
備考:
この素材は購入できません。Formlabsでの生産・販売が終了しています。その他のFormlabs材料の情報については、「適切な材料の選択」をご覧ください。
備考:
この素材は購入できません。Formlabsでの生産・販売が終了しています。その他のFormlabs材料の情報については、「適切な材料の選択」をご覧ください。
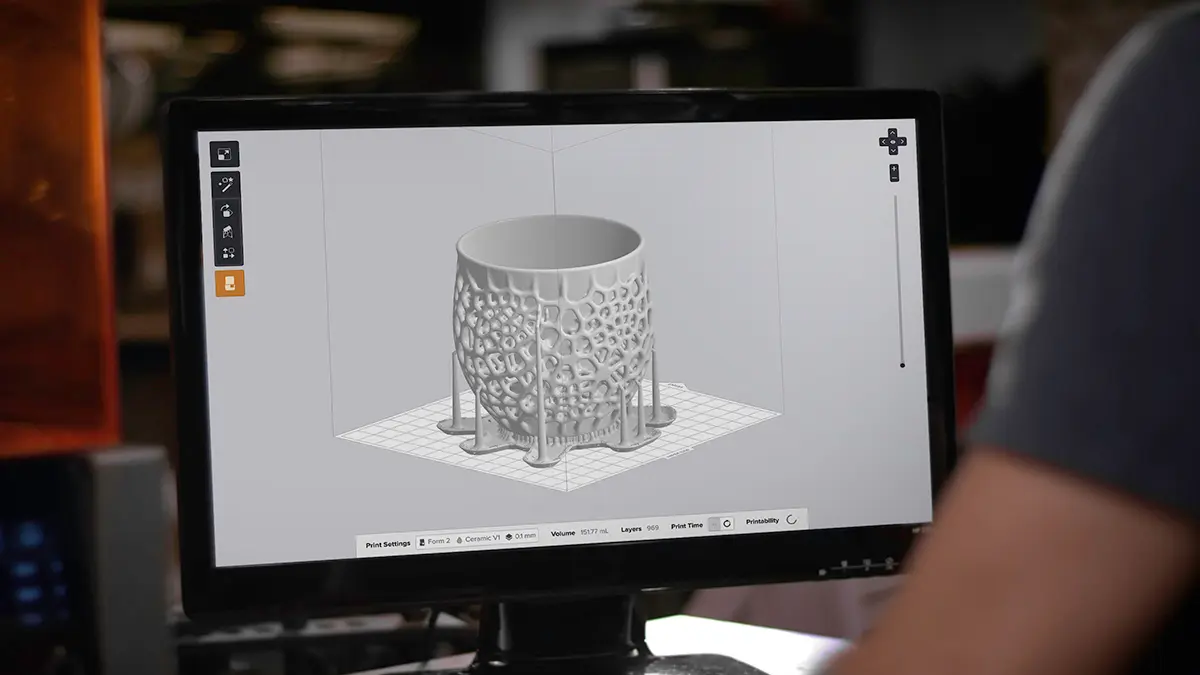
Ceramic Resin V1でのプリントを成功させるために、Ceramic Resin V1の使用と設計に関するガイドを読み、記載されている内容に従ってください。
