
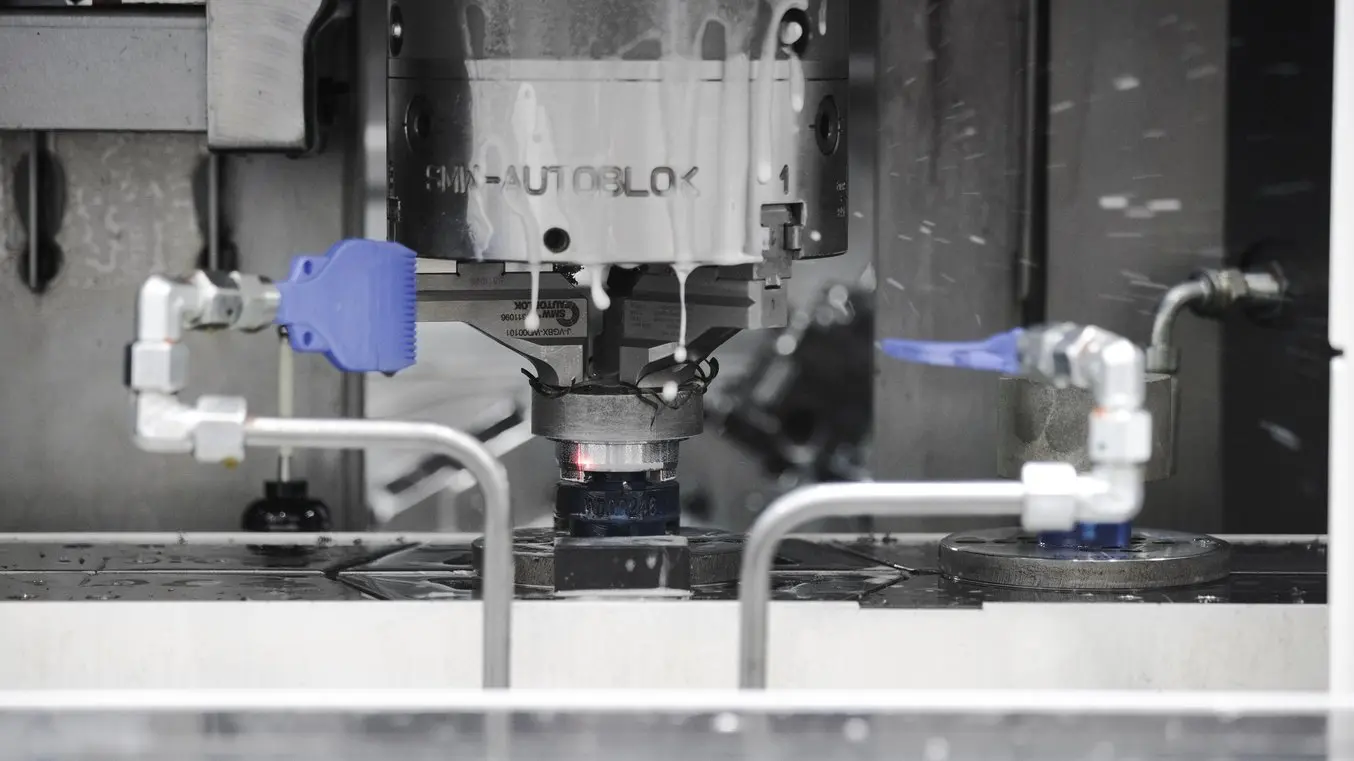
SLS(粉末焼結積層造形)方式3Dプリントは、常に変化する製品とCNC旋盤などの加工機械の橋渡しをするコレットパッドのような消耗部品を、手頃な価格でオンデマンド生産するための理想的なソリューションです。
加工用治具とは、CNC加工などのサブトラクティブ工法において、正確な位置合わせや安全性の確保のために用いられるツールです。固定具はCNCフライス加工やCNC旋削加工の際に金属やその他材料を安定して保持するワーク保持装置であるのに対し、治具は切削工具やフライス工具そのものを誘導し所定の経路から逸れないよう正確に維持します。治具は、高度なCNC設備を持たず、フライス加工や旋削加工を手作業で行うことの多い小規模な加工場で特によく用いられており、フライス治具はフェイルセーフとしての役割や人為的ミスの防止にも役立ちます。
これらの治具は、従来は金属や木材、プラスチックで作られてきました。CNCフライス加工や旋削加工といったサブトラクティブ加工で製造される膨大な数の部品に対して日常的に使用され、製造工程の効率性に大きな影響を与えます。3DプリントやCAD(コンピュータ支援設計)といった新技術の登場により、コスト、カスタマイズ性、材料ロスなどの面で加工用の治具・固定具の改善が可能になりました。
加工用治具・固定具の基礎
加工とは

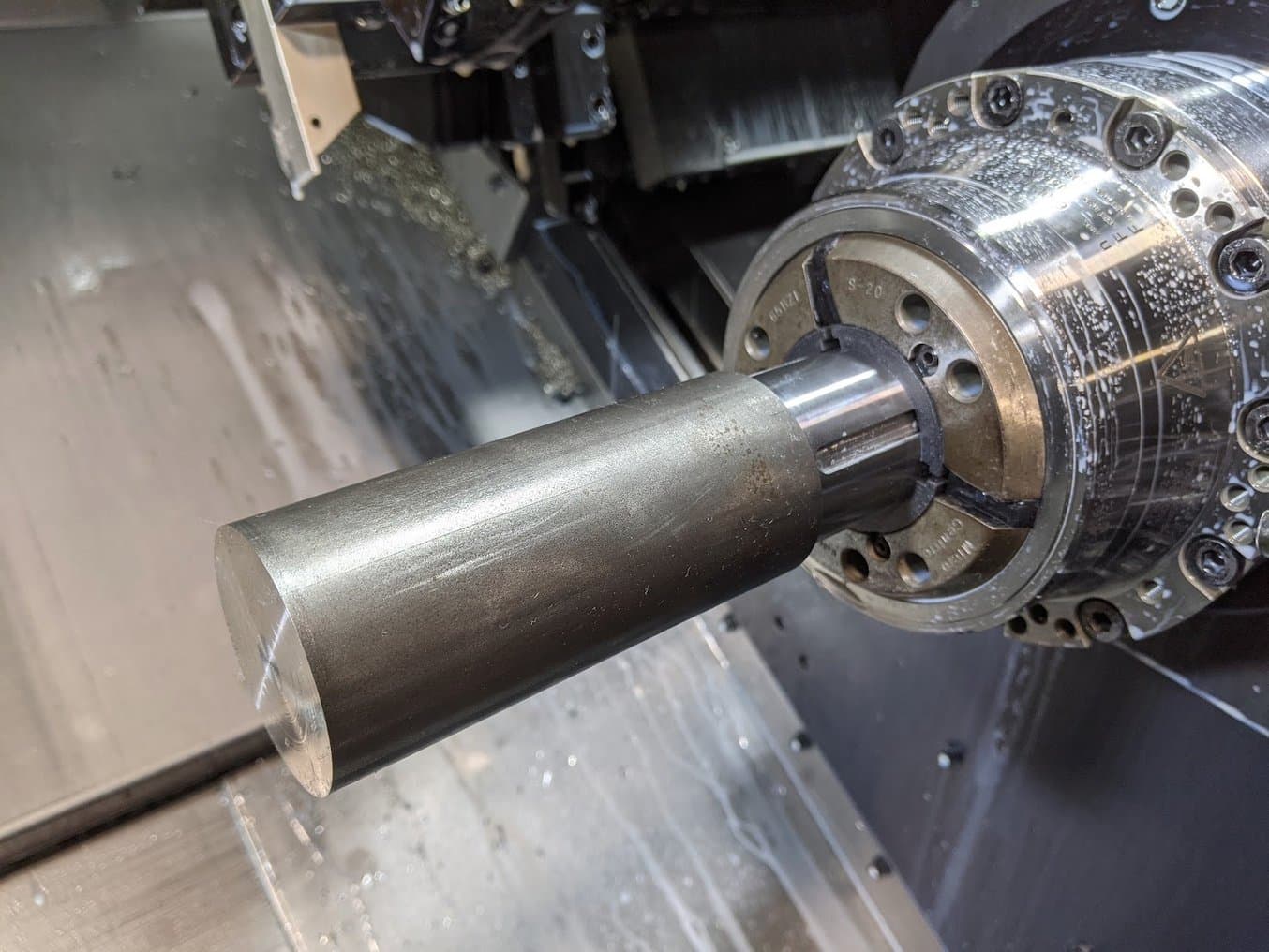
CNC旋削加工の写真。旋盤で真鍮製の円筒ワークを回転させながら、工具を直線移動させている。ここで使用されている固定具は左側にある銀色のブロックで、ワーク保持クランプとして機能している。
加工とは、大きな材料や部品から材料を取り除いて目的の形にするサブトラクティブ加工全般を指します。加工は、木材、金属、セラミックなどの原材料から所定の形状を作り出す主要な手段として、何百年にもわたり利用されてきました。ただし、一般に「加工」という言葉が指すのは工業化された加工方法であり、それ以前は手作業で掘り出す方法が多く用いられていました。加工には多くの種類があり、材料の除去方法や用いる工具によって分類されます。
加工の主な種類
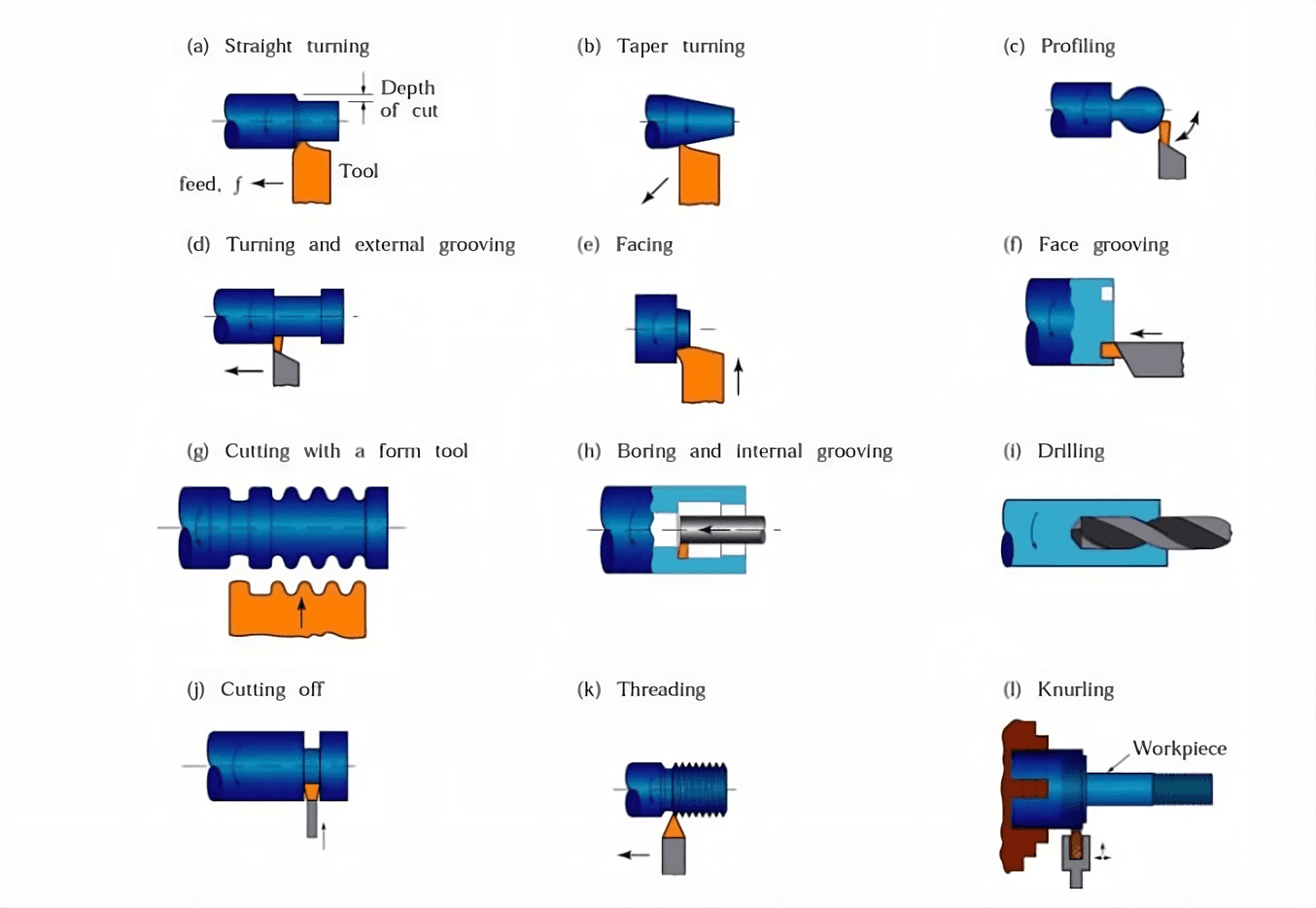
加工の種類やサブカテゴリの一例。各加工法は、材料の除去方法、使用する工具の種類、部品や工具の回転方法などによって定義される。
- フライス加工:高速回転する切削工具を使用します。材料を固定し、その周りを切削工具を移動させることで材料を除去していき、目的の形状を作り出します。
-
旋削加工:高速で回転するワークに対し、固定した工具を接触させ、その接触によって材料を除去する加工法です。旋削用のCNC固定具は、この高速回転中もワークを確実に保持できる必要があります。
-
穴あけ加工:最も一般的な加工法で、ボーリングよりも小さな穴を開けます。機械による加工だけでなく、家庭用のハンドドリルを使って手作業で行うこともできます。
-
ボーリング:地面に穴を掘る方法として知られることが多いものの、銃身のような中空円筒部品の製作にも用いられる加工技術です。
-
ブローチ加工:材料を順番に削り取る複数の「刃」が並ぶブローチ工具を使い、目的の形状を作り出します。歯車の製造における主要な加工法でもあります。直線ブローチ加工ではブローチ工具を材料内に通して加工し、回転ブローチ加工では工具とワークを同時に回転させます。そのため、ワークを所定位置に保持する固定具が必要になります。
