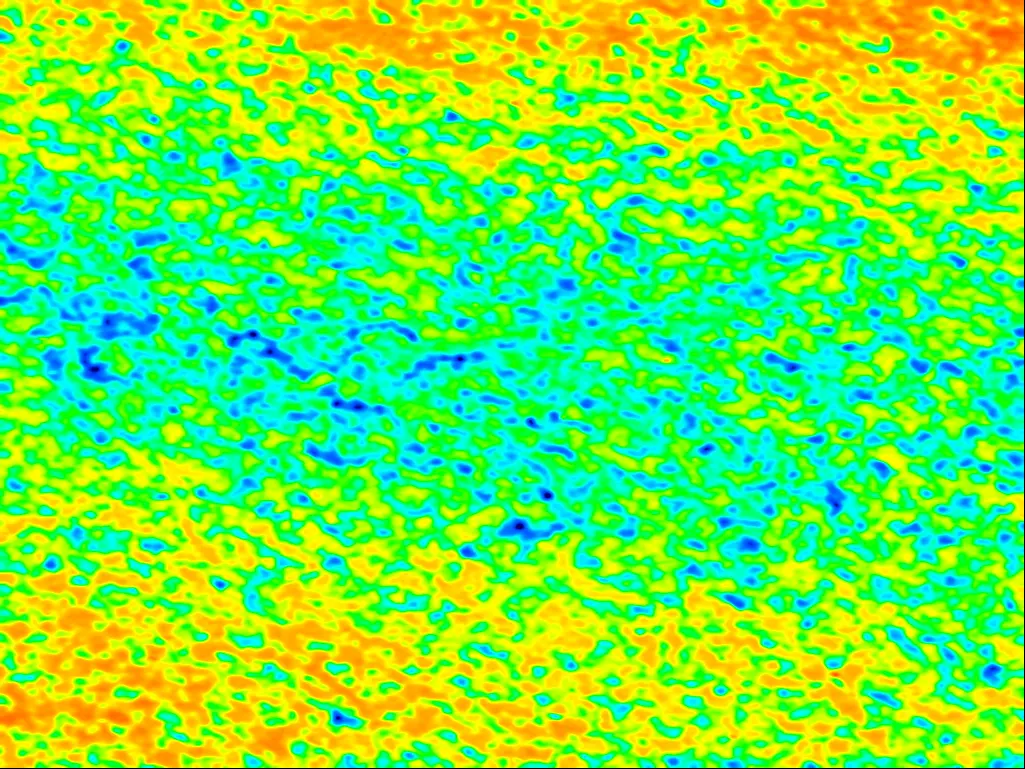
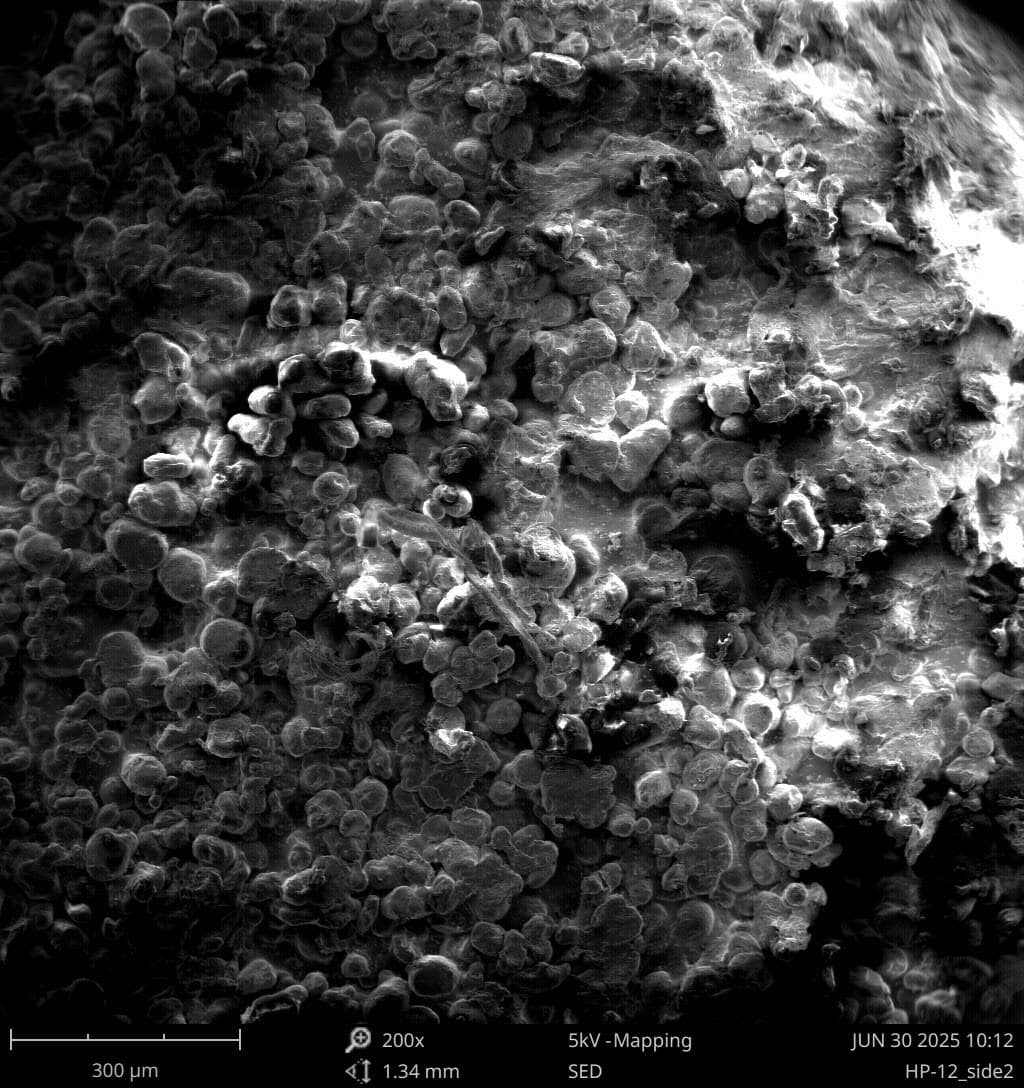
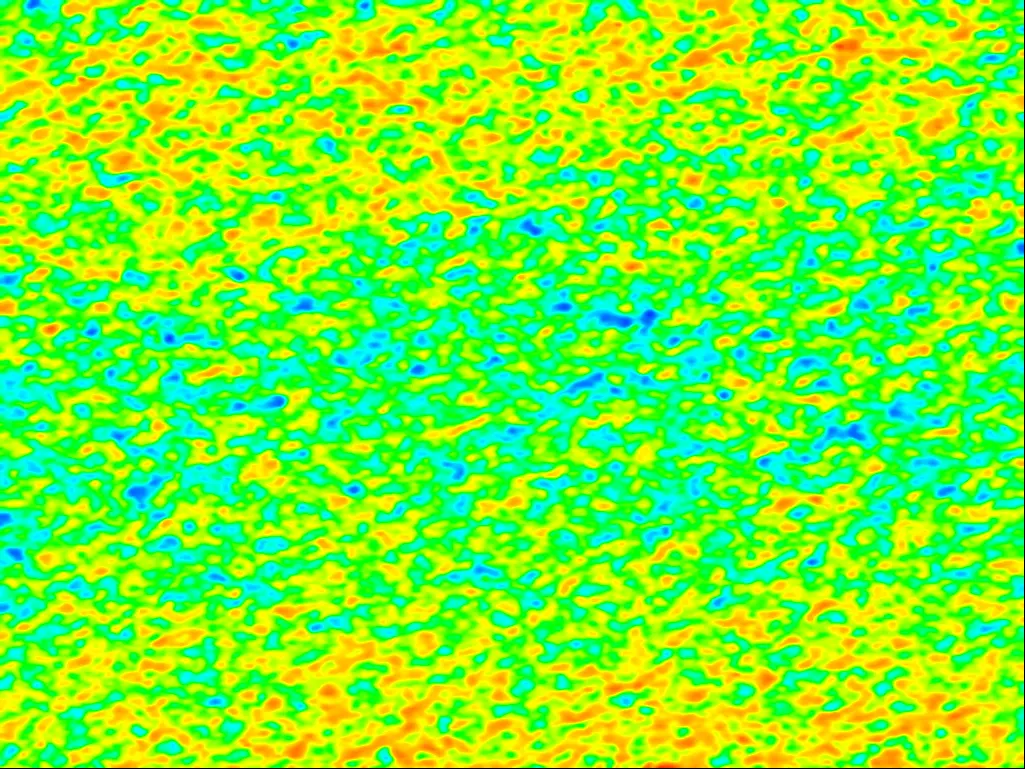
以下に、材料ごとの測定結果詳細を示します。外観確認用部品のフルサイズ画像、より詳しく確認するための高解像クローズアップ、各部品の最良値と最悪値をまとめた表、利用可能な場合はSEM画像、SEM画像がない場合は光学顕微鏡画像、さらに部品に沿った表面プロファイルを掲載しています。表面プロファイルでは、赤と青の上限を平均高さから+75 µm/-75 µmで統一しています。
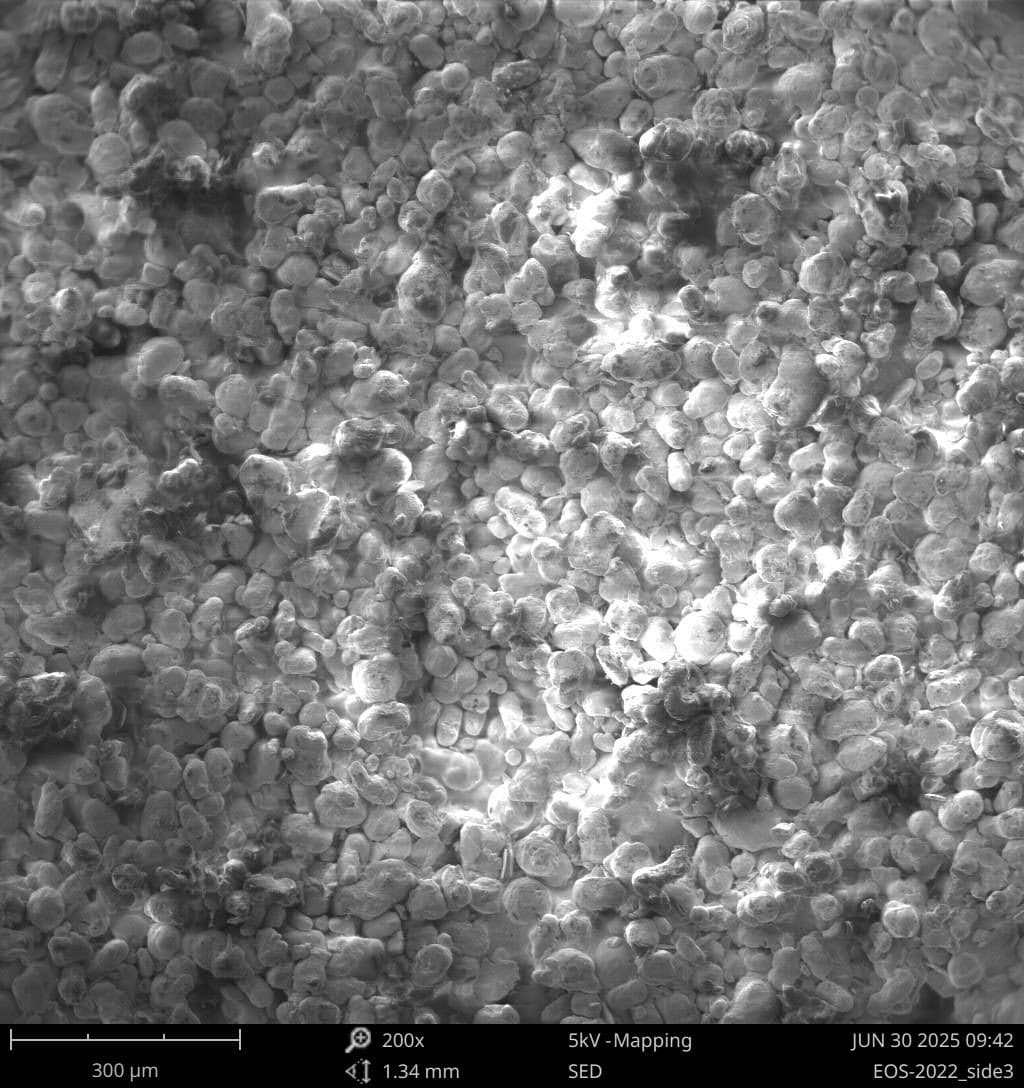
これらの比較で注目すべき点としては、画像を拡大して粗さの見え方を把握すること、SEM画像で完全に固まり切っていない材料や一部のみ焼結済みのパウダーが微細構造のばらつきに与える影響を見ること、そして粗さマップで各グラフに赤/青がどれだけ現れるかを確認すること、が挙げられます。これは表面全体のばらつきの大小と相関しています。