備考:
Ceramic Resin V1の性能や特定の材料特性の詳細については、安全データシート(SDS)および技術データシート(TDS)を参照してください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
ヒント:
造形品を希望の焼成後寸法にするには、スケーリングを何度か繰り返す必要がある場合があります。
造形品の体積
最大:100mL
焼成した壁の厚さ
最小:2mm
理想値:3~6mm
最大:10mm
小さな壁やフィーチャーは2mm以下でも機能する可能性があります。
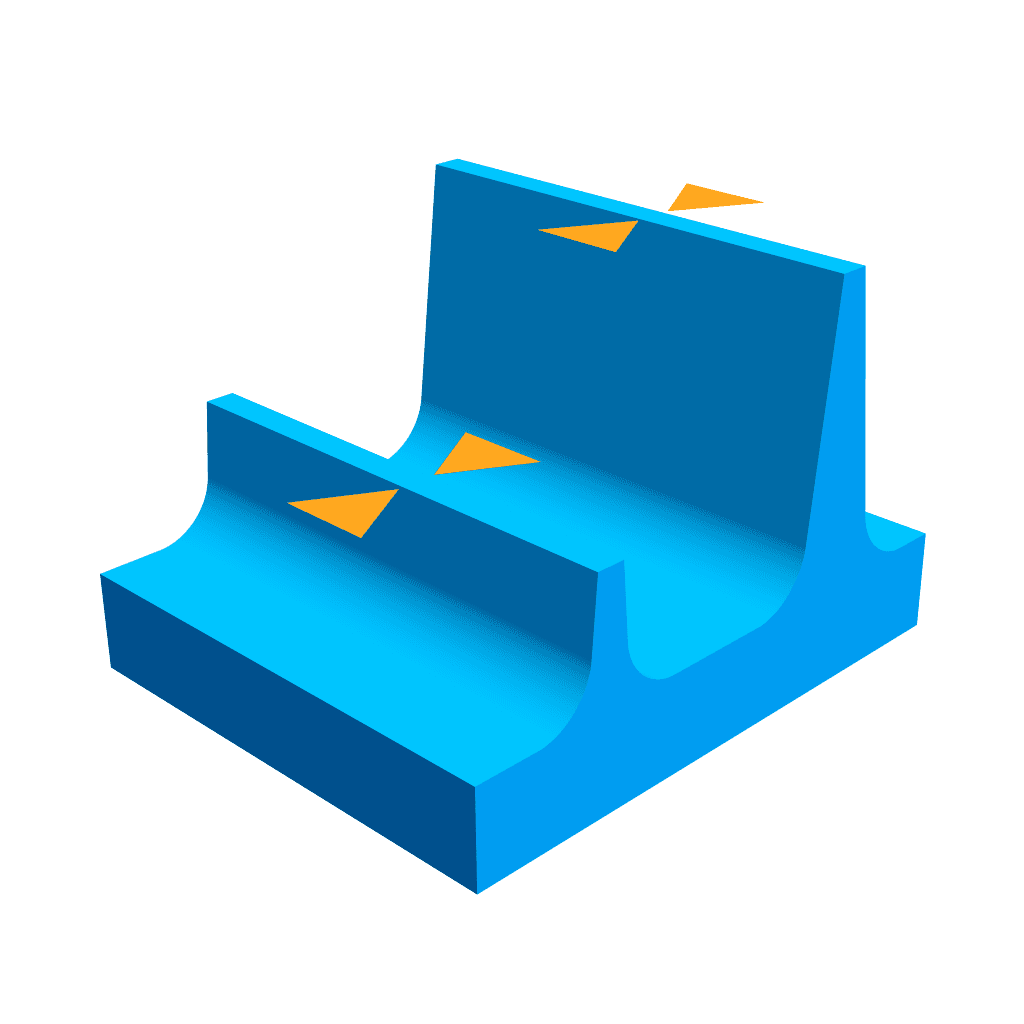