-
研削加工:一般に、大量の材料を除去する一次工程ではなく、加工部品の表面を整えて仕上げる二次工程として用いられることが多い工法です。
-
リーマ加工:ドリルで開けた穴を拡大する加工法で、多刃工具を用いて穴内部の材料を除去します。
-
平削り加工(プレーナー加工):木材を加工して板にするのと同じように、固定された工具に対してワークを移動させることで所定の形状になるよう材料を除去します。平削り加工は、平坦で滑らかな面の生成に適しているほか、蟻継ぎや曲面、凹面の加工にも用いられます。
-
鋸挽き加工:広く認識されている加工法の一つで、歯のついた刃物を用いてワークを分割または切り離し、複数の部品にします。
-
ウォータージェット加工:高圧の水流を用いて材料を切断したり、ワークから材料を除去したりする機械加工法です。
-
熱切断:プラズマ切断、レーザー切断、酸素燃料切断などに代表される方法で、高度に集中した熱を利用して材料を切り離す高精度加工に用いられます。
加工プロセスを支える治具・固定具

写真の自動車部品(中央のシルバー部品)は、左右のダークグレーの2部品からなる固定具で位置決め・保持された状態でフライス加工されている。
材料を正確かつ一貫して除去するには、加工用の固定具と治具が欠かせません。こうしたワーク保持・ガイド用の治具は、加工中の安定性を確保し、製造される部品を均一で互換可能なものにします。固定具は人為的ミスによる影響を低減し、制御・測定・反復がしやすい工程を標準化することにも役立ちます。
加工用の治具と固定具は、ワークおよび加工工具を正しく固定し、適切な角度に合わせ、正確にガイドします。こうした生産用治具は、加工の種類や力のかけ方、部品の保持方法によって名称が異なりますが、いずれもワークまたは工具に働きかけることで円滑な加工プロセスを実現することを主な目的としています。
治具は量産品としても特注品としても製作が可能で、手作業とデジタル工程のいずれでも多様な材料を用いて製造できます。加工用の治具や固定具が高度化することで、加工プロセスの成功率や精度、再現性に多大な影響を及ぼします。
加工における精度の重要性
加工は、工業用途で使用される高精度部品の製造に用いられます。こうした部品は、金属のように鋳造や成形など他の方法では高精度に成形することが難しい、あるいはコストがかかる材料で作られていることが少なくありません。
さらに、加工では部品を材料から個別に作り出すため、加工中に除去された材料が廃棄物になります。このような特性から、大量生産にはあまり適さず、明確かつ本質的に精度と正確性が求められる場合に選ばれます。
加工の精度は、工程で使用するフライス治具、CNCワーク保持装置、穴あけ用固定具など、固定具・治具に起因する部分があります。そのため、固定具は全体の精度を左右する非常に重要な要素です。高い精度を備え、形状を維持できること(クリープが生じないこと)、そして多くの場合、製品ごと・設備ごとに合わせてカスタマイズできることが求められます。
加工用治具と固定具の種類
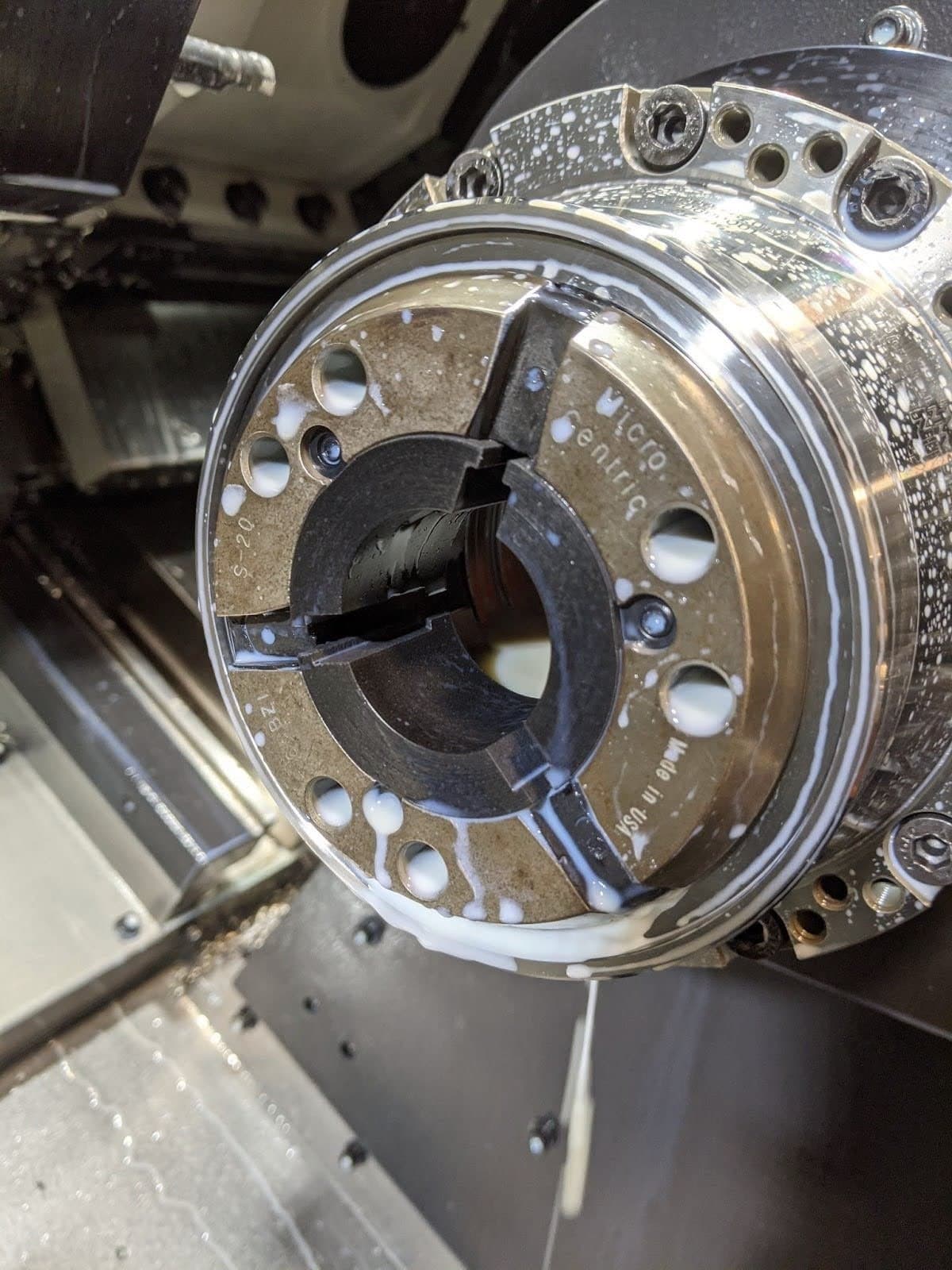
生産される各部品に合わせて金属部品をスピンドル内に確実に保持するため、カスタムコレットパッドが必要とされる。
製造現場では、「何かを作り始めるためにはまず『別の何か』を4つ作る必要がある」とよく言われますが、加工用の固定具や治具にも同じことが当てはまります。
材料または製造プロセスによる分類
