
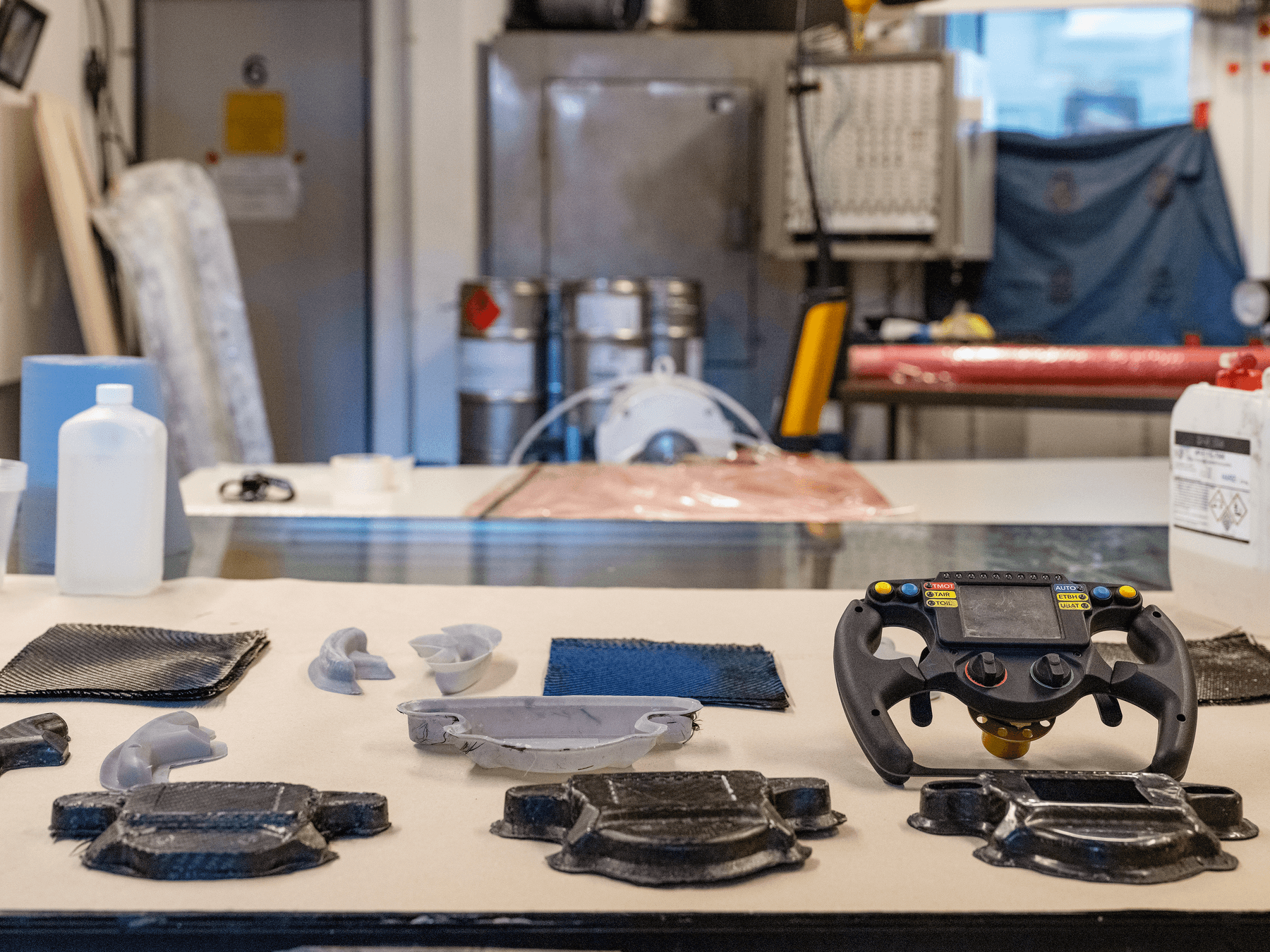
複合部品製造
複合部品製造
複合材料は、2つ以上の材料を組み合わせることで、強度、効率、耐久性などの特性を向上させた汎用性と効率性の高い材料です。 コンポジット材料は、ポリマー、金属、セラミックで構成されるマトリックスによって繊維や粒子を強化し、結合させたものです。レジンは、これらの繊維をまとめて硬質な複合材料を作るためにも使用されます。繊維強化プラスチック(FRP)が市場を独占しており、様々な業界において新たな活用方法の発展に貢献しています。
FRPの製造はスキルと労力を要するプロセスで、一品ものからバッチ生産まで幅広く行われています。サイクルタイムは部品のサイズと複雑さに応じて1時間〜150時間です。FRPの製造では、連続した直線状の繊維をマトリックス内で結合させて個々のプライを形成し、最終的なパーツに層ごとに積層していきます。
繊維の混合方法は、造形品の性能に大きな影響を与えます。熱硬化性樹脂は、補強材とともに成形型や金型で形作られ、硬化して頑丈な製品となります。様々な積層技術がありますが、主に以下の3つに分類できます。
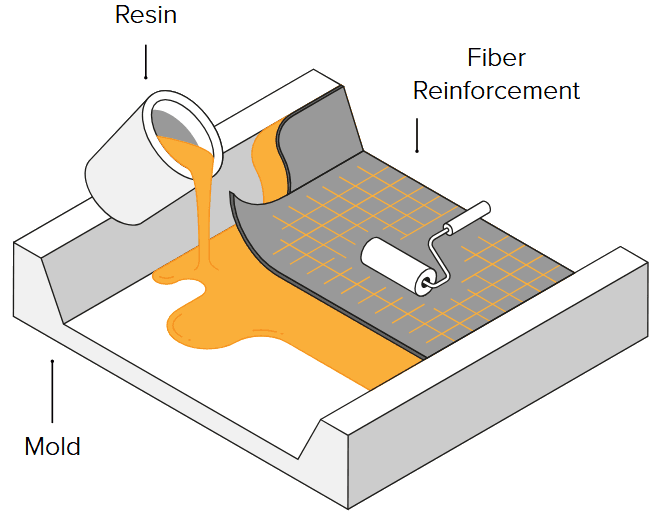
ウェットレイアップ
繊維をカットして金型に敷き、ブラシ、ローラー、スプレーガンでレジンを塗布します。
プリプレグ
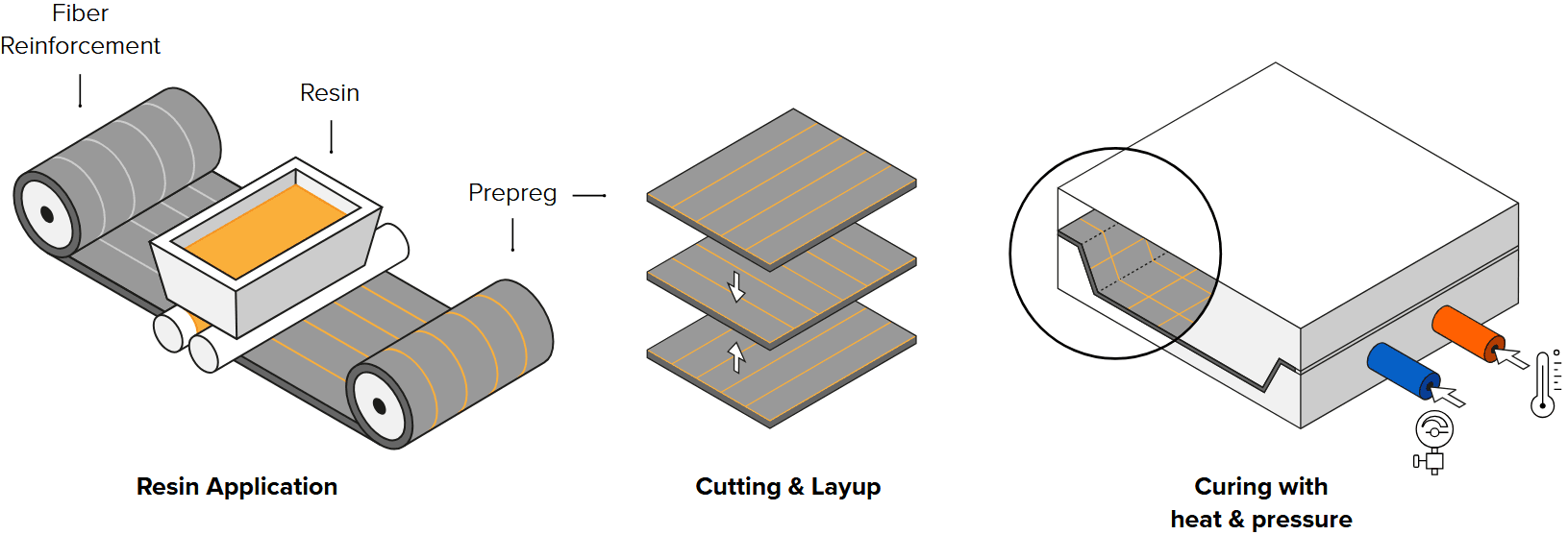
レジンは事前に繊維に注入され、硬化を抑制するために冷蔵保存されます。次に、プリプレグを金型に合わせて成形し、オートクレーブで熱と圧力を加えて硬化させます。このプロセスはレジンの量を正確に制御できますが、複合部品を作成する最も高価な技術です。
レジントランスファーモールディング(RTM)
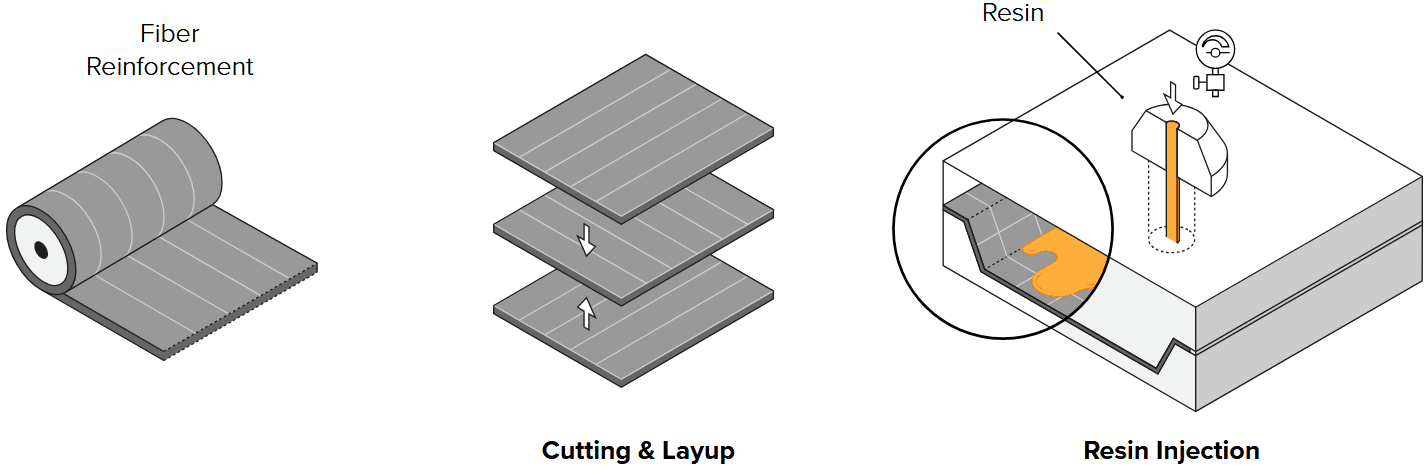
