

ブロー成形は、中空構造のプラスチック部品を量産するために開発された近代的な製造プロセスで、その歴史は1938年に米国の発明家Enoch FerngrenとWilliam Kopitkeが「有機プラスチック材料から中空成形品を形成する装置」の特許を出願した時点までさかのぼります。ブロー成形の基本原理自体はさらに古く、少なくとも紀元前1世紀に古代シリアでガラス吹きが発達した時代にはすでに存在していました。今日では、3Dプリントをはじめとする高度な製造技術の進展により、プラスチックのブロー成形は効率性と有効性の両面で改善されるとともに、より幅広いメーカーにとって導入しやすい技術になっています。
ブロー成形の主要な方式は、押出ブロー成形(EBM)、射出ブロー成形(IBM)、射出延伸ブロー成形(ISBM)の3つです。いずれの方式でも、加熱したプラスチック製プリフォームに空気を吹き込み、金型の形状に沿って膨らませる工程が用いられます。一般に、EBMは部品1点当たりのコストを最も低く抑えられる一方、IBMとISBMはより複雑な製品の成形に対応でき、EBMでは実現が難しい機能要件を満たせる場合があります。なかでもISBMは高い強度と透明性が求められる製品の製造によく用いられます。
この記事では、プラスチックのブロー成形プロセスの種類、ブロー成形品に広く用いられる代表的なポリマー、そしてブロー成形を導入する際の基本的な考え方について詳しく解説します。

3Dプリント製の型で延伸ブロー成形品を少量・高速製作
本製品仕様では、SLA光造形方式で3Dプリントした型をSMB工程で活用するためのガイドライン、およびプリプロダクションにおけるコストや製作期間の削減方法を解説しています。設計や工程における考慮事項から成形条件に至るまで、UnileverとSerioplastという業界のエキスパート2社が行なった様々な実現可能性調査について詳細をご紹介します。
ブロー成形とは
ブロー成形は、中空構造のプラスチック部品を製造するための工法です。プラスチックのブロー成形は、自動車業界ではタンクや吸気アセンブリ、ダクトなどの部品に、農業分野では大型容器、灌漑部品、液体貯留槽などに活用されており、さまざまな業界で利用されています。なかでも最もよく知られている用途は包装業界です。ブロー成形は、水、化粧品、洗浄剤などの容器となるプラスチックボトルや各種エンクロージャの製造に広く用いられています。
プラスチックのブロー成形は、信頼性が高くコスト効率にも優れた量産方法です。多くの製造プロセスがそうであるように、ブロー成形も導入時の初期費用は高額になりがちです。そのため、ブロー成形は同一部品を数千個単位で製造する場合に初めて経済合理性が高まることが一般的です。方式によって対応できる複雑さには差がありますが、一般的には中空かつ薄肉の形状に最も適しています。
射出成形と比較すると、ブロー成形では通常、金型費用を低く抑えられます。また、ブロー成形に使用できる材料が豊富にあるため、幅広い用途に適したプロセスでもあります。
そのため、小ロット生産や反復的な製品設計には、立ち上げコストが低く設計自由度も高い3Dプリンタのようなツールが適しています。一方で、一部の先進企業はSLA光造形プリンタでブロー成形型を製作することで金型コストを抑えつつ、最終製品の品質向上を図る取り組みを進めており、製造プロセスの中で両技術を融合する動きが出てきています。

