

3Dプリントは、カスタムパーツや、従来の製造方法では製造が高コストまたは不可能であった複雑で有機的な形の製造に、今までに無いデザインの自由度をもたらします。
これらのメリットは食品関連の様々な用途でも注目に値します。しかし、3Dプリントしたパーツが食品と接触する場合、毒物との接触や有害なバクテリアの増殖を避けるために、安全プラクティスと規制を考慮に入れなければなりません。
食品安全3Dプリントは可能で、食品に安全と認められた材料の種類は増えてきています。しかし、作業手順に関して不明確な点が多く、適用できる適切な規制を見つけることは容易ではありません。
食品安全、3Dプリント用食品安全の留意事項、光造形(SLA), 熱溶解積層法(FDM)、粉末焼結積層造形方式(SLS)を含む一般的な3Dプリント方式を使って食品安全製品を製造するための様々な方法についてご紹介していきます。
注意事項
Formlabsのレジンを食品安全に使うには、必ず追加の手順を踏んでください。

食品安全の要件とは?
まず、明確にすべきキーワードがあります。:
-
食品グレード とは、材料が食用として安全であること、または食料との接触が認可されていることです。
-
食品安全 とは、食品グレード材料が使用目的のための要件を満たし、食品安全に危険を引き起こすことが無いことです。
-
食品接触面 とは、食品に直接接触することのあるすべての面のことです。これらの面は非毒性材料で作られていること、洗浄化合物や殺菌剤、洗浄過程にさらされること等、使用目的に耐える設計が成されていることが必要です。
食品グレードと食品安全は、移行と呼ばれる、パーツが取り込まれる特殊な状況を確認しなければなりません。数ナノメートルから数百ナノメートルの粒子は様々な材料が互いに接触するたびに移行することがあり、例えば、3Dプリンタの構成部品から3Dプリントした造形品、造形品から食品などへの移行があります。
時折の接触では移行レベルが非常に低いため、通常、容器、ストロー、調理器具、皿、食品用型等、食品に長時間接触するアイテムの食品グレードが懸念されます。異なる試験検査機関が、異なるリスク許容度と認定物質の政府規定を守り、アメリカ合衆国は FDA CFR 21 、EUは 10/2011のガイドライン規制に従います。

FDAとEU認証が表示されたラベルを確認してください。材料が「準拠している」ことと、機関によって明白に認定されていることは別であるため、テクニカルデータベースの証明書類を必ず確認してください。
FDA Food Codeに基づき食品安全とみなされるには、以下の要件を満たす必要があります。
-
有害物質の移行が無いこと
-
色、匂い、味が付いていないこと
-
一般的な使用条件で安全であること
-
耐久性、耐食性、非吸収性であること
-
一定以上の重量があり、繰り返しの洗浄に耐え得ること
-
割れ目や鋭い内角が無く、滑らかで洗いやすい表面に仕上げられていること
-
ピッティング、チッピング、グレージング、スクラッチング、スコーリング、歪めること、分解することへの耐性
-
点検へのアクセスがあること
未加工ポリマー他、添加剤やマスターバッチ等、FDAまたはEUが認定した材料。これらには、可塑剤、衝撃および熱歪み調整剤、紫外線安定剤、難燃剤、防汚剤、静電気防止剤、滑り止め剤、発泡剤、清澄剤、酸化防止剤、芳香核剤、炭素合金、燐光体、充填剤、増粘剤、鎖延長剤、金属不活性剤、染料、キャリアレジン等の、化学成分を含むものがあります。
一般的な食品安全3Dプリントの留意事項
バクテリアの増殖
3Dプリントしたパーツは、数週間でバクテリアがうごめくペトリ皿と化すことがあります。食洗機の使用に持ちこたえる材料であっても、大腸菌やサルモネラ菌等の危険なバクテリアも、隅や割れ目の中で生き残ります。数種類の樹脂を好ましい増殖条件とする有毒カビがあり、それらは除去するのが困難です。樹脂を漂白剤で洗ったり、電子レンジで加熱しても細菌を除去することはできません。