乾燥した繊維を2部構成の金型に挿入します。その後金型をクランプで閉じ、高圧をかけて樹脂をキャビティ内に押し当てます。工程が自動化されていることが一般的で、大量生産に使用されます。
FRP製造用の金型のほとんどは、ワックス、発泡体、木材、プラスチック、金属をCNC加工または手作業で製作されています。手作業とCNCのどちらのワークフローも熟練工を必要とし、設計の反復や金型の調整に柔軟性がありません。3Dプリントは、低コストで金型やパターンを迅速に製作するソリューションを提供します。金属工具を社内でプリントしたプラスチック部品に置き換えることで、生産時間の短縮と設計の自由度の向上を実現。
Formlabs推奨材料
3Dプリント技術は、積層成形型に不可欠な非常に滑らかな表面品質のパーツを製作します。高精度で複雑な形状も実現できます。Formlabsのレジンとパウダーは、機械的・熱的特性に優れ、金型やパターンの製造に最適なエンジニアリング材料です。
| 材料 | プロセス | 詳細 |
|---|---|---|
| High Temp Resin | プリプレグ | 熱たわみ温度(HDT)238°C @ 0.45 MPa。オートクレーブの高温高圧に耐えられる。造形中に形状を維持できる十分な剛性と、優れたディテール再現性を備えています。 |
| Tough 1500 Resin | ウェットレイアップ | 引張弾性率1.5GPa、破断伸び率51% レイアップ中は強度とサポート力を発揮し、硬化後は十分な柔軟性でパーツを型から取り外せます。 |
| Tough 2000 Resin | ウェットレイアップ | Tough 1500 Resinよりも頑丈で、大きなパーツに適しています。 |
| Rigid 10Kレジン | ウェットレイアップ プリプレグ | 218°C(0.45MPa)という高い熱変形温度と10,000MPaの引張弾性率を実現。圧力や温度の変化に対して形状を維持できる、強度、剛性、耐熱性に優れた成形材料です。 |
| Nylon 12パウダー(SLS) | ウェットレイアップ | 耐衝撃性、高精細、高寸法精度。高い剛性と耐久性 |
設計上の注意点
複合材料部品の製造用に造形品を設計する際は、Formlabsの積層造形に関するベストプラクティスと金型設計の一般的なルールに従ってください。
一般的なガイドライン:
- 2~3°のドラフト角をつけて設計する
- エッジを丸める
- 繊維がコーナーに沿って整列し、空気の混入を防ぎ、繰り返し品質の高い部品を作るために、材料の厚さに応じた最小半径を設定する
- 正確な位置合わせが必要な金型には、位置決めピンとくぼみを含める
- 表面のオーバーランを含める
- トリムラインを追加する
造形時の注意点
モデルの向きに関するFormlabsのベストプラクティスに従い、成形面にサポート材を造形しないようにしてください。形状により可能な場合は、反りを減らすために、金型をビルドプラットフォームのエッジに直接プリントします。サポートを使わない場合、プリント時間が短くなり、作業量もレジンの消費量も少なくなります。オーバーハングを最小限に抑えられるベース面を選択します。
- 解像度と離型のしやすさを最適化するため、可能な限り薄い積層ピッチでプリントする
- 表面をよりきれいに仕上げるため成形面にはサポート材を使用しない
後処理の注意点
Formlabsのベストプラクティスに従って、造形品の洗浄と二次硬化を行ってください。洗浄や二次硬化の手順については、各材料の記事をご参照ください。
一般的なガイドライン:
- 金型表面を研磨して摩擦を減らし、造形品の取り外しを容易にします。
- 離型剤は、複合材料のマトリックスに適合するものを使用してください。
ウェットレイアップのガイドライン:
- レジンメーカーの指示に厳密に従い、使用前に安全シートをお読みください。
- 気泡を含まないようにするには、撹拌・混合後、2分間待ってレジン内の気泡を落ち着かせます。レジンの最初の層をハケでブラッシングし、もう一度繰り返す。(小さな気泡が残った場合でも、後処理で研磨して塞ぐことができます)