高速ブロー成形でパッケージのパイロットテストにかかるコストと時間を削減
本ウェビナーでは、ブロー成形のエキスパートであるFlavio Migliarelli氏をお招きし、ブロー成形の工程や手法をステップバイステップで解説いただくと共に、高速延伸ブロー成形における3Dプリント製の型の活用例やそのメリットをご紹介します。
ブロー成形の仕組み
ブロー成形では、加熱したプラスチック製プリフォームにノズルから加圧空気を送り込み、金型の輪郭に沿うまで膨張させます。この工程により、金型形状に沿った薄肉のプラスチック壁が形成され、その内部に中空部が生まれます。その後、プラスチックを冷却し、金型がなくても形状を保持できる状態にします。最後に、金型を取り外し、余分なプラスチックをトリミングしたうえで品質検査を実施し、出荷します。
1. プリフォームの加熱
プリフォームの作り方は、EBM、IBM、ISBMという3つの主要なブロー成形方式でそれぞれ異なります。これらの違いについては、本記事の「ブロー成形方式の種類」セクションで詳しく説明します。
プリフォームが形成されたら、加圧空気を充填しても形状を保てるよう、所定の温度まで加熱する必要があります。プロセスやプラスチックの種類によっては、プリフォームがすでに金型に合わせて膨張できる温度まで加熱されている場合もあります。それ以外の場合には、バンドヒーターやリングヒーターなどを用いて、プリフォームの温度を熱弾性温度域まで高めます。
適切な温度は、材料、成形方式、求める最終製品の仕様によって異なります。飲料容器に用いられることの多いポリエチレンテレフタレート(PET)は、通常およそ100°Cまで加熱されます。均一な肉厚を確保し、最終製品の損傷を防ぐためには、プリフォームを均一に加熱することが非常に重要です。
2. 成形
プリフォームが十分に可塑化したら、ノズルから加圧空気を送り込みます。風船のように、プリフォームは薄いプラスチック壁がキャビティの形状に密着するまで膨張します。ボトルにさまざまな形状や表面テクスチャを付与するために、金型にロゴや文字を組み込むこともできます。圧縮成形や射出成形といった他の成形法と同様、ブロー成形型の場合も余分なプラスチックを外に逃がせるようにしておくこと絵、圧力の蓄積を防ぎ、一貫した成形結果を確保します。
加圧空気は、プリフォームが割れたり裂けたりすることなく膨張できるよう、一定のペースで供給する必要があります。金型が複雑になるほど、部品1点当たりの製造時間が長くなり、コスト上昇につながる可能性があります。
3. 冷却と固化
中空体が形成された後は、金型を外しても形状を保持できるよう、熱弾性温度域を下回るまで冷却する必要があります。したがって、どのブロー成形プロセスであっても、効率的かつ適切な冷却システムが生産性に大きな影響を与えます。
加熱や成形時と同様、冷却や固化時についても損傷を防ぐために均一に行う必要があります。また、冷却が過度に急速に行われると、最終部品の変形やばらつきの原因となることがあります。多くのブロー成形機では、冷却した圧縮空気や流体冷却チャネルを用いることで効率を高めています。