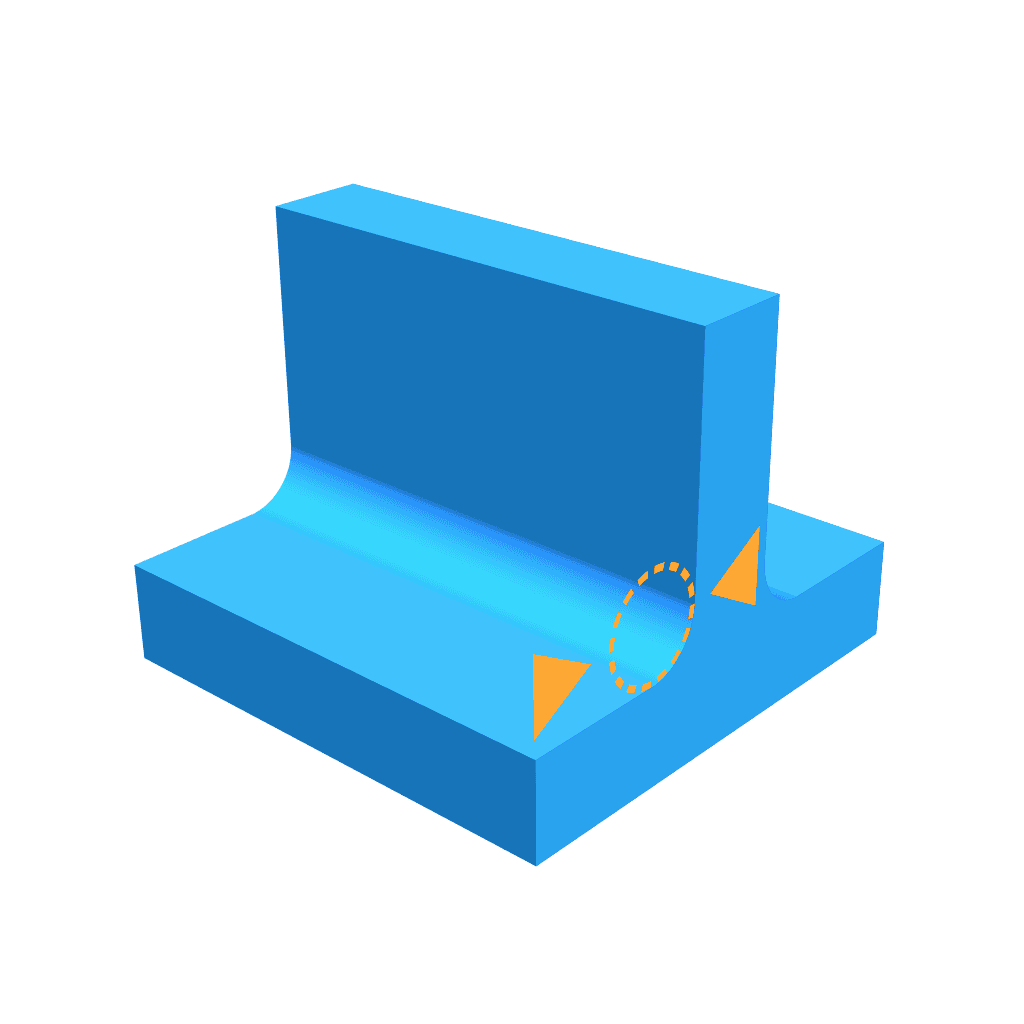
フィレット
応力集中を避け、亀裂を減らすために、内縁にフィレットを設けます。
最小:1mmのフィレット半径
理想値:2mm以上
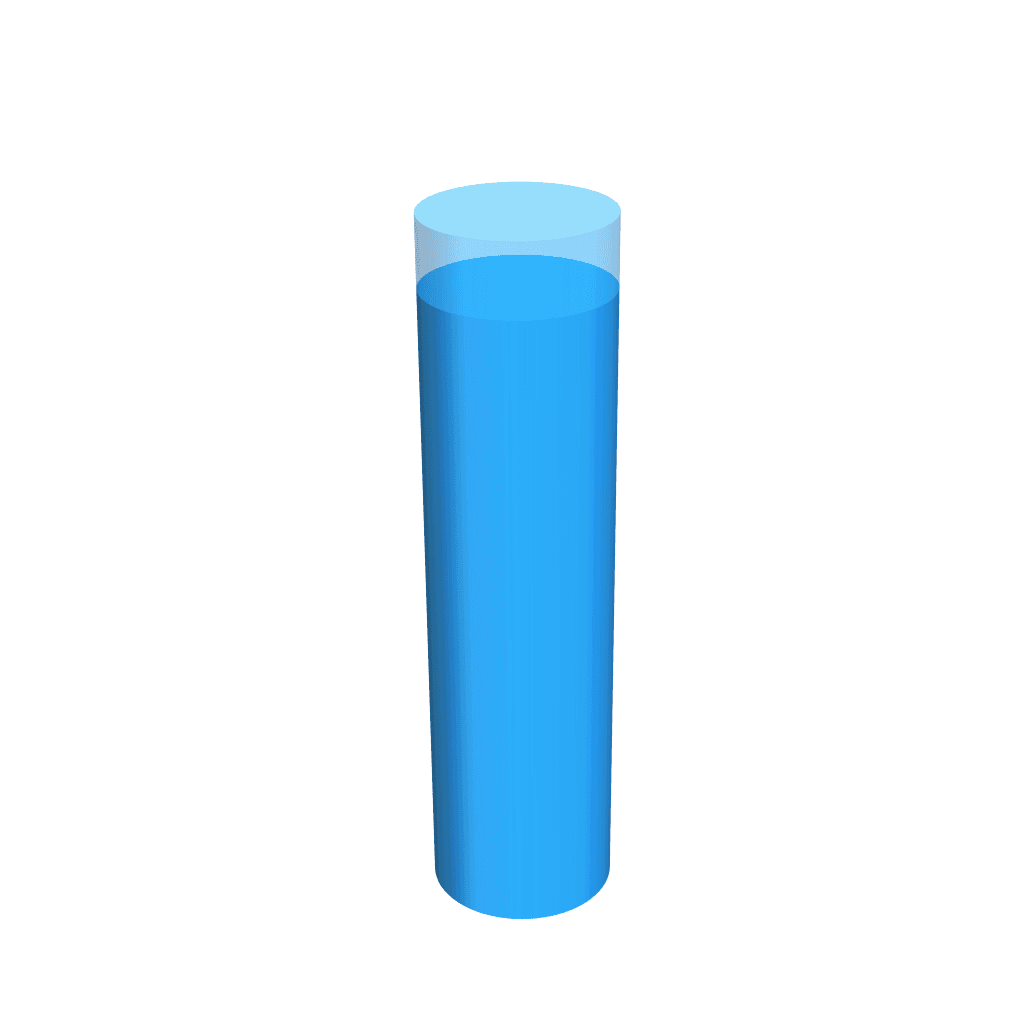
Z軸収縮
焼成中、層間のセラミック粒子の濃度が低いため、造形品はXY軸よりもZ軸方向に大きく収縮します。モデルが斜めにプリントされると、焼成時に歪みが生じます。不均一な収縮の影響を補正するには、PreFormのZ-Scale Factor(Z軸スケールファクター)ツールを使ってモデルを事前にスケーリングします。焼成中に形状が修正されます。
一般的な収縮
収縮は焼結によって発生し、造形品の密度を高めることでCeramic Resin V1の強度を高めます。一般的な収縮は造形品全体で均一に発生し、焼結中に約15%収縮します。Z-Scale Factor(Z軸スケールファクター)を設定した後、PreFormのSize(サイズ)ツールを使用して、Scale(スケール)を1.15に設定し、収縮を考慮します。

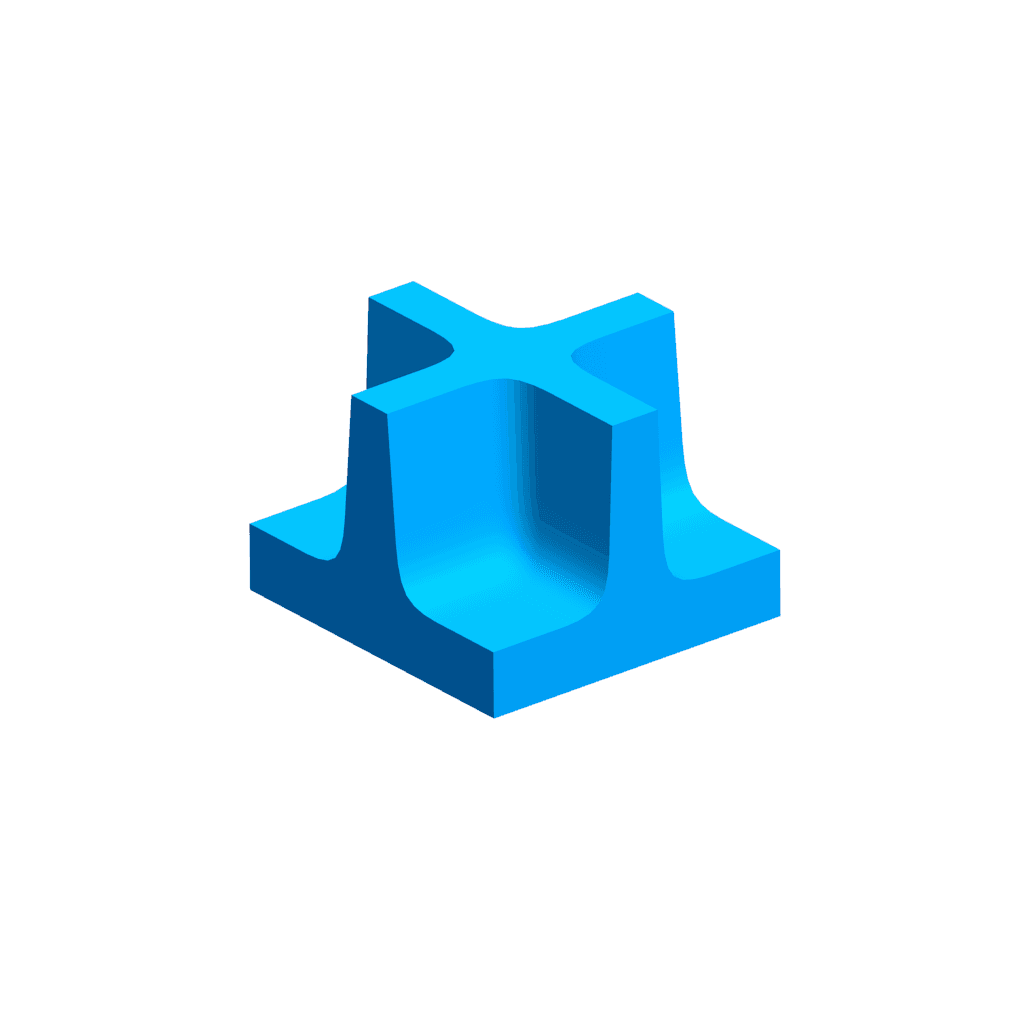
自己支持構造