加工用固定具は通常、金属製です。鋼やアルミニウムをCNC加工やフライス加工で削り出して作ることが一般的で、非常に高い精度と強度を備えています。成形で製作されるものもありますが、その場合は成形型自体も加工で作る必要があります。固定具は必要な数量が少ないことが多いため、成形ではコスト効率が悪くなるケースが少なくありません。こうした従来の製造方法で固定具を作ると、実際に生産を開始できるようになるまでにさらに数週間のリードタイムが必要になることがあります。木材を使ったオンデマンド製作も可能ですが、嵩張ること、そして損傷しやすいことで最終部品の精度が低下しがちです。
3Dプリントは、加工用固定具の利用範囲の広がりに対応できる代替製造手段となっています。高強度・高耐久・耐熱性を備えた材料、さまざまな価格帯での導入が可能なプリンタ、高精度な3Dプリント技術の普及により、工場は高精度な加工の基盤ともなる高信頼のカスタム固定具を製作できるようになりました。3Dプリントによるポリマー製の固定具は金属製の固定具の代替となる場合が多く、また3Dプリントという技術によって、より少ない材料でより高い精度を保ちながら、より複雑な機能を持つ固定具の設計が可能です。
用途または機能による分類
加工用固定具は、採用される加工の種類、動力源、機能、あるいは圧力の加え方によっても分類できます。以下は、固定具が実際に使用される加工プロセスに基づいて分類したものです。
-
フライス用固定具/フライス治具:回転テーブル用固定具、バイス固定具、固定プレート、Tスロット固定具、割出し固定具などが一般的です。材料ブロックをフライステーブルに固定し、フライスカッターが周囲を移動して表面から材料を除去する間、ブロックを確実に保持します。
-
旋削用固定具:旋削加工中、高速回転する機械のアームにワークをしっかりと固定します。定位置にある切削工具に対し、ワークを回転させて接触させることで、接触した箇所の材料を除去します。旋削工程で用いられる固定具には、フェースプレート、コレット、チャック、マンドレルなどがあります。
-
研削用固定具:表面を研削する間、ワークを所定位置に保持するもので、センタレス固定具、マグネットチャック固定具、サインバー固定具などがあります。
-
穴あけ用固定具:穴あけ工具そのものと同じく、穴あけ用固定具も家具製作といった家庭用プロジェクトでよく使われます。ドリルと材料の状況に応じて、材料を固定する固定具としても、ドリルを正しい角度と方向に導くガイド治具としても機能します。
-
ボーリング用固定具:ボーリング加工では、ボーリングバーまたはボーリングヘッド用固定具が、工具やビットを正しい方向に適切な力で向くよう助けます。
加工用固定具は、油圧式、空圧式、電動式、手動式、真空式、磁気式など、動力源によって分類することもできます。または、ワークの固定方法によって分類することもできます。バイス固定具は外側からワークを締め付け、治具は切削工具を特定のパターンに沿ってガイドし、角度固定具はCNCフライス加工で工具の作用角度を正確に保つために用いられます。
その他の金属加工における固定具と治具
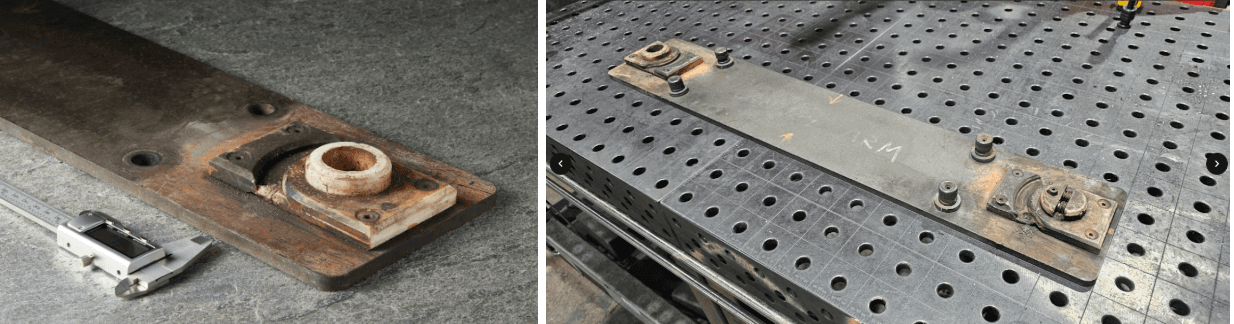
写真のストレートアーム治具は、鋼板の上に2つの小型の3Dプリント部品を取り付けたもの。形状が複雑で有機的なデザインのため、切削加工では製作が困難。また、チームは1日で治具を完成させる必要があった。約2,000回の溶接を行った後、溶けた材料が治具に垂れて跡がついたものの、問題なく機能している。