4. 離型と後処理
温度が熱弾性温度域を下回ったら、中空体を金型から取り外し、バリ取り、トリミング、漏れ検査、品質評価、梱包を行う生産ラインへ移送することができます。
現代の多くの生産ラインでは、トリミングや漏れ確認を含む離型・後処理の大半がほぼ自動化可能ですが、特に大型品やカスタム設計品では手作業による仕上げが必要になる場合があります。それでも、品質管理と最終梱包の観点から、現在でも多くのブロー成形プロセスにおいて人による監督が不可欠となっています。
ブロー成形プロセスの種類
ブロー成形には、押出ブロー成形(EBM)、射出ブロー成形(IBM)、延伸ブロー成形(ISBM)と大きく分けて3つの工程があります。これら3方式の主な違いは、プラスチック製プリフォームまたはパリソンをどのように形成するかにあります。
押出ブロー成形(EBM)
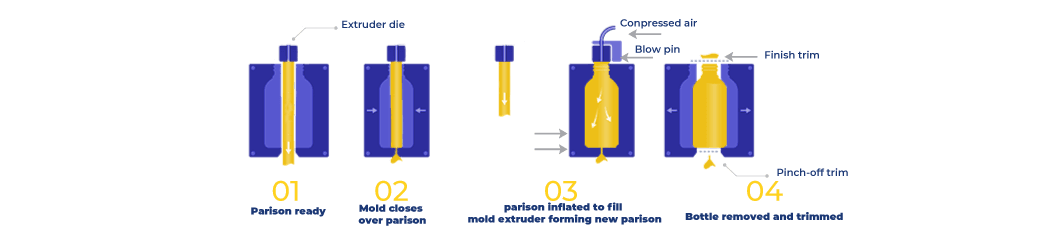
出典:GAP Polymers
押出ブロー成形(EBM)は、最も一般的なブロー成形方式であると同時に、最もシンプルで低コストな方式でもあります。ただし、EBMで成形される製品は一般に構造の複雑さや細部表現に限界があります。
EBMでは、溶融プラスチックを押出機で押し出して中空チューブ状のパリソンを形成し、次にそのパリソンを囲むように金型を閉じます。その後、加圧空気を用いてパリソンを膨張させ、金型キャビティ全体を満たして、金型内面の輪郭に一致させます。
パリソンが完全に膨張した後、流体冷却チャネルや圧縮空気を補助的に用いながら、冷却・固化工程が行われます。ただし、EBMは最も基本的なブロー成形方式であるため、装置によっては自然冷却が用いられる場合もあります。
押出ブロー成形は、農業用タンク、自動車用液体容器(モーターオイルや冷却液のボトルなど)、シャンプーボトル、そのほか多くの一般製品で一般的なポリエチレン(PE)によく用いられます。また、ナイロンのブロー成形で最も一般的に用いられる方法もEBMです。
一方、製造技術者の観点からは、EBMでは必要な肉厚分布を実現できず、IBMやISBMへの切り替えが必要になる場合があります。加えて、構造の複雑さや細部再現にも限界があります。ただし、単純な容器やボトルなど、多くの用途ではEBMで十分に対応できます。
さらに、EBMではブローアップ比は小〜中程度に限られるものの、完成品のサイズ自体は比較的大きくできるため、工業用ドラム、キャリングケース、燃料タンクなどの製造に適した方式とされています。
射出ブロー成形(IBM)
出典:GAP Polymers
射出ブロー成形(IBM)は、射出成形とブロー成形を組み合わせた方式です。まず、溶融プラスチックを金型に射出してプリフォームを形成し、その後冷却してパリソンを作ります。次に、プリフォームをブロー金型のキャビティへ移送し、再加熱したうえで圧縮空気を充填し、ブロー金型のキャビティを満たすまで膨張させます。その後の工程はEBMと非常によく似ており、成形されたプラスチックが冷めたらブロー金型から取り外し、トリミングを経て出荷します。