バクテリアの増殖は使い捨て商品においては問題になりにくいですが、長期間使用するパーツを製造する場合は食品安全コーティングを強く推奨します。
食品安全コーティングと封止剤
粒子の移行とバクテリアの増殖リスクを減らすための最良の方法は、3Dプリントしたパーツを、 Masterbondの EP42HT-2FG や ArtResin 、またはFDA認可のPTFE(Teflon®として知られる)等の食品グレードエポキシまたはポリウレタンレジンを用いてディップコーティングし、表面を密封することです。
しかし、 コーティングを施しても長期使用における食品安全が保障できるわけではありません。 これらコーティングの中には食器洗い機に対応できないものもあり、元の材料、時には安全でない表面がむき出しになったり、時間と共に品質が低下することがあります。
食器洗い機での安全性
ほとんどの3Dプリント材料は荷重たわみ温度(HDT)が低く、高温状態で壊れたり割れたり、変形したり歪んだりする可能性があります。3Dプリントしたパーツを食器洗い機で洗う場合、材料が食器洗い機に対応しているかどうか、洗浄温度に関して特別な推奨事項があるかどうかを念入りに確認してください。
食品安全器具
粒子が3Dプリンタの構成部品から3Dプリントしたパーツに移行することがあるため、3Dプリントに用いる材料やパーツに接触する可能性のある部品がすべて食品グレードであること、また部品から有害な化学物質が浸出しないことが非常に重要です。
例えば、複数材料を扱っている場合、その3Dプリンタで前に用いた材料が有害な粒子を含んでいなかったか、また何らかの化学成分との接触がなかったかを事前に注意しておく必要があります。
3Dプリント材料
3Dプリント用材料の多くは食品安全でなく、有害化学物質が含まれていることもあります。食品安全と認可された食品接触用材料のみを使って、パーツを3Dプリントしてください。
食品接触時間
予期できるとおり、食品が長期間にわたって3Dプリントされたパーツにさらされるとき、移行のリスクが高くなります。通常、食品接触時間を制限するよう努め、長い間食品と接触するパーツには、さらに事前注意を払ってください。
食品接触アイテムの製造に3Dプリントを使用
どうして食品接触アイテムの製造に3Dプリントを使いたいのか、その理由について考えてみてください。もしそれがカスタムされた外形や型を作るためであれば、多くの場合、それらのカスタムパーツを3Dプリントを使って間接的に作る方法があります。金型がそれに当たります。次のセクションではその例を紹介します。
光造形方式(SLA)での食品安全3Dプリント
SLA方式3Dプリントでは、レーザーを使って液体レジンを硬化して硬いプラスチックを作り、それは光重合と呼ばれる過程で、すべてのプラスチックの3Dプリント方式の中で最も高解像度かつ高精度、明確なディテール、滑らかな表面仕上がりを持つパーツと化します。
レジンは食品に使っても安全ですか?答えはノーです。SLAパーツから物質移行が起こる可能性があることから、レジンもプリント品も既定で食品安全でありません。デンタルと医療用途のいくつかのレジンは生体適合性認定を受けていますが、それらは食品安全とは異なります。これらの材料は特定の用途のために認定されたものであり、食品接触製品用として使うべきではありません。