焼結中にセラミック粒子が移動するため、モデルの形状は重力の影響を受けます。自己支持構造は形状を維持しますが、サポート材のないオーバーハングはたるんだり崩れたりする傾向があります。サポート材の量を最小限に抑え、焼成中のたるみを防ぐために、自己支持型の構造を設計します。
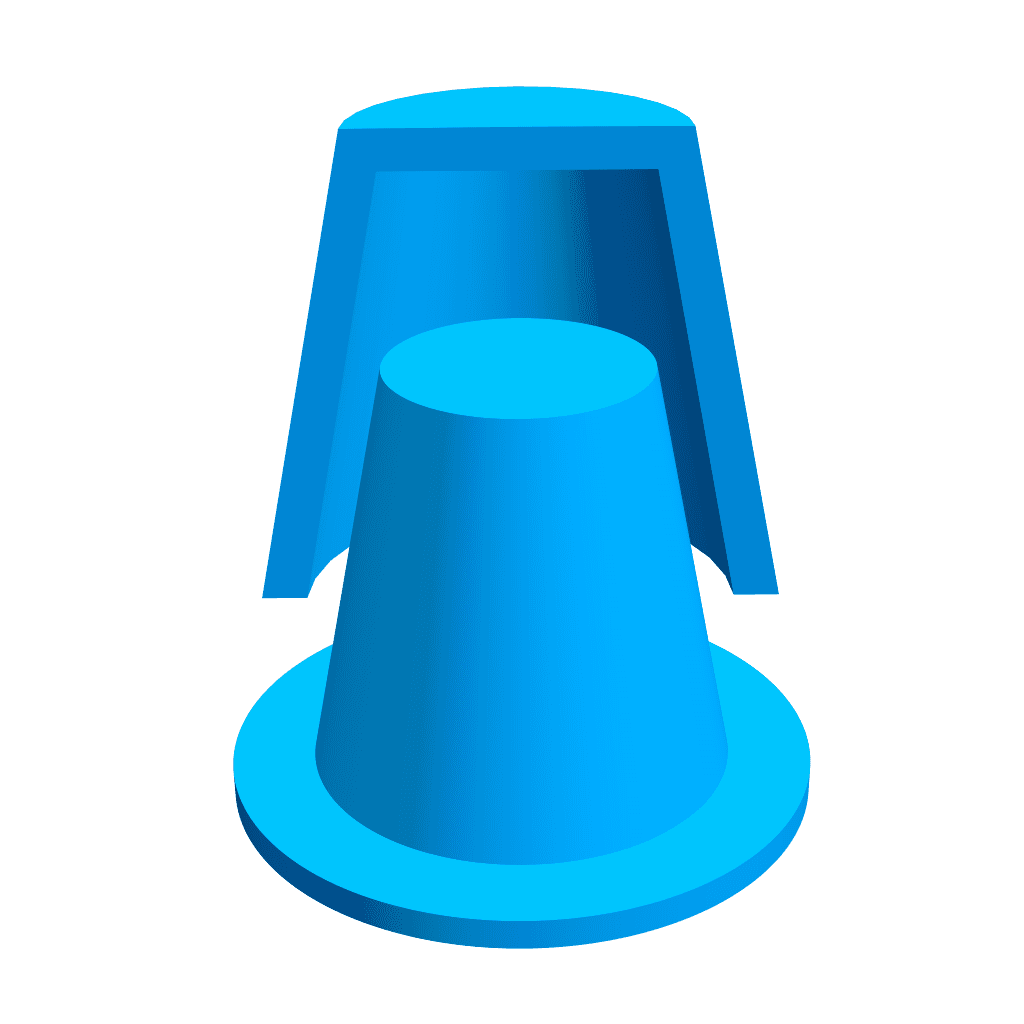
サポート材無しの構造
オーバーハングやブリッジなど、サポート材のない構造は避けられないことが多いです。スランプ効果を抑制する方法は2つあります。カスタムセッターをプリントするセッターは、造形品と同じ方向に収縮するように設計・配置する必要があります。サポート材に点火します。
その他資料