ただし、ブロー成形工程では、パリソンを射出成形時と同じ温度まで再加熱する必要がない場合もあります。この特性により、PETのように乾燥にかかる時間が長い材料を扱うメーカーにとっては射出ブロー成形が有利な選択肢となることが多くあります。PETは炭酸飲料や水のボトルに最もよく用いられる材料です。
IBMは、EBMと比べて複雑な形状やより厳しい寸法公差が求められる製品(口部寸法の公差が厳しい医薬品ボトルなど)にも適しています。そのため、精度が重視される化粧品業界や製薬業界では、射出ブロー成形が選択される傾向にあります。ただし、多段階の工程と設計の複雑さが加わるため、金型費用は大幅に高くなる可能性があり、部品1点当たりの総処理時間も通常はEBMを上回ります。
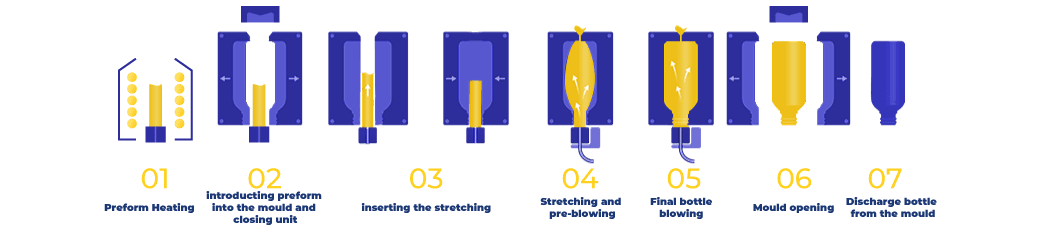
射出延伸ブロー成形(ISBM)
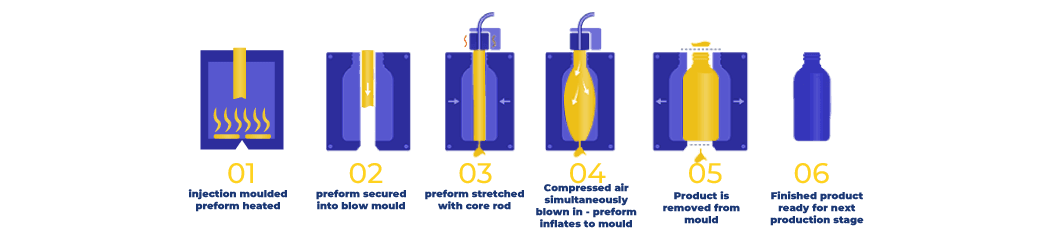
出典:GAP Polymers
射出延伸ブロー成形(ISBM)は、IBMと同様、EBMより複雑かつ寸法精度の高い部品を製造できます。特にPETを用いる場合には、ISBMはIBM以上に細かな意匠や微細な設計要素に対応できることが多く、さらに、一部のISBMプロセスでは余剰プラスチックを低減または排除できるため、廃棄物が少なく、より滑らかな仕上がりの製品が出来上がります。
ISBMは、射出成形でプリフォームを作る2段階プロセスで、この点はIBMと非常によく似ています。ただし、プリフォームをブロー成形用の金型へ移送して加熱した後、加圧空気を注入する前に、縦方向のロッドを伸ばしてプリフォームを延伸します。この追加工程が重要な要素であり、ISBMは他の方法では対応が難しい卵形や正方形、多角形の形状を成形できるようになります。
ISBMは延伸という追加工程を含むため、IBMに比べて処理時間がやや長くなり、平均するとプラスチックのブロー成形の主要3方式の中で最も金型費用が高くなる傾向にあります。
ブロー成形用材料
| 材料 | 特徴 | コスト | 曲げ弾性率(概算)* | 荷重たわみ温度(HDT)(概算)* | 代表的な用途 |
|---|---|---|---|---|---|
| 高密度ポリエチレン(HDPE) | 半透明、適度な硬さ、着色しやすい | $ | 1,170 MPa | 71 °C / 160° F | 農業用タンク、工業用ドラム、キャリングケース、自動車用液体ボトル、シャンプーボトル |
| 低密度ポリエチレン(LDPE) | 半透明、軟質〜中程度の硬さ、着色しやすい | $$ | 275 MPa | 60 °C / 140° F | スクイズボトル、ボートの防舷材、プラスチック袋用ブローフィルム |
| ポリエチレンテレフタレート(PET) | 透明、比較的硬い、着色しやすい、高い防湿性 | $$ | 3,400 MPa | 79 °C / 175° F | 清涼飲料水ボトル、水ボトル、プラスチックボトル |
| ポリプロピレン(PP) | 半透明(ただしブレンドによってはほぼ透明にもなり得る)、中程度から高めの硬さ、着色しやすい、オートクレーブ対応 | $ | 1,030 MPa | 77 °C / 170° F | 自動車・家電向けチューブ、食品容器、プラスチック製収納ボックス |