- 真空バッグで48時間硬化させます。
- すべてのエッジをサンディングして仕上げます。
ウェットレイアッププロセスの詳細については、ホワイトペーパー3Dプリント金型を活用したカーボンファイバー部品の製造をご参照ください。
プリプレグのガイドライン:
- 成形のたびに表面を新しくするために、Kaptonテープで金型を覆います。
- オートクレーブの使用時は、メーカーの指示に厳密に従い、安全シートをよく読んでから使用してください。
- オートクレーブで硬化させる前に、型を真空袋に入れます。
- High Temp Resinでプリントした金型は、38°Cで10時間かけてゆっくり硬化させるか、126°Cで1時間かけて急速硬化させるか、どちらの方法でも損傷することなく硬化させることができます。
- エッジをトリミングして仕上げます。
プリプレグプロセスの詳細については、ホワイトペーパー3Dプリント金型によるカーボンファイバーパーツの製造をご参照ください。
最終用途の推奨事項と制限
繊維強化プラスチックを使った製造は、エキサイティングである一方、複雑で多くの作業を必要とするプロセスです。3Dプリント製の金型やパターンを使用することで、ワークフローの複雑さを軽減し、柔軟性や設計の機会を拡大し、コストやリードタイムを削減することができます。特に以下の用途に推奨:
- 複雑な形状や高精度が求められる部品の小ロット生産
- 従来のCNC加工よりも高速な複合部品製作用の低コスト金型製作。
- 設計の迅速な反復とパーツのカスタマイズ。
制限事項の一部は以下の通りです。
- すべてのSLA光造形品がオートクレーブでの使用に対応しているわけではありません。使用前に各レジンの材料特性をご確認ください。
- 溶剤に繰り返しさらされると、SLA光造形品が劣化する可能性があります。
- 金型は通常10~15回の使用で摩耗の兆候が現れるため、大量生産には不向きです。
その他資料
- 3Dプリント金型によるカーボンファイバー部品の製造ホワイトペーパー