
備考:
この素材は購入できません。Formlabsでの生産・販売が終了しています。その他のFormlabs材料の詳細については、最適な材料の選択をご覧ください。
備考:
この素材は購入できません。Formlabsでの生産・販売が終了しています。その他のFormlabs材料の詳細については、最適な材料の選択をご覧ください。
セラミックは、窯や炉で焼成することを目的としており、ポリマーマトリックスが燃え尽き、モデルがシリカセラミック部品に変化します。
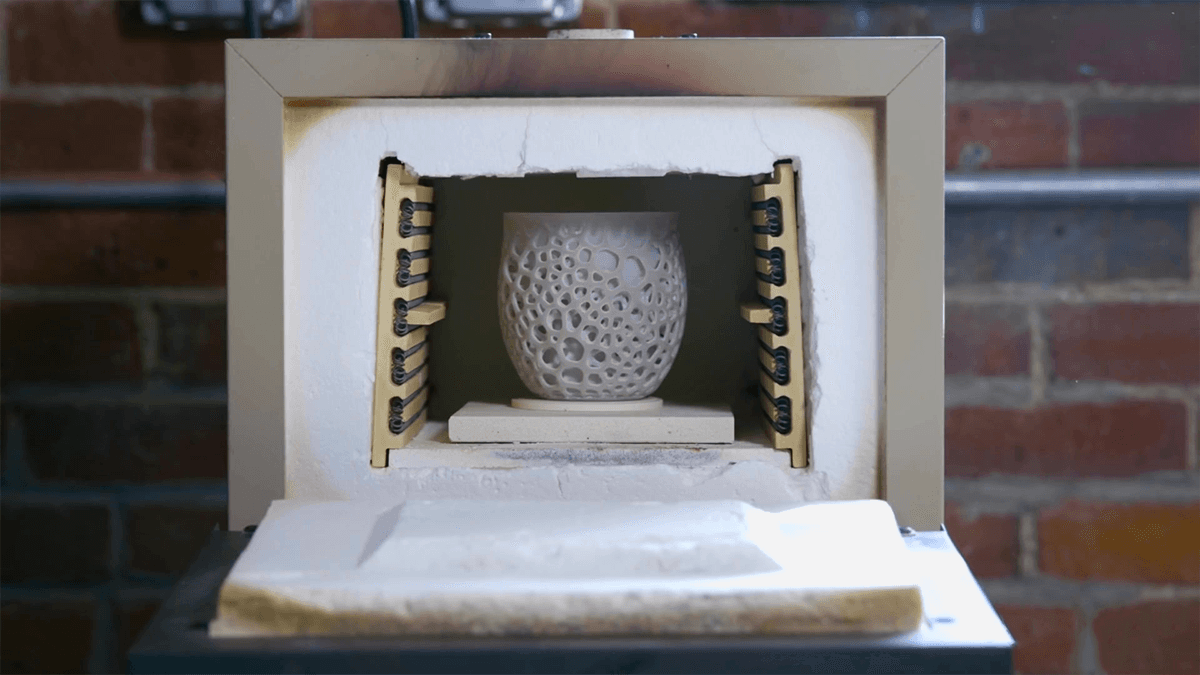
Creating fired ceramic parts with Ceramic Resin V1 requires special equipment, including access to a Cone 8 (1271 °C) or hotter kiln/furnace with active external ventilation and digital time/temperature control. Formlabsでは、焼成スケジュールと焼成工程の各段階についても詳細を提供しています。焼成後、高火度釉薬を塗布します。これらの指示はガイドラインであり、状況によっては作業手順を変更した方がうまくいく場合もあります。
Ceramic Resin V1は、Formlabsのスタンダード材料よりも造形成功率が低いため、他のFormlabs製品よりも高いレベルのスキルと注意が必要です。Ceramic Resin V1には、造形品の設計とプリント計画に関する特別な要件があります。モデルによっては、うまく焼成するために修正が必要な場合があります。
備考:
Ceramic Resin V1で造形したパーツは、最低でもCone 8まで焼成する換気装置付きの窯で焼成し、材料からフォトポリマーを燃焼させて完全なセラミック製品を作ります。
造形品が期待通りに出てこない場合は、トラブルシューティングの原因と解決策のリストを参照してください。
焼成スケジュールと手順
| 合計時間(分) | 到達時間(分) | 温度(℃) | フェーズ |
|---|---|---|---|
| 0 | 0 | 0 | ランプ1 |
| 240 | 240 | 240 | |
| 720 | 480 | 240 | バーンアウトホールド |
| 780 | 60 | 300 | |
| 840 | 60 | 300 | |
| 1173 | 333 | 1271 | ランプ2 |
| 1178 | 5 | 1271 | 焼結ホールド |
| 1238 | 60 | 900 | 冷却 |
| 1688 | 450 | 0 |
ランプ1
ランプ1では、パーツを240°Cまで加熱し、燃焼させます。
燃焼
Ceramic Resin V1はポリマーマトリックスと共に造形され、燃焼工程で除去されます。燃焼温度(240℃)では、セラミック粒子はまだ融合しておらず、粉体として緩やかに結合しています。