| ポリ塩化ビニル(PVC) | 透明(ただし不透明にも容易に着色可能)、硬さのばらつきが大きい、耐久性が高い | $$ | 2,300 MPa | 79 °C / 175° F | ベローズ、トラフィックコーン、パイプ、継手 |
| ナイロン(ポリアミド、PA) | 半透明、適度な硬さ、高強度、耐衝撃性 | $$$$ | 2,900 MPa | 169 °C / 336 ° F | 自動車用チューブおよびリザーバー |
| ポリカーボネート(PC) | 透明、比較的硬い、着色しやすい、非常に靭性が高く、耐衝撃性に優れる | $$$ | 2,350 MPa | 143 °C / 290 ° F | 大型ウォーターボトル、食品保存容器、注射器 |
| 環状オレフィンコポリマー(COC) | 透明、硬質、オートクレーブ対応、高い防湿性 | $$$$ | 2,480 MPa | 77 °C / 170° F | ブローフィルム、シュリンク包装、注射器、医療用保管容器(ガラスの代替) |
| アクリロニトリルブタジエンスチレン(ABS) | 不透明、硬質、靭性が高い、耐衝撃性 | $$$ | 2,680 MPa | 88°C / 190 ° F | 電子機器筐体、自動車バンパー、キャリングケース、配管・ホース |
* HDTおよび曲げ弾性率の値は、各バッチの配合比率および製造プロセスによって異なります。
3Dプリントを活用したブロー成形製品の開発
立ち上げコストの高さ、複雑で高価な金型製作工程、そして製造ノウハウ不足といった背景から、ブロー成形による製造が必要な企業の多くが現在も設計と生産を外部委託に頼っています。金型自体も、アルミニウム、亜鉛、または鋼の合金で製作されることが多く、加工コストが高額になりがちです。外部委託先が試作用金型の製作に対応できたとしても、設計サービスには高い費用と長い納期が伴うことが多く、真に反復的な試作を進めるというのは現実的ではありません。
しかし現在では、3Dプリントによって企業が成形型の試作・設計を社内で行えるようになり、中空プラスチック包装の開発に必要なコストとリードタイムを削減できるようになっています。量産そのものは引き続き外注とする企業も多いものの、3Dプリントを活用することで、より短い時間軸と大幅に低いコストで最終製品に対するコントロールを高めることができます。
Unileverは近年、プラスチック包装の設計プロセスを高速化し、コストを削減するために3Dプリントを導入しました。同社は製造パートナーのSerioplastとともに、Formlabs Form 3L SLA光造形プリンタおよびFormlabs Rigid 10Kレジンを用いて少量の延伸ブロー成形に使用する3Dプリント製成形型の妥当性を検証しました。
「3Dプリント製の型を使えば、標準的な金型と比較して製作時間を最大70%、コストを最大90%削減できます。これまでは1つのデザインの製作に[お客様]を12週間も待たせなければなりませんでしたが、今では同じ期間で5種類ものデザインを製作できます」
Serioplast Global Services R&Dデザインマネージャー、Flavio Migliarelli氏
