
備考:
この素材は購入できません。Formlabsでの生産・販売が終了しています。その他のFormlabs材料の詳細については、最適な材料の選択をご覧ください。
備考:
この素材は購入できません。Formlabsでの生産・販売が終了しています。その他のFormlabs材料の詳細については、最適な材料の選択をご覧ください。
Ceramic Resin V1は、Formlabsの材料ライブラリの中でもユニークな材料です。Ceramic Resin V1は、Form 2用に開発された複合レジンです。Ceramic Resin V1は、窯や炉で焼成することを目的としており、ポリマーマトリックスが燃え尽き、モデルがシリカセラミック部品に変化します。Ceramic Resin V1を使った3Dプリントでは、鋳造では不可能な複雑な形状のセラミック製品を製作できます。焼成後のCeramic Resin V1の特性:
*加熱速度が速すぎると、熱衝撃に安定して耐えられず、高温環境下でパーツがひび割れる可能性があります。Ceramic Resin V1で造形したパーツの耐熱性を維持するためには、ゆっくりと加熱する必要があります。
Ceramic Resin V1は、Formlabsのスタンダード材料よりも造形成功率が低いため、他のFormlabs製品よりも高いレベルのスキルと注意が必要です。Ceramic Resin V1には、造形品の設計とプリント計画に関する特別な要件があります。モデルによっては、うまく焼成するために修正が必要な場合があります。造形品のプリントと焼成を成功させるために、以下のガイドラインに従ってください。時間の経過とともに造形の成功率を高めるために、Ceramic Resin V1で造形したパーツの設計、造形、焼成、釉薬塗布の際には、繰り返し試行錯誤を行ってください。
Ceramic Resin V1は、Form 2で50ミクロンと100ミクロンの積層ピッチでプリントできます。
機器と備品
必要な備品:
推奨する備品:
備考:
Ceramic Resin V1は、液体レジンがForm 2のカバーに付着すると、カバーの外観が劣化します。Ceramic Resin V1からカバーを保護するために、レジンタンクに取り付けるスプラッシュガードの造形を検討してください。カバーの内側を保護するために、透明な粘着性のあるプラスチックフィルムを貼り付けます。石鹸と水でのみ洗浄してください。
設計ガイドライン
Ceramic Resin V1での造形を成功させるために、設計ガイドラインをよく読み、従ってください。
造形の概要
すべてのガイドラインを読んだ後、Ceramic Resin V1でのプリントを開始する際に、このプリント前チェックリストを確認してください。以下の手順のいずれかを省略すると、プリントが失敗する可能性があります。
Ceramic Resin V1は、Form 2で50ミクロンと100ミクロンの積層ピッチでプリントできます。
標準のレジンタンクのみで造形してください。Ceramic Resin V1は、Resin Tank LTには対応していません。
造形品のサイズ
Ceramic Resin V1で造形を成功させるためには、独自の形状や寸法の要件を考慮する必要があります。造形品の設計の詳細については、設計ガイドラインに従ってください。
Ceramic Resin V1は、小さく薄いパーツの造形に最適です。焼成品の壁の厚さは2~10mmの範囲にしてください。厚みのある部分は、焼成の燃焼段階でひび割れが発生しやすく、プリント中にサポート材から剥がれやすくなります。
ヒント:
造形品の体積は100mL未満、壁は薄くして、プリントの成功率を最大化します。
造形品のスケール
焼成時の収縮を考慮し、プリント前にすべての造形品のスケールを調整します。Ceramic Resinで造形したパーツのスケールを調整するには:
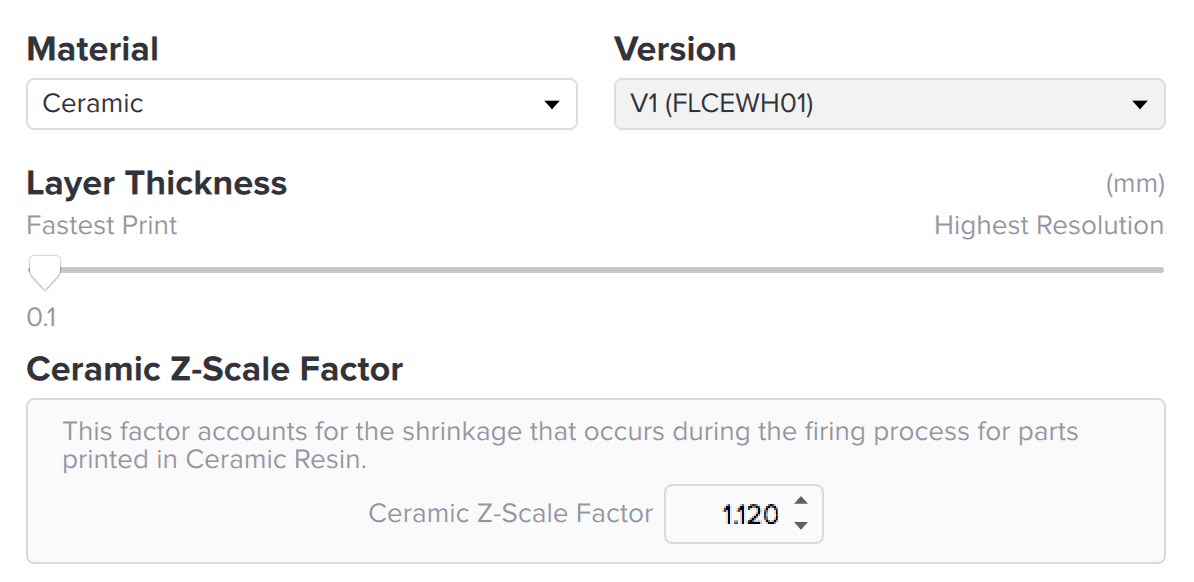
PreFormには、造形前にCeramic Resin V1のパーツをスケーリングするための独自の設定オプションが用意されています。Print Setup(造形設定)メニューでCeramic Resin V1を選択した後、Z-Scale Factor(Z軸スケールファクター)を設定します。グローバルパーツサイズをスケーリングする前に、Z軸をスケーリングします。
Ceramic Resin V1で寸法精度の高い焼成品を作るには、試行錯誤が必要な場合があります。収縮量は焼成スケジュールの変更によって変化します。PreFormで使用したZ軸スケールファクターとグローバルスケールの設定を記録します。焼成した各パーツの寸法を測定し、スケールファクターを調整して、焼成後のパーツの最終寸法を微調整します。
サポート材
Ceramic Resin V1はシリカを含有しているため、他のレジンよりも重く、グリーン(未焼成)状態では壊れやすくなっています。Ceramic Resin V1は、他のFormlabsレジンよりも多くのサポート材が必要です。
小さなオブジェクトの場合、デフォルトのサポート材設定で問題なくプリントできます。大きなオブジェクトの場合、特に断面が厚いパーツでは、より大きなサポート材のタッチポイントと高いサポート材密度が必要になることがあります。非常に小さなオブジェクトは、サポート材のタッチポイントを小さくしたり、数を減らしたりすることで造形できる場合があります。
プリント後、サポート材を取り除いたら120番のサンドペーパーで造形品の表面を滑らかにし、サポート材の痕を消します。サポート材のタッチポイントをサンディングすると、素焼きの間に消えてしまう
混合
Ceramic Resin V1はシリカ充填。カートリッジやタンクに保管していると、シリカフィラーが他のFormlabs材料よりも時間の経過とともに分離して沈殿します。プリント前に、レジンタンクとカートリッジ内のレジンを混ぜ合わせます。プリントの品質を高めるために、レジンが入っているタンクを定期的に濾過し、こうした不純物を取り除くようにしてください。
レジンカートリッジを1分間激しく振ります。カートリッジを数日間使用せずに放置していた場合、沈殿したフィラーがバイトバルブを塞いでいる可能性があります。ベントキャップが閉じていることを確認し、バルブにあらかじめ開けてあるスリットに爪楊枝をそっと差し込んで開口部を掃除します。カートリッジ内のレジンが十分に混ざっていないと、レジン内のセラミック含有量が不均一になり、カートリッジからの最初の造形品と最後の造形品で収縮率が異なる原因になります。
ヒント:
長期保管中にバイトバルブが詰まるのを防ぐため、Ceramic Resin V1のカートリッジはラベルを下にして水平に保管してください。
レジンタンク
Ceramic Resin V1はタンク内で沈殿するため、プリントを成功させるには完全に混ぜ合わせる必要があります。プリント前に毎回、プリンターからタンクを取り外し、ワイパーまたはスクレーパーでタンク内のレジンを完全に混ぜ合わせます。
ビルドプラットフォームへの固着
Ceramic Resin V1で造形したパーツがビルドプラットフォームに適切に固着するためには、ビルドプラットフォームの表面が粗い必要があります。Ceramic Resin V1に含まれる粒子は、造形中にラフサーフェスを侵食し、時間の経過とともにパーツの接着性を低下させる可能性があります。造形前に必ず、180番のサンドペーパーでビルドプラットフォームをしっかりとこすり、金属プレートの表面を粗くします。過度な固着が発生した場合、またはCeramic Resin V1で造形したパーツがビルドプラットフォームから取り外しにくい場合は、より目の細かいサンドペーパーで金属プレートを研磨し、固着を低減させてください。
備考:
Ceramic Resin V1で造形する場合、ビルドプラットフォーム上で直接プリントしないでください。Ceramic Resin V1で造形する場合は、必ずベースとサポート材を使用してください。
洗浄と乾燥