SLA方式プリントパーツは表面が滑らかに仕上がっているため、表面を密封してバクテリアの増殖を防ぐためのコーティングが適用しやすくなります。パーツの究極の滑らかを左右する要素には、レジンの種類、層の厚み、ビルドの方向付け、3Dモデルのメッシュ三角測量の解像度、SLAレジンの硬化方法などがあります。メーカーの説明書によると、プリントしたパーツにコーティングを施す前に、洗浄と二次硬化を行うことが要件となります。しかし、 コーティングを施しても長期使用における食品安全が保障できるものではありません。コーティングがレジンと相互作用したり、時間と共に品質が低下したり、元の材料、時には安全でない表面がむき出しになったりすることがあります。

光造形(SLA)方式のデスクトップ型3Dプリント技術の概要
高精細3Dモデルを製作できる3Dプリンタをお探しですか?SLAプリントのしくみ、また高精細なモデル製作用の3Dプリント方式として広く活用されている理由について、詳しく学ぶことができる本ホワイトペーパーをダウンロードしてください。
※本ホワイトペーパーは現在翻訳中です。近日のアップデートをお待ちください。内容の詳細は[email protected]までお問合せください。
金型
カスタムされた金型を作ることは、3Dプリントするパーツが食品に直接触れることなく、細部まで精密なカスタムパーツを生産できるSLA方式3Dプリントのメリットを活かせる一般的な方法です。SLA方式3Dプリントは直接的な食品成形には適していませんが、SLA方式3Dプリンタは金型凹部を作るのに最適で、その型を用いて食品に安全なプラスチックで真空成形が行えます。
3Dプリントを用いた食品用金型製作の方法や技術は簡単に習得でき、大抵の場合すばらしい結果が得られます。

熱成形やシリコン用の3Dプリント製金型を使えば、独自の形やデザインの再現が可能になります。
詳しい指導で 真空成形用の金型製造 について学びましょう。
電気めっき
電気めっきは電流を用いて、パーツを金属でコーティングするプロセスです。このプロセスは装飾目的、または丈夫な表面を作ることで腐食を防ぐために、よく使われます。
SLA方式でプリントしたパーツは表面が滑らかに仕上がってるため、電気めっきに最適です。しかし、プラスチックは非導電の表面なので、SLA方式3Dプリント品はグラファイトでコーティングしたり、気化コーティングによって、導電性状態にしなければなりません。
食品安全金属コーティングは利用できますが、そのプロセスには様々な化学薬品が使われているため、開発者の自己責任において食品接触が認可された作業工程を用いなければなりません。
セラミック
SLA方式3Dプリントを使うと、セラミックパーツの製造という珍しい可能性も実現できます。3Dプリント後、パーツを窯で燃やしてレジンを焼き尽くすと、丈夫で耐熱性の本物のセラミックパーツが成形されます。次の食品安全釉薬がけで、パーツはさらに衛生的になり、ほとんどの化学薬品への耐性も上がります。
市場には様々な釉薬がありますが、食品安全ガイドラインに準拠したメーカーの取扱説明書に従ってください。

3Dプリントを使うと手動では不可能な複雑な形状を製造できるため、セラミックの制作に適しています。

熱溶解積層法(FDM)を用いた食品安全3Dプリント
FDMは3Dプリント方式の1つで、 熱可塑性フィラメントを溶解させ、それをプリンタのノズルからビルドエリアに押し出して積層することでパーツを造形していきます。
押し出した材料は横断面が丸く、層の間に非常に狭い裂け目ができ、その深さは積層ピッチに正比例しています。食品安全パーツは常に、できる限り積層ピッチを低くしてプリントすることをお勧めします。
その結果、バクテリアの蓄積を避けることがDMパーツの大きな課題となります。長期的に見て間違いの無い食品安全のためには、熱溶解積層法(FDM)の3Dプリントで滑らかな表面を作ることが大切です。アセトン、d-リモネン、酢酸エチル等の溶剤で化学的スムージングを行うことで、プリントで生じた多くの凸凹を除去し、滑らかな艶のある外観に仕上がります。しかしなお、その後に食品安全コーティングを適用することが奨励されています。