3Dプリンタは数時間で部品を製作でき、金型コストも従来加工のごく一部で済むため、中空プラスチック部品の開発において各企業がより高いレベルの主導権を得ることができます。金型設計はCADで行い、3Dプリント用にエクスポートすることができます。これにより、強度と耐熱性を備え工業用のブロー成形機でも使用可能な材料で高精細なラピッドツーリングを製作できるため、企業は成形型と最終部品の双方を試作できます。設計の微修正が必要になった場合でも、再設計した成形型を迅速かつ低コストで再プリントできます。
生産用の金型を作る前に実物のボトルを確認できるので、開発の方向性が正しいか、それとも何か変更が必要かを即座に見極めることができます。
Unilever CAD&プロトタイピング責任者、Stefano Cademartiri氏
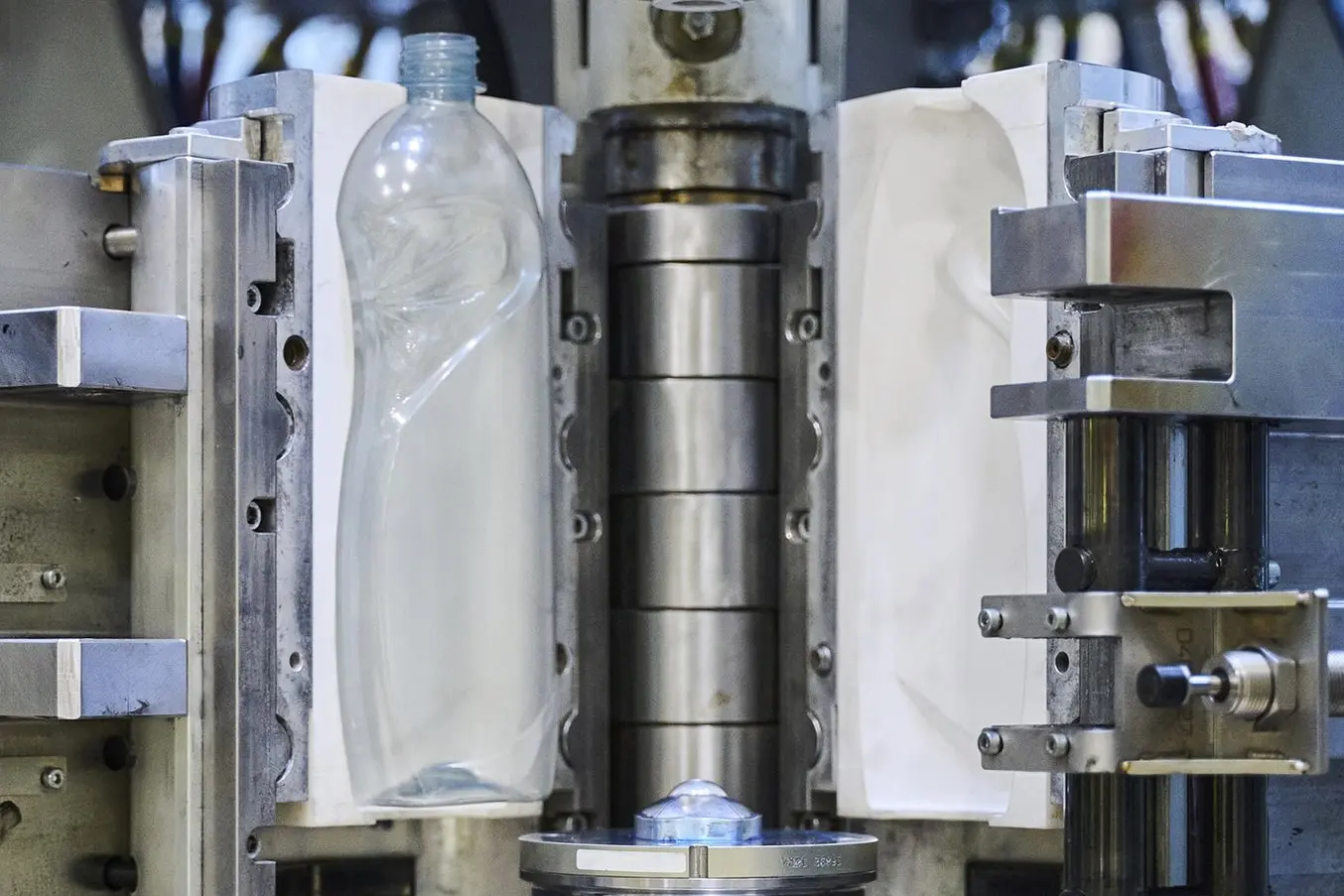
Unilever Slice 750 mLボトル用にRIgid 10Kレジンを使って3Dプリントした成形型。機械のシェルホルダーの上に設置している。標準のパイロット型と同じプロセスウィンドウで、最終的な工程をしっかりとテストすることができた。

ブロー成形を始める
プラスチックのブロー成形は多様な業界で用いられ、かつ多くの材料に対応できる汎用性の高い製造プロセスです。ブロー成形の基本は、熱弾性状態にあるプラスチックに加圧空気を吹き込み、金型の形状に沿って膨張させることです。所定の形状に達した後、冷却と後処理を経て顧客へ出荷されます。
ブロー成形でよく用いられる材料には、ポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP)などがあります。材料の汎用性、拡張性、信頼性に優れることから、消費財包装や自動車、農業、製薬、化粧品などの業界において、包装製品、保管容器、機械部品を製造するうえで欠かせない技術となっています。
今日では、3Dプリントなどの技術によって主に成形型の反復試作が可能になったことで、メーカーの規模に関わらずブロー成形導入の障壁が下がっています。これまでブロー成形で用いる金型の設計・製造を外注せざるを得なかったプロダクトデザイナーや小規模メーカーも、社内で3Dプリントを活用することで、コストを抑えながらプロセスに対するコントロールを高めることができます。
ブロー成形を導入する際は、用途に応じて、押出ブロー成形(EBM)、射出ブロー成形(IBM)、射出延伸ブロー成形(ISBM)から適切な方式を選択できます。一般に、EBMは短い納期と幅広いサイズ対応が可能である一方、細部表現や設計の複雑さには制約があります。IBMは高い設計再現性を実現できますが、最終部品のサイズは制限される場合があります。これに対してISBMは、形状面でより幅広い選択肢を提供できます。EBMは、IBMやISBMに比べてコストを低く抑えやすい傾向があります。
3Dプリント成形型を使用したブロー成形についてさらに詳しくお知りになりたい場合は、こちらから技術資料をダウンロードしてご覧ください。ブロー成形プロセスで3Dプリント製の成形型を使用するための詳細なガイドラインとともに、UnileverとSerioplastの実際の導入事例をご確認いただけます。