溶接はCNC旋削やフライス加工のようなサブトラクティブ加工ではありませんが、3Dプリント製の固定具や治具を使うことで廃棄物削減、コスト低減、工程合理化に大きく寄与できる用途の一つです。溶接用治具は、嵌合テスト、ワークの確実な固定、溶接ロボットのガイドなど、工程のさまざまな場面で使用されます。その利点はCNC固定具やフライス治具などと同様で、優れた生産用治具があれば、より高精度で再現性の高い金属加工プロセスを実現できることです。
カスタム固定具設計の代替手段としての3Dプリント
多くの業界や用途でも実証されてきたように、3Dプリントによってより高性能で低コストな加工用治具・固定具の可能性が広がります。3Dプリントはより迅速な反復設計や綿密な製品開発、優れた設計プロセス、さらに一点ものや少量生産の治具・固定具の低コストでの製作を可能にします。優れた生産用治具というのは、治具自体の機能が高まるだけでなく、下流工程にも影響を及ぼし、製造プロセス全体や実製品の性能向上につながる可能性があります。
3Dプリントで加工用治具・固定具を製作する利点
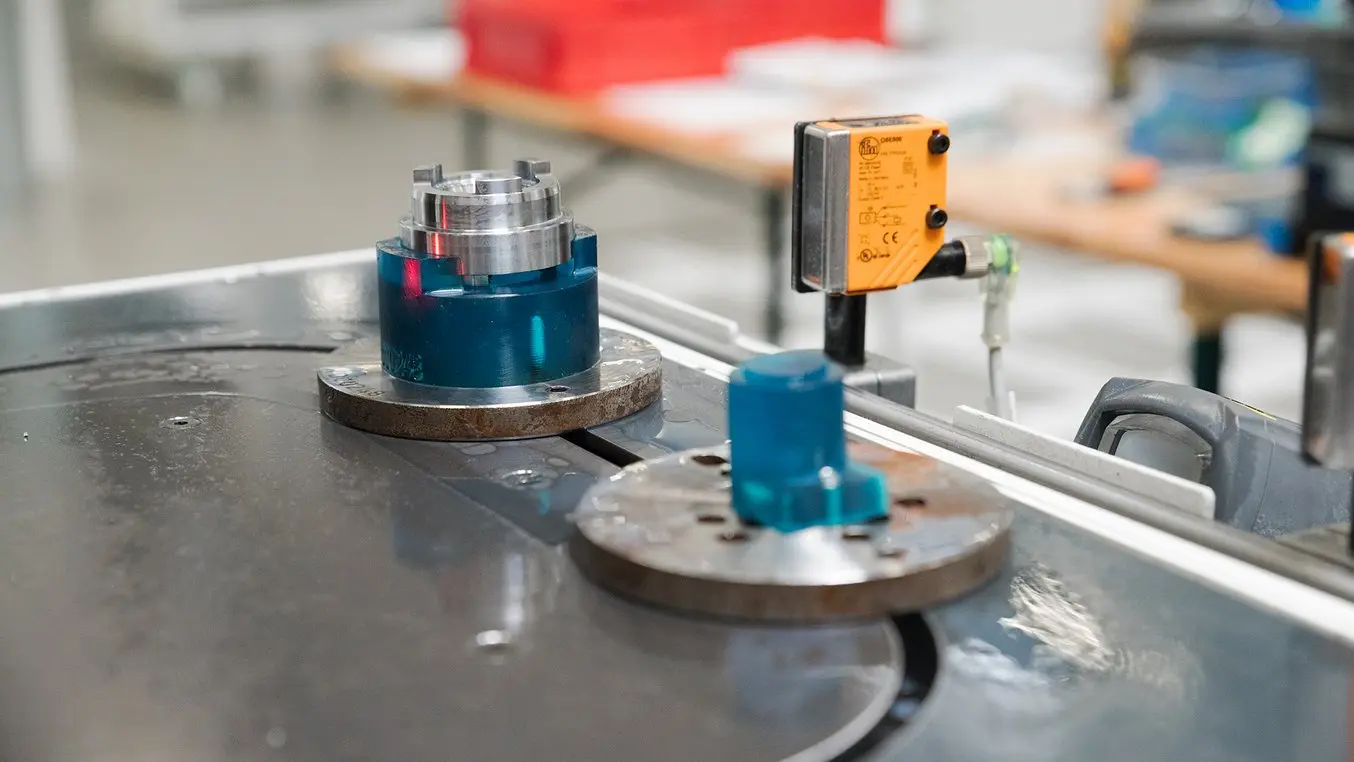
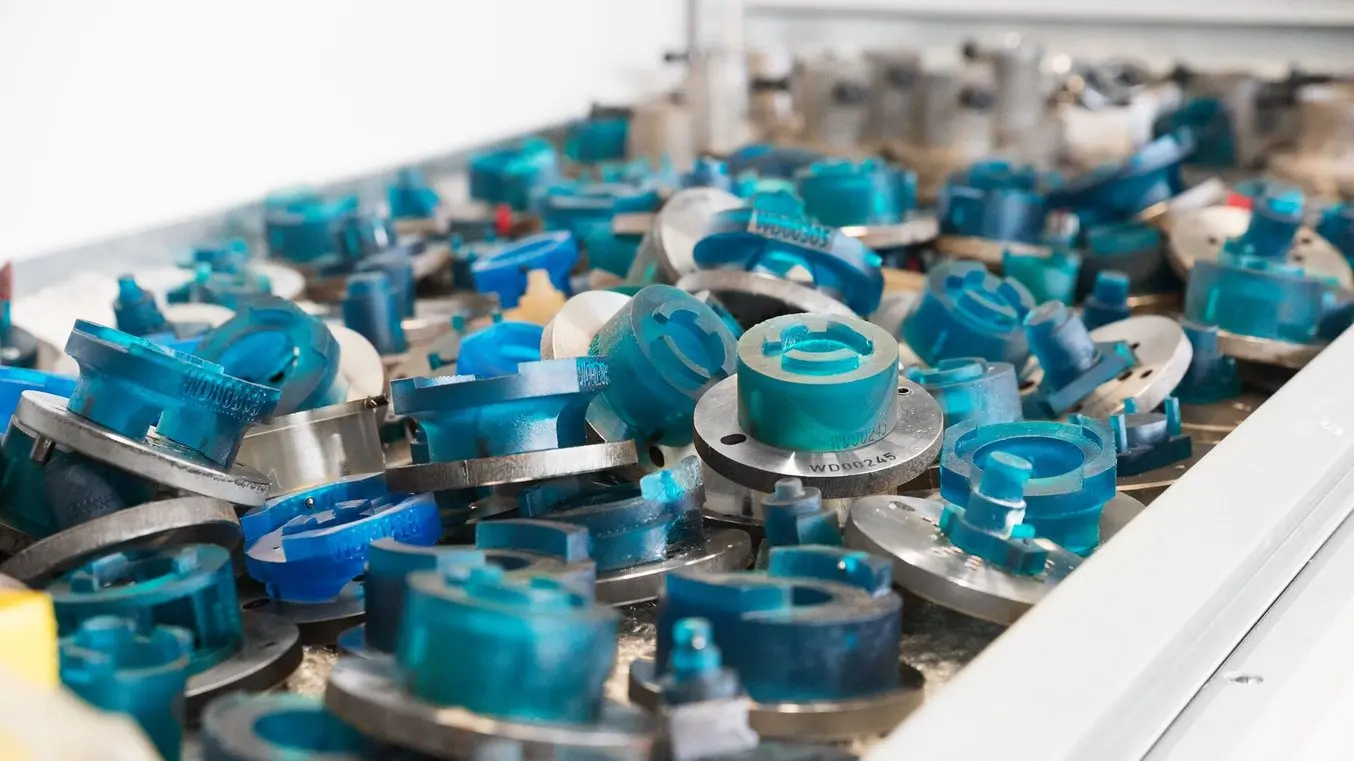
Pankl Racing Systemsの生産ラインでは、自動旋盤の各工程で専用の3Dプリント製CNC旋盤治具が必要とされている。画像の治具は、標準品のシャトルを使ってコンベアベルトに固定された。
社内で3Dプリントを行う利点として最も分かりやすいのは、やはりスピードの向上でしょう。試行回数を増やせるため、設計と検証のサイクルをより綿密に回すことができ、実製品であれ生産用治具であれ、より厳密に検証・開発された製品を生み出せます。
このスピードの利点は、生産用治具において特に大きな意味を持ちます。これらが迅速に製作されなければ、他の試作や製造の開始そのものが妨げられるからです。CNCワーク保持クランプのようなCNC固定具は、その効率が下流工程や実製品の品質に及ぼす影響を考えると、設計段階でより重視されるべきかもしれません。フライス治具や加工用治具・固定具を3Dプリントで試作すれば、部品が補助的な存在であるがゆえに見過ごされがちな適合性や有効性を、メーカーが事前に検証できるようになります。
その結果、材料をより効率的に使えるより優れた設計につながる可能性があります。例えば、人間工学的な観点や、取り付け・取り外し・交換のしやすさの観点から、作業者が再設計の余地に気づくことがあります。また、カスタマイズの機会も生まれます。CNC旋盤テーブルのような加工機は量産品ですが、そのプログラムや加工対象となる製品はメーカーごとに異なります。CNC固定具の設計プロセスを少し合理化するだけで、CNC治具・固定具を用いてそのギャップを埋めることができます。
3Dプリントの設計自由度、特にSLS方式のようにサポート材を必要としない造形技術は、治具や固定具のより複雑な設計、個別案件ごとの最適化や人間工学的な設計に関する新たな可能性を開きます。
3Dプリントはデジタル技術であるため、設計ファイルをより効率的に保管できることも利点です。複数の工場に3Dプリンタが設置されていれば、大手メーカーは共通設備の効率を高めるCNC固定具の設計ファイルを共有することで、各拠点に同時に改善を展開できます。3Dプリントは知識共有の効果と波及力を高め、大企業がネットワーク内の各層を迅速かつ容易に改善する手段を提供します。