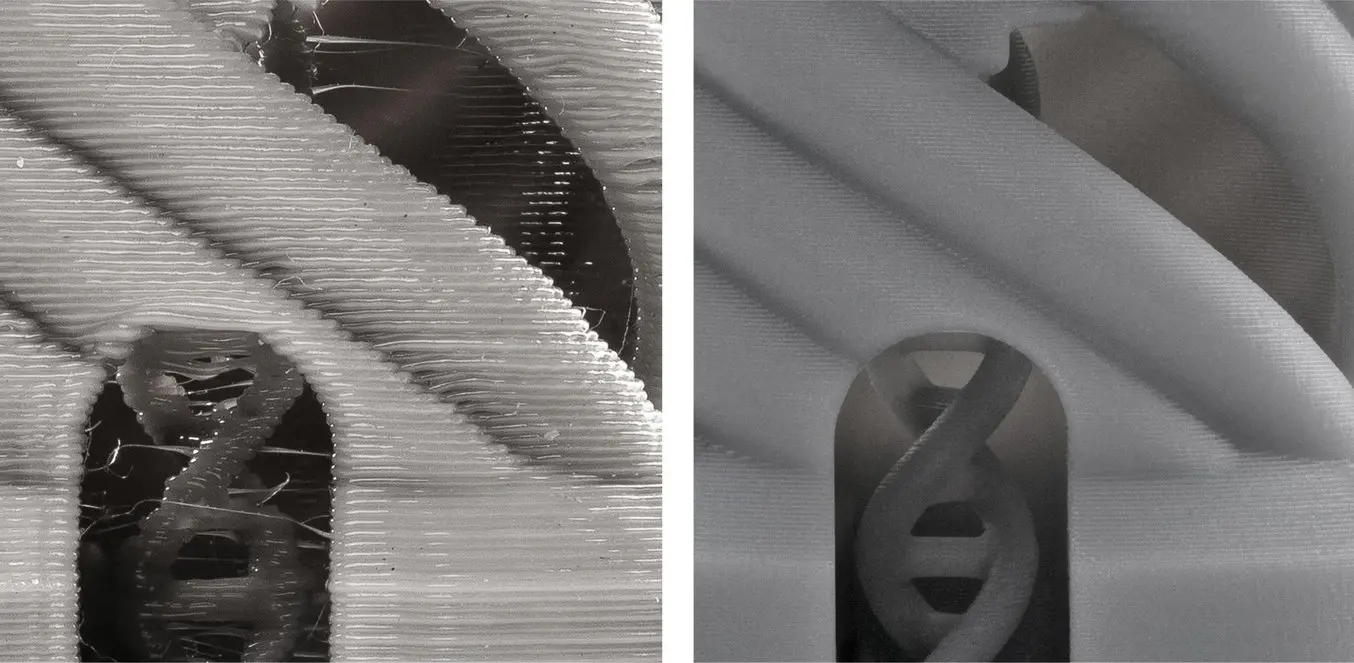
FDM(左)で見られる層とSLA(右)3Dプリント品。
食品グレードフィラメントには複合粒子が含まれていないので、ノズルがすり減ってしまうことはありません。しかし、全ての食品接触があるアイテムには、鉛が含まれる真ちゅうノズルの使用は避け、ステンレス鋼のみで作られたノズルをお使いください。
お使いの3Dプリンタの部品とフィラメントの適合性を常に確認してください。例えば、ポリエーテルイミド(PEI)はFDA認証された材料で、大きな機械的メリットがありますが、300℃以上で処理しなければならないため、特殊なプリンタが必要になります。
食品安全 FDMプリント材料(食品安全3Dプリンタフィラメント)
FDM食品安全に関して、2つの人気材料への最もよくある質問は?ポリ乳酸食品に使っても安全ですか?ABS樹脂は食品に使っても安全ですか?それは場合によります。
食品に安全な3Dプリントフィラメントには、ポリ乳酸(PLA)やポリプロピレン(PP)、共重合ポリエステル、ポリエチレンテレフタラート(PET)、非晶性ポリエステル樹脂(PET-G)、耐衝撃性ポリスチレン(HIPS)、ナイロン-6、および、ブランドによりますが、ABS、ASA、ポリエーテルイミド等があります。食器洗い機に入れるならば、60℃から70℃で軟化や変形が生じるため、PET、ナイロン、PLAといった樹脂は除外します。温液を入れる用途には、共重合ポリエステル、耐熱PLAやPEIが最も適しています。
規制はされていませんが、ポリスチレンからスチレンがにじみ出たり、共重合ポリエステルにより健康問題が生じたり、食品グレードのFDMフィラメントはプリント工程により酸化および熱劣化し食品安全性が失われる可能性があるという研究結果があります。
| フィラメント | ブランド | FDA | EU | スムージング可能 | 食器洗い機対応 | 温液 |
|---|---|---|---|---|---|---|
| ABS | Adwire PRO | 認可 | NA | はい、アセトン | はい | はい |
| Innofil3D | 赤、オレンジ、ピンク以外認可 | 赤、オレンジ、ビンク以外認可 | はい、アセトン | はい | はい | |
| ASA | Innofil3D | NA | 準拠 | はい | いいえ | |
| Bendlay | Orbi-Tech | NA | 準拠 | はい、クリーナーを抑制 | いいえ | いいえ |
| 生体化合物 | Extrudr GreenTEC | NA | 準拠 | |||
| 共重合ポリエステル | Colorfabb XT | 認可 | 準拠 | いいえ | はい | はい |
| HIPS | Easyfil | 準拠 | 準拠 | はい、d-リモネン | はい | いいえ |
| Fillamentum | NA | 準拠 | はい、d-リモネン | はい | いいえ | |
| InnoFil3D | 認可 | 認可 | はい、d-リモネン | はい | いいえ | |
| ナイロン | Taulman Nylon 680 | 準拠 | NA | いいえ | いいえ | |
| PEI | ULTEM® 1000 | 準拠 | NA | はい | はい | |
| PET | InnoPet EPR | 赤とオレンジ以外認可 | 赤とオレンジ以外認可 | はい、酢酸エチル | いいえ | いいえ |
| Refil | 認可 | NA | はい、酢酸エチル | いいえ | いいえ | |
| Taulman T-Glase | 認可 | NA | はい、酢酸エチル | いいえ | いいえ | |
| Verbatim | 準拠 | NA | はい、酢酸エチル | いいえ | いいえ | |
| PET-G | Extrudr MF | NA | 認可 | はい、酢酸エチル | いいえ | いいえ |
| HDGlass | 認可 | 認可 | はい、酢酸エチル | いいえ | いいえ | |
| PLA | Filaments.ca TrueFS | 認可 | NA | いいえ | いいえ | いいえ |
| Fillamentum | NA | 準拠 | いいえ | いいえ | いいえ | |
| Innofil3D | 赤、オレンジ、ピンク、アプリコットスキン、グレー、マゼンタ | 赤、オレンジ、ピンク、アプリコットスキン、グレー、マゼンタ | いいえ | いいえ | いいえ | |
| Copper3D PLActive Antibacterial | 認可 | 準拠 | いいえ | いいえ | いいえ | |
| Makergeeks | 認可 | NA | いいえ | いいえ | いいえ | |
| Purement Antibacterial | 認可 | 認可 | いいえ | いいえ | いいえ | |
| PLA-HT | Makergeeks Raptor | 認可 | NA | いいえ | はい | はい |
| Makergeeks Raptor | 認可 | NA | いいえ | はい | はい | |
| PP | Centaur | 準拠 | 準拠 | いいえ | はい | はい |
| InnoFil3D | 認可 | 認可 | いいえ | はい | はい | |
| Nunus | 準拠 | 準拠 | いいえ | はい | はい | |
| Verbatim | 準拠 | NA | いいえ | はい | はい | |
| SBS | Filamentarno | NA | ロシアでのみ認可 | はい、d-リモネン | はい | はい |
注:表中のデータは更新される可能性があります。
粉末焼結積層造形方式(SLS)での食品安全3Dプリント
SLSは高分子粉末の微粒子を溶融するために高出力レーザーを使用する3Dプリント方式です。レーザー焼結に最もよく使われる材料は、優れた機械的特性を有し人気の高い工学用熱可塑性材料ナイロン素材です。
SLSパウダーには食品安全グレードのものもありますが、プリントされたパーツの表面の粒子が完全に溶融されていなければ、本質的に吸水性ゆえに湿気やカビの繁殖に対処できないパーツとなってしまいます。Nylon 12パウダーは加圧滅菌器の中で蒸気洗浄されるとしても、SLSパーツを食品安全コーティングで覆い表面をふさぐのに越したことはありません。
SLSパーツの一般的な後処理は着色です。SLSパーツの着色後に、染料がプリントされたパーツに浸出し食品使うことが安全でない状態になることがあります。


粉末焼結積層造形法(SLS)3Dプリントの概説
高強度な機能的パーツを製造できる3Dプリンタをお探しですか?SLSの造形工程について、またこの方式が機能確認用プロトタイプや実製品の製作に広く使われている理由を知るには、本ホワイトペーパーをダウンロードしてください。
※本ホワイトペーパーは現在翻訳中です。近日のアップデートをお待ちください。内容の詳細は[email protected]までお問合せください。
結論と参考文献
3Dプリントを用いた食品安全な単純に語れるものではなく、簡単に良し悪しを結論づけることもできません。食品接触のある3Dプリント製パーツを生産する際には、使用目的によってリスクを慎重に検討することが必要です。
食品安全と3Dプリントに関する詳細は、以下をご参照ください。: