
板金加工
板金加工
板金成形は、現在、部品を大量生産するための最もコスト効率の高い成形手法です。工場での自動化にも、小ロット生産の金属加工工場での手動操作にも対応可能です。材料の無駄を最小限に抑えながら、正確な金属部品を製作できる汎用性の高い高品質な手法です。
板金成形は設備集約型の作業であり、部品に応じた機械や特殊工具が必要です。ツールは、金型やダイとも呼ばれ、シートを曲げる成形機の一部です。通常、メーカーは成形型を金属で製作し、社内のCNCマシニングセンターで加工するか、サービスプロバイダーに外注しています。
大きなサイズのパーツは重い金型を必要としますが、ほとんどの金属加工工場では、より小さな曲げ力で済むあらゆる種類の小さな部品も製造しています。これらの金属工具を、社内で3Dプリントしたプラスチック製の治具に置き換えることで、開発期間の短縮と生産コストの削減を実現できます。自社でのプリントにより、エンジニアは金属部品のプロトタイプを迅速に作成し、複雑な形状のツール設計を繰り返し行うことができ、外部委託先への依存度を下げることができます。
金属の成形とは、材料に力を加えて塑性変形させ、目的の形状にすることです。材料の使用量を最小限に抑えながら、強度の高い複雑な構造を作ることができます。成形には、金型やパンチングツールを使った曲げ、スピニング、引き抜き、ストレッチなどの処理が含まれます。
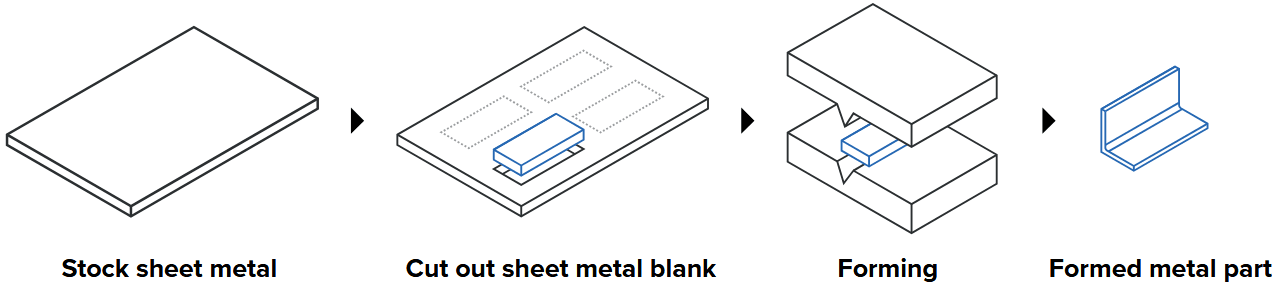
板金成形の工程はシンプルです。
- 金属のシートをストックから切り出し、個々のブランクを作成します。
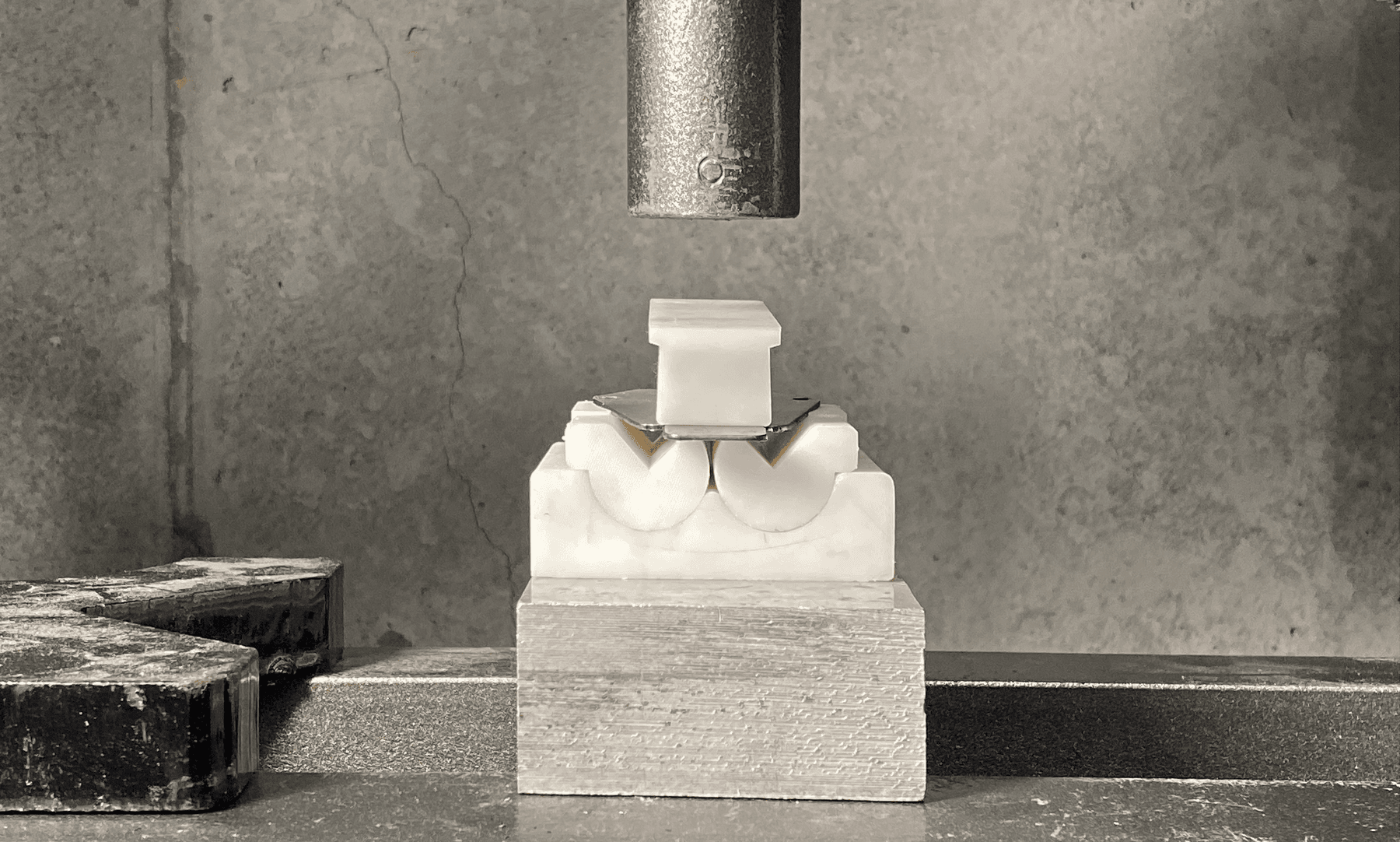
- ワークをプレス機などの成形機に設置し、 2つの金型(ダイ)で挟む。
- マシンの高い力が加わると、上型が下型の周囲の金属板を押し、希望の形状に曲げます。
Formlabs推奨材料
Formlabsは、さまざまな材料特性を持つ技術レジンやパウダーを幅広く取り揃えており、用途に応じて最適な材料を選択できます。
- Rigid 10K Resinは、引張強度(88MPa)と引張弾性率(11GPa)が高く、工具が高荷重に耐えられる剛性を備えています。
- Tough 2000レジンとTough 1500レジンは、低荷重や動的荷重がかかる用途に適しています。これらのレジンは、破損することなく衝撃エネルギーを吸収し、摩耗、ハンマー打ち、エンボス加工に耐えることができます。
- Nylon 12パウダーは、引張強度(50MPa)が高く、複雑なアセンブリや耐久性のある部品に最適です。
- Draftレジンは、ダイの形状を迅速に検証するのに適しています。Formlabsでは、このレジンを板金成形品の製作には推奨していません。
設計上の注意点
成形作業の成否は、工具の形状にかかっています。最終パーツのCADを見たら、まずどのように曲げて成形するかを決めます。Formlabsでは、各フィーチャーを手順の各成形ステップに分けることを推奨しています。
一般的なガイドライン:
- 穴の近くでフランジを曲げると歪みが生じる可能性があります。上部の工具が上部全体を押していることを確認します。
- 金属の弾性により垂直壁が曲がることを考慮してください。シートを90°以上曲げて垂直の壁を作ります。
- フランジを90°以上曲げる場合は、ランプを使用します。
- 2つのダイの間にクリアランスを設けないと、パーツが破損する可能性があります。CADソフトウェアの中には、アダプティビティと呼ばれる公差を自動的に統合する機能を備えたものもあります。
造形時の注意点
モデルの向きに関するFormlabsのベストプラクティスに従い、成形面にサポート材を造形しないようにしてください。形状が許す場合は、反りを抑えるために、ツールをビルドプラットフォーム上でエッジを下にして直接造形します。
一般的なガイドライン:
- 反りを防ぐために十分なサポートを確保してください。
- 50~100μmの積層ピッチでプリントします。
後処理の注意点
Formlabsのベストプラクティスに従って、造形品を洗浄し、二次硬化させます。洗浄と二次硬化の手順については、各材料の記事をご参照ください。
板金成形を成功させるためのヒント:
- 破損の可能性を減らすために、より薄いゲージ材でツールを検証します。
- 成形前にシートメタルのブランクをカットします。従来の成形プロセスでは、金型で材料を切断します。しかし、3Dプリント品は金属を打ち抜くほどの強度はありません。Formlabsでは、ベンチシア、ハンドシア、ドリル、ウォータージェット、プラズマカッター、レーザーカッターを使用して板金ブランクを切断することを推奨しています。
- 潤滑剤を使用することで、工具の摩耗を防ぎ、プレスに必要な力を軽減します。
- プラスチック製の工具は成形工程でシートに跡を残さないため、研磨は不要です。
最終用途の推奨事項と制限
板金工具を3Dプリントで内製することで、リードタイムを数週間から1日に短縮し、設計者やエンジニアに柔軟性を提供します。大ロット生産の場合、プラスチックでツールのプロトタイプを作成することで、高価な金属ツールを製作する前に設計を検証することができます。小ロット生産の場合、3Dプリントした金型を使用することで、外注に比べて数百ドルのコスト削減が可能です。特に以下の用途に推奨されます。
- ブラケット、ガード、フランジなどの板金部品の試作
- シンプルまたは中程度の複雑さの形状の少量生産。
- 金型に投資する前のテストフィッティングと検証
いくつかの制限事項:
- 非常に高いプレス力を必要とする大きなシートパネルや深絞り部品には適していません。
- プリントしたデンタルモデルは、過度の圧力がかかるとひび割れが発生することがあります。Formlabsでは、まず薄い板金で金型の検証を行うことを推奨しています。
- 造形品のせん断抵抗は限られており、切断や打ち抜きには使用できません。
その他資料