Fuseシリーズ 標準
材料:Formlabs Nylon 12
プリンタ:Fuse 1+ 30W
後処理:Fuse Blast
提供元:Formlabs社内

| 最良 | 最悪 | |
|---|---|---|
| Ra | 8.0 µm | 16.4 µm |
| Rz | 45.5 µm | 83.5 µm |
| Sa | 10.5 µm | 54.1 µm |
| Sz | 117.07 µm | 359.6 µm |
| 光沢 | 0.5 GU | - |
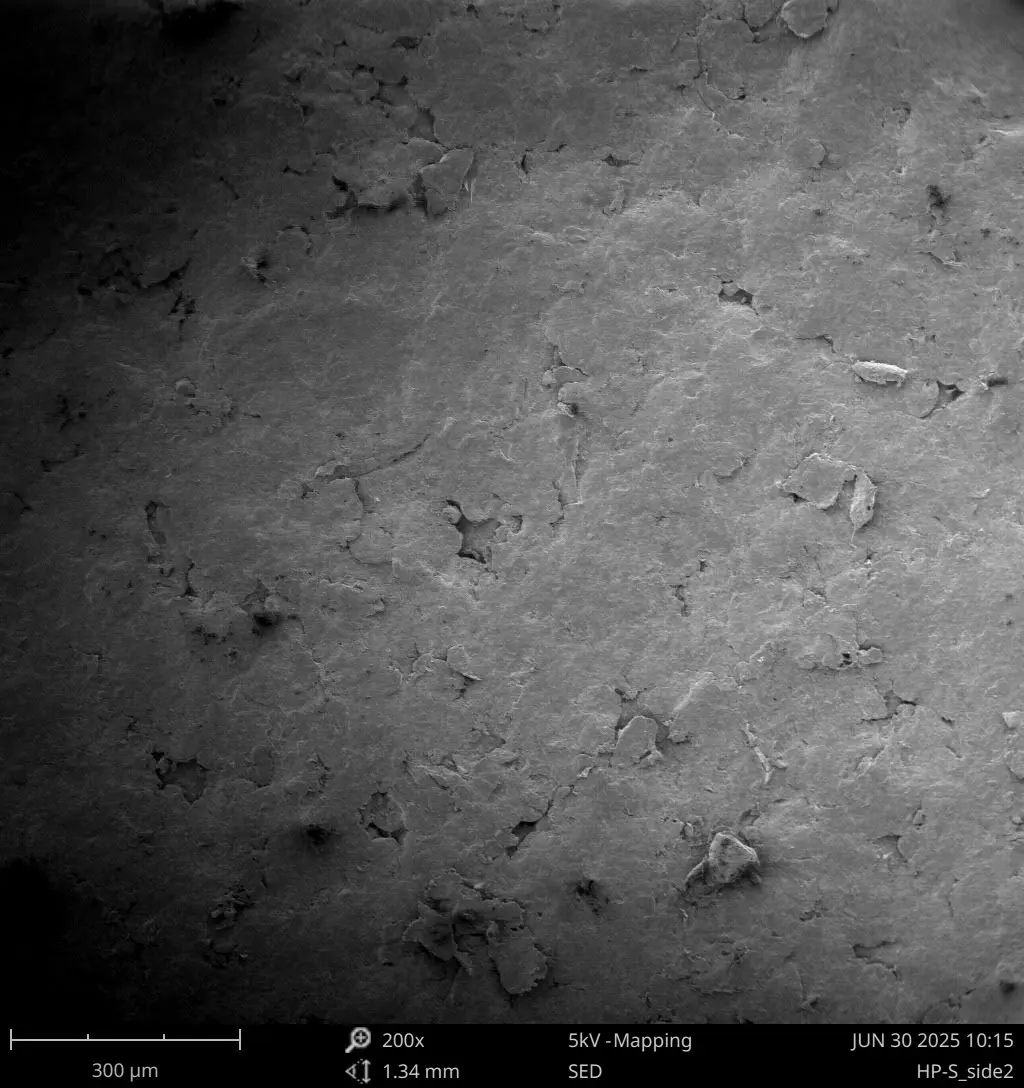
Fuseシリーズ 追加
材料:Formlabs Nylon 12
プリンタ:Fuse 1+ 30W
後処理:Fuse Blast + Polish
提供元:Formlabs社内


| 最良 | 最悪 | |
|---|---|---|
| Ra | 4.3 µm | 8.9 µm |
| Rz | 20.9 µm | 46.8 µm |
| Sa | 8.8 µm | 50.8µm |
| Sz | 96.5 µm | 310.1 µm |
| 光沢 | 2 GU | - |
EOS 標準
材料:EOS PA2200 Nylon 12
プリンタ:EOS P396
後処理:ブラスト処理
提供元:3DPX


| 最良 | 最悪 | |
|---|---|---|
| Ra | 7.9 µm | 21.6 µm |
| Rz | 41.4 µm | 105.7 µm |
| Sa | 12.1 µm | 18.0 µm |
| Sz | 147.8 µm | 206.0 µm |
| 光沢 | 2.7 GU | - |
EOS 追加
材料:EOS PA2200 Nylon 12
プリンタ:EOS P396
後処理:ブラスト処理+振動バレル研磨
提供元:3DPX


| 最良 | 最悪 | |
|---|---|---|
| Ra | 4.8 µm | 10.4 µm |
| Rz | 24.5 µm | 52.1 µm |
| Sa | 11.4 µm | 39.5 µm |
| Sz | 122.9 µm | 330.0 µm |
| 光沢 | 3.2 GU | - |
HP 標準
材料:HP 3D HR PA12
プリンタ:HP Jet Fusion 5600
後処理:ビーズブラスト
提供元:Materialise

| 最良 | 最悪 | |
|---|---|---|
| Ra | 4.1 µm | 20.9 µm |
| Rz | 21.6 µm | 86.0 µm |
| Sa | 8.4 µm | 83.7 µm |
| Sz | 69.4 µm | 555.0 µm |
| 光沢 | 2.1 GU | - |
HP 追加
材料:HP 3D HR PA12
プリンタ:HP Jet Fusion 5600
後処理:ビーズブラスト+バレル研磨
提供元:Materialise

| 最良 | 最悪 | |
|---|---|---|
| Ra | 4.8 µm | 13.6 µm |
| Rz | 23.7 µm | 58.1 µm |
| Sa | 8.8 µm |
35.6 µm |
| Sz | 84.2 µm |
332.1 µm |
| 光沢 | 1.9 GU | - |
結論
今回の調査では、SLSおよびMJFでは互いに非常に近い表面粗さを実現できることがわかりました。Formlabs Fuse 1+ 30WでNylon 12パウダーを用いて造形した部品は、EOS SLSプリンタでEOS PA2200 Nylon 12を用いて造形した部品よりやや滑らかですが、追加の後処理(Fuse Polishing Systemと振動バレル研磨)後は両者とも非常に近い仕上がりになります。
プリンタから取り出した直後の状態では、HPプリンタで造形したMJF部品の表面品質が最も滑らかでした。ただし平均差は約0.2 µmに留まり、後処理によってその差はさらに小さくなります。
FormlabsのFuse Blast Polishing Systemの導入など、エコシステムを拡張することで、従来は数十万ドル以上高価なシステムでしか得られなかったレベルの表面品質を実現できるようになります。こういった後処理工程を、造形プロセスの改善と組み合わせることで、導入しやすいSLSプリンタでも非常に競争力の高い表面品質を実現できます。
研磨後のRaは、最も低いもので4.3 µm、最も高いものでも8.9 µmです。
Fuse 1+ 30Wで造形した部品の表面品質をご確認いただける、無償サンプルパーツのリクエストも受け付けています。お気軽にお申し込みください。