Burnout(燃焼)フェーズは、ポリマーマトリックスを完全に除去できる十分な長さである必要があります。部分的な燃焼は、ランプアップフェーズ中に蒸気圧が上昇し、蒸気が逃げることで亀裂や歪みが発生します。壁が薄い(6mm未満)場合はバーンアウトにかかる時間が短く、表面品質と精度が最も高くなる傾向があります。非常に厚い部分(10mm以上)は、非常に長いバーンアウト時間が必要です。
Burnout Hold(バーンアウトホールド:240℃での保持時間)は、焼成する造形品の最大断面厚に基づいて設定します。パーツは、Burnout Hold(バーンアウトホールド)温度で追加時間保持しても問題ありません。300℃で短時間二次保持することで、ランプ2の前にすべてのポリマーが燃え尽きるようにします。
ヒント:
例えば、最大肉厚が15mmのパーツの場合、240℃で15時間、300℃で1時間保持します。最大肉厚が4mmのパーツは、240℃で4時間、300℃で1時間保持します。
ランプ2
ランプ2は、焼結前の温度上昇段階です。Formlabsでは、造形品を均一に加熱するために、1分あたり3°Cの昇温速度を推奨しています。
肉厚の変化が大きいパーツは、ランプアップレートを遅くすることで良好な結果が得られます。全体的に均一な薄肉のパーツは、より早くランプアップできます。
焼結
焼結中、Ceramic Resin V1に含まれるシリカ粒子が融合し、固体のパーツを形成します。粒子は半液体化し、互いに収縮して密度が高まります。Ceramic Resin V1は焼結時に15%収縮し、最大90%の密度に達します。
Ceramic Resin V1が適切に焼結されると、材料はわずかに半透明になり、耐水性が得られます。Ceramic Resin V1で造形したパーツは、1250°C~1300°Cの温度で焼成されます。Formlabsでは、1271°Cで5分間保持することを推奨しています。最高温度または保持時間を短くすると、より多孔質でガラス質の少ない造形品になります。
特定の寸法が必要な場合は、モデルのスケーリングで収縮を補正してください。モデルの適切なスケーリングとサポート材の設定方法については、設計ガイドラインをご覧ください。
冷却
最高温度から900°Cまで、キルンまたは炉の自由落下速度で冷却します。この急速な冷却段階により、追加のスランプが抑制されます。構造的な亀裂を防ぐため、900℃から室温まで1分間に2℃の制御された速度で冷却します。
ヒント:
多くの窯では、自然冷却が直線的に進行しません。最終ステップをプログラムし、一定の冷却率を維持します。
グレージングの手順
Ceramic Resin V1で造形したパーツに釉薬をかけると、表面が滑らかになります。食器に安全な釉薬を使用している場合、完成したパーツは食品に接触する用途に使用できます。コーン8まで焼成したCeramicは通常、水密性がありますが、釉薬をかけていない場合は食器としての安全性はありません。Formlabs Ceramic Resin V1は、ハイファイアグレーズと併用可能です。焼成したセラミック素焼きに釉薬を2回薄く塗り、塗布の間に釉薬を完全に乾燥させます。
その他資料