各種3Dプリント技術で利用できる幅広い材料のおかげで、加工用治具・固定具の3Dプリントは、より多くの場面で強力かつ有用な手段となっています。例えば、3Dプリント製の溶接用固定具には耐熱性が求められますが、FormlabsのHigh TempレジンやRigid 10Kレジンのような一部のSLA光造形材料は、金属製溶接固定具に代わる、低コストでオンデマンドかつ迅速な選択肢を提供します。また、FormlabsのSLS用Nylon 12パウダーやNylon 11パウダーのような3Dプリント用ナイロン材料は、高速旋削中に部品を強固に保持するために耐久性と剛性の両立が必要なチャックなどの機械加工用固定具に適しています。
CNC用治具の3Dプリント vs. CNC加工
機械のグリッパーが最初の治具(中央の濃緑色部品)から部品を持ち上げ、加工完了後に2つ目の治具へ搭載する。
固定具を3DプリントとCNC加工のどちらで製作するかを選ぶ際、主に考慮すべき要素は、材料特性、部品に求められる複雑さ、そしてリードタイムです。
材料特性の観点では、加工用の固定具や治具に対して一定水準以上の強度や耐久性が求められることはそれほど多くなく、ナイロンのように業界で広く使われているプラスチックで十分に対応できます。もちろん、導電性や耐熱性など、特定の材料特性が必要となる場合もあります。そのような場合には、SLA光造形のような3Dプリント技術であれば、用途別に設計された高度な材料特性を最も幅広く提供できます。
これらの部品に加わる力や摩擦の基準レベルが分かれば、3Dプリントメーカーのデータシートを参照して最適な材料を選定できます。ニューヨークにあるThe Factory Amsterdamのような機械工場では、Nylon 12パウダーをFuse SLSシリーズで造形することで、高速CNC旋削工程に十分対応できることが確認されています。
| 最大引張強さ(MPa) | 引張弾性率(GPa) | 荷重たわみ温度@0.45 MPa (°C) | ノッチ付アイゾット(J/m) | |
|---|---|---|---|---|
| Nylon 12パウダー | 42 | 1.45 | 171 | 16 |
| Rigid 10Kレジン | 88 | 11 | 238 | 20 |
| Tough 2000レジン | 46 | 2.2 | 63 | 40 |
| High Tempレジン | 49 | 2.8 | 238 | 17 |
もう一つの検討ポイントは、部品に求められる複雑さのレベルです。コレットパッドのような一部の加工用固定具は、それ自体は単純な形状であり、CNC旋盤メーカーが鋼製の純正部品を供給している場合も少なくありません。同じ部品を数千個、あるいは数十万個単位で製造する用途では、金属をCNC加工した固定具のほうが長期的な耐久性で明らかに優れています。しかし、複数のプログラムを切り替える必要がある溶接機用の試験固定具のように、複雑になるほど加工のコストと難易度が高くなります。
加工用固定具を3Dプリントするか切削加工するかを判断する際、最大の検討事項は時間、つまりそれらの部品をいつまでに必要としているか、です。ほとんどの製造現場に共通することですが、必要な固定具や治具がないために生産が止まってしまうという状況だけは避けなければなりません。これらの治具を切削加工で賄おうとすると、試作にも実製品にも金属を用いる場合は特に、工場のバックログが増え、事業全体の生産量に影響するボトルネックを生むおそれがあります。これに対し、加工用固定具を3Dプリントできれば、機械工が他の作業をしている手を止めることなく、数時間で必要なものを用意できます。
固定具に適した3Dプリント技術とは
加工用固定具の製作に唯一の「最適」な3Dプリント技術があるわけではありません。最適な手段は複数の要因によって決まり、多くの企業では複数種類の3Dプリンタを使い分けています。最も一般的な3Dプリント技術は、FDM(熱溶解積層)、SLA光造形、SLS(粉末焼結積層造形)の3つで、SLSは粉末床溶融結合と呼ばれることもあります。
フライス治具、CNC固定具、穴あけ用固定具、その他の加工補助具を3Dプリントするためのプリンタを選ぶ際は、次の点を考慮してください。
SLSが適しているケース:
生産される各部品に合わせて金属部品をスピンドル内に確実に保持するため、カスタムコレットパッドが必要とされる。
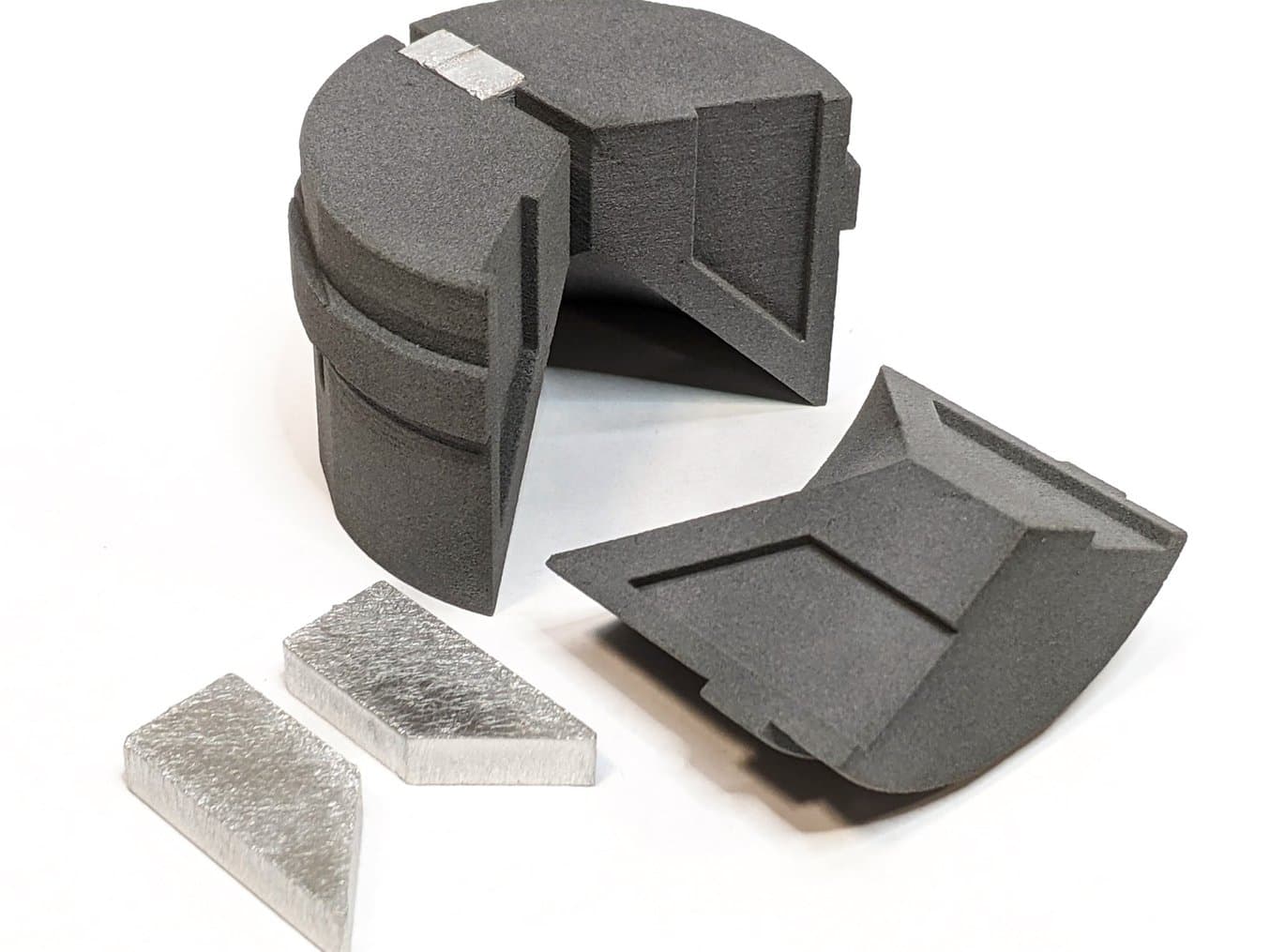
SLS 3Dプリントは、写真のコレットパッドのように小型部品の製作に優れる。こういった消耗部品は3,000~4,000個の部品を生産する全工程を通じて、毎分3,000回転する旋盤から生じる半径方向の力に耐える必要がある。
- 強度・耐久性が求められる高負荷環境での治具:高い負荷や繰り返しかかる応力に耐えられる部品(耐衝撃性のある加工用固定具など)。
-
多用途への応用が可能な耐薬品性、環境安定性を備えた材料:スタンダードな用途では、Nylon 12パウダーが最も汎用性の高い材料です。ナイロンを使った3Dプリント部品は吸湿性が非常に低く、光、熱、薬への耐性を備えています。これは、冷却剤にさらされる切削用治具には特に重要な特性になります。Formlabsでは、デフォルトの材料としてNylon 12パウダーをお選びいただくことを推奨しています。より具体的な用途については、SLS用の材料カタログをご参照ください。
-
複雑なデザインと軽量化:SLS方式はサポート材が不要なため、複雑な形状や中空構造など、部品のデザインの自由度が高まります。強度を維持しながら材料の使用量を削減できるラティス構造にも対応しており、板金加工や機械の交換部品に使用される大型の軽量治具に最適です。
-
高い生産量:SLS方式は、中規模生産に最適です。サポート材が不要なため、モデルを縦に積み重ねて造形することが可能で、後処理の時間も短縮できます。Formlabs Fuse 1+ 30Wのビルドチャンバーでは、造形エリア内にモデルを高密度に保つことが可能なため、生産量を最大化して効率を高められます。Fuse SiftとFuse Blastの併用で粉末の回収・再利用を簡素化し、造形品の粉末除去や仕上げ処理を自動化します。
SLA光造形が適しているケース:
FormlabsのTough 2000レジンの旧バージョンで造形されたこれらの3Dプリント製旋盤治具は、高い強度と非常に高い精度を備えており、取り付け先である標準シャトルに装着できるだけでなく、ワークとも確実に結合できる。
- 高精度、繊細なディテール表現、滑らかな表面仕上げ:切削用治具、位置決め治具、測定器具、人間工学に基づいた固定具などの製作に最適で、ユーザーの快適性を高めるカスタムグリップなどの機能も簡単に統合可能です。
-
異なるレジンへの切り替えが容易で豊富な材料特性が使用可能:伸縮性、ESDセーフ、難燃性など、さまざまな特性を持つ治具を製作し、特殊な用途への対応を可能にします。Rigid 10Kレジンは、金属加工環境、特に溶接用の治具として頻繁に使用される材料です。剛性が高く耐熱性に優れ、HDT(荷重たわみ温度)が218°[email protected]、引張弾性率が10,000MPaです。
-
導入しやすいエコシステムによる短納期の小ロット生産:FormlabsのSLAエコシステムは価格帯が比較的低く、必要設備も最小限で、あらゆる生産ワークフローに無理なく組み込めます。Form 4およびForm 4Lを使えば、設計から実用部品の完成までを数時間以内で進められます。
FDMが適しているケース:
- 迅速な試作:FDM方式3Dプリンタは、見た目の近いモデルを素早く製作することに優れており、別のソリューションへ移行する前に適合性を迅速に確認できます。
-
低コストな部品:FDMデスクトップ3Dプリンタは市場で最も広く知られた手頃な機種群の一つで、サードパーティーベンダーから容易に入手できる安価な材料を使用できます。
-
複数人のチームや新規ユーザー:FDMは最も広く知られた3Dプリント方式であるため、新しいチームメンバーでも馴染みがあり、操作しやすい場合があります。
-
よく知られた材料:FDM方式3DプリンタはABSやPETGなど、業界で広く理解されている材料を使用します。
3Dプリントでカスタム治具と固定具を製作する
3Dプリントは、カスタム品や少量生産品の製作に特に優れています。CADソフトウェアを使えば、加工担当者は、ワークと設備の双方に正確に適合するCNC固定具やワーク保持クランプなど、最適化された設計を作成できます。3D設計では、オーバーハングやラティス構造など、切削加工では作りにくい幾何形状を取り入れられ、材料使用量や重量の面で効率が高まります。3Dプリントは、多くの場面で、金属製の固定具や治具がもたらす追加的な強度を上回るほどの、強度と効率のバランスを提供します。フライス用固定具、旋削用固定具、研削用固定具、穴あけ用固定具など、最適化された加工用固定具を作るには、プリンタと材料の性能を最大限に引き出すための基本的な手順があります。

SLS方式3Dプリント製コレットパッドは、スピンドルにシームレスに嵌合し組み込めるよう、高い寸法精度が求められる。わずかなズレでも旋盤加工の精度に問題を引き起こす可能性がある。
これらの治具は旋盤内のクーラント液に継続的にさらされる。クーラント液は半合成オイルでプラスチックの多くに対して侵食性があり、FDM材料を溶解してしまう。Nylon 12パウダーは耐薬品性があるためクーラント液による摩耗が発生しない。
リバースエンジニアリングで既存の治具の設計をデジタル化:デジタルインベントリに移行するか、治具に求められるニーズを特定して新しい治具を設計します。3Dプリント製の治具や固定具を設計する際、従来の金属切削用治具とは異なる考慮が必要です。これにより、アディティブマニュファクチャリングならではのユニークな機能を実現できます。
複雑な形状を活用:3Dプリントを活用することで、チャネルやアンダーカット、中空構造などの複雑な内部形状を持つ治具も製作が可能になります。これらの形状は金属では切削が難しく、コストもかかります。SLA光造形方式は細かなディテールや滑らかな表面品質が求められる用途に最適で、SLS方式は複雑形状で機械的ストレスに耐えられる高耐久治具の製作が得意です。
軽量構造に最適化:SLS方式では、ラティス構造やハニカム構造の軽量治具を作成できます。こういった構造は強度を損なうことなく軽量化が可能で、従来の金属の塊を切削する方法では実現が難しかった形状です。
肉厚を正確に制御したデザイン:SLA光造形方式では、肉厚2~3mm程度の精密かつ複雑なデザインが可能です。金属より薄くなることはありませんが、追加の切削加工なしでより複雑な形状や滑らかな表面品質を実現できるため、性能向上とコスト削減につながります。
複数の機能を統合:3Dプリントを活用することで、クランプ、ロケーター、ガイドなどの機能を1つの部品に統合できます。これにより、デザインが簡素化され、複数の組立コンポーネントを製作する必要性が減少します。
滑らかなフィレットを組み込み強度向上:SLA光造形で応力のかかるポイントに滑らかなフィレット(半径1~2mm)を追加することで、亀裂や応力集中のリスクを低減できます。金属切削でもフィレットの追加は可能ですが、3Dプリントでは必要な工程を抑えながらより効率的で負荷に強い設計にすることが可能です。
人間工学性の強化: SLA光造形方式では、カスタムグリップや輪郭エッジなどの人間工学的機能を直接追加できます。こういったディテールは治具の使いやすさを向上させ、従来の金属切削用治具に比べてコストが低く組み込みも容易です。
モジュール化とカスタマイズのためのデザイン:SLS方式では、簡単にカスタマイズやアップデートが可能なモジュール式の治具や固定具を製作できます。これにより柔軟性が高まり、金属製の治具全体を一から製作し直す場合に比べて調整や交換が迅速に行え、時間とコストの削減が可能です。
単一部品の設計で組立の手間を削減:複雑なアセンブリを単一の3Dプリント部品として統合することで、組立時間を最小限に抑え、部品同士のズレなどのリスクを低減します。SLA光造形・SLSともに製造工程を合理化し、複数部品からなる金属製の治具と比較して部品数が少ないことで管理・位置合わせにかかる手間を削減できます。
追加の仕上げ工程を検討:3Dプリントの後処理ガイドラインは用途によって異なります。加工用の固定具や治具では、後処理は比較的簡易なもので十分です。塗装、めっき、コーティング、あるいは極端に滑らかな表面にする必要はありません。SLA方式3DプリントのCNC固定具・治具では、洗浄、乾燥、サポート除去を行います。SLS方式3Dプリントの加工用固定具・治具では、余分なパウダーを除去し、メディアブラストを行います。FDM方式3Dプリント部品では、サポート材を除去し、研磨します。
SLA光造形およびSLS 3Dプリント:加工用固定具・治具に対する強力で効率的な代替手段
FormlabsのFuse 1+ 30W、Form 4L、Form 4は、加工用固定具と治具の製作に適した理想的なツールです。
加工用固定具は、機械工場の運用成功を支える不可欠な要素です。これらは、量産されたフライス加工、旋削加工、溶接、切断、穴あけ、ボーリングなどの設備と、メーカーが作り出す固有の製品との間をつなぐ役割を果たします。
3Dプリントは、こうした加工用固定具・治具に対して、従来の製作方法に代わる選択肢を提供します。利用可能な材料と技術の幅広さ、プリンタ自体の速度と効率、そして高いカスタマイズ性は、メーカーが3Dプリントを内製化する十分な理由となります。それにより、機械工の作業負荷を軽減しながら工程効率を高め、ひいては収益性の改善にもつなげることができます。
旋削、フライス、その他あらゆる加工向けの固定具や治具の製作を始めるには、まず材料の種類、機械的特性、改善可能な効率、必要な造形サイズといった要件を評価することから始めます。Formlabsでは、SLA光造形プリンタとSLSプリンタのどちらがお客様に適しているかを判断するお手伝いができます。詳細については、無償の3Dプリントサンプルパーツをお申し込みいただくか、当社チームへお問い合わせください。お手持ちのファイルをカスタムサンプルとして無償でプリントいたします。