
Alumina 4Nレジンの設計ガイドライン
Alumina 4Nレジンの設計ガイドライン
Alumina 4Nレジンは、金属やポリマーでは対応できない環境で使用できる高密度・高純度のテクニカルセラミック材料です。Alumina 4Nレジンは特殊な特性を持つ材料であるため、設計、造形、焼成の際はFormlabsのガイドラインに従うことが重要です。
Alumina 4Nレジンの機能または具体的な材料特性については、安全データシート(SDS) およびテクニカルデータシート(TDS) をご参照ください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
一般的な収縮
従来のセラミック材料と同様、Alumina 4Nは焼成過程で収縮します。Formlabsが推奨する焼成スケジュール を使用した場合、部品はX軸とY軸で約21.8%、Z軸で約26%収縮します。CADソフトウェアを使用して、PreFormにモデルをアップロードする前に、収縮を考慮してパーツのスケールを調整します。
最小サイズと最大サイズ
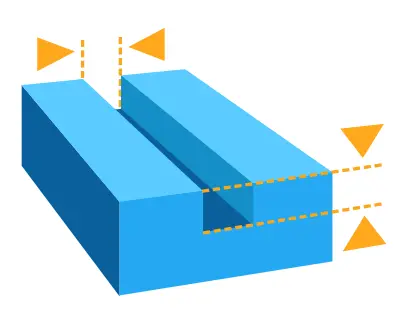
焼成した壁の厚さ
Form 3
最小:0.75mm
理想:1.5〜3.5mm
最大:5mm
Form 4
最小:0.75mm
理想値:1~5mm
最大:8mm
サポート無しの突出部の最小角度
推奨:水平から30º
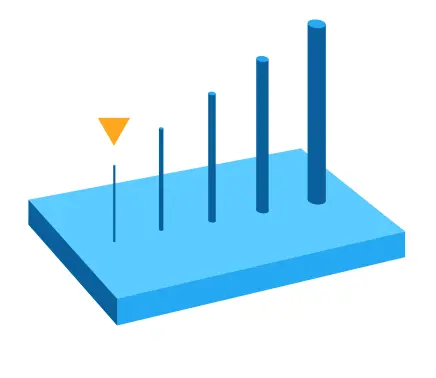