造形したパーツをイソプロピルアルコールで5分間洗浄します。浮遊しているセラミック粒子がAlumina材料以外の部分に付着しないよう、別の洗浄バケットを用意して洗浄します。Ceramic Resin V1で造形したパーツは二次硬化の必要はありませんが、焼成前に完全に乾燥させてください。パーツが完全に乾いてから焼成してください。

焼成と施釉の手順
トラブルシューティング
最良の結果を得るために、設計、プリント、焼成、釉薬のガイドラインに従ってください。
一貫したプロセスと設定を使用しても、造形品はそれぞれ固有のものであり、結果は保証されません。Formlabsにサポートを依頼する前に、写真を撮影し、トラブルシューティングに役立つプロセス文書を作成してください。設計、プリント、焼成に使用するプロセス、手順、設定のうち、常に一貫している点と変更が生じる点を記録しておきます。
造形品が期待通りに出てこない場合は、トラブルシューティングの原因と解決策のリストを参照してください。
| 問題 | 原因 | 解決策 |
|---|---|---|
| プリント | ||
| プリントが開始しない、またはレジンが適切に充填されない | レジンが粘性過多でタンクに流れ込まない カートリッジが沈殿しているか、バルブが詰まっている | カートリッジを振ってバルブをクリアにしてからプリントを開始する |
| プリント中にサポートからパーツが外れる | サポートが不十分(または) 断面積が大きすぎる | サポートのタッチポイントサイズを大きくする サポート密度を上げる |
| プリント中にベースがビルドプラットフォームから外れる | ビルドプラットフォームが滑らかすぎる | ビルドプラットフォームを180番のサンドペーパーで再度研磨する |
| ベースがビルドプラットフォームに過剰に付着する | ビルドプラットフォームが粗すぎる | ビルドプラットフォームを400番のサンドペーパーで研磨する |
| プリントが完全または部分的に失敗する | 硬化したレジンの層や破片がタンクの底に付着する タンク内の粒子 | レジンタンク内のレジンをろ過する |
| 焼成 | ||
| 焼成済みまたはグリーンパーツの内角に亀裂が入る | 内角が鋭すぎる | パーツの角に大きなフィレットが必要 |
| 未焼成のパーツに目立つ線が入り、焼成時に亀裂が入る | プリント中の長時間の中断でレジンが沈殿した | カートリッジバルブをクリアにしてからよく振ってプリントを開始する プリントの中断を避ける |
| 焼成中にパーツがたるんだり崩れたりする | 壁が薄すぎる(または) 形状が自立していない | 壁の厚さを増やす(および/または) サポート上で焼成する |
| 焼成済みパーツに層の方向に大きな亀裂が入る | 壁が厚すぎる | 240°Cでのバーンアウト保持時間を延長する |
| 焼成済みパーツに表面の気泡が入る | バーンアウト時間が不十分 | 240°Cでのバーンアウト保持時間を延長する |
| 焼成済みパーツにランダムな方向に大きな亀裂が入る | ダンティング(冷却が速すぎる) | 炉の冷却速度を遅くする |
| 焼成済みパーツが予想以上にたるむ | 形状が自立していない | 焼結保持時間を短くする(または) サポート上で焼成する(または) カスタムセッターをプリントする |
| パーツの上下間の反り | セッタードラッグ | シェルフにキルンウォッシュを塗布する(または) シェルフにセッターシートを塗布する |
| 焼成済みパーツが斜めに歪む | Ceramic Resin V1は焼成時にZ方向の収縮が大きい | プリント前にZスケールファクターを上げる |
| 焼成済みパーツが脆すぎる、または多孔質すぎる | キルンの温度が十分でない | 焼結保持時間を延長する キルンの熱電対を交換する |
| グレージング | ||
焼成時にグレーズがパーツに染み込む | 素焼きパーツが完全に焼結されておらず、多孔質すぎる | 焼結保持時間を延長する キルンの熱電対を交換する キルンの最高温度を確認する |
| グレーズ焼成後にパーツが崩れる | パーツのグレーズ圧縮 | グレーズの厚さを減らす 冷却時間を延長する グレーズが適合しない可能性がある |
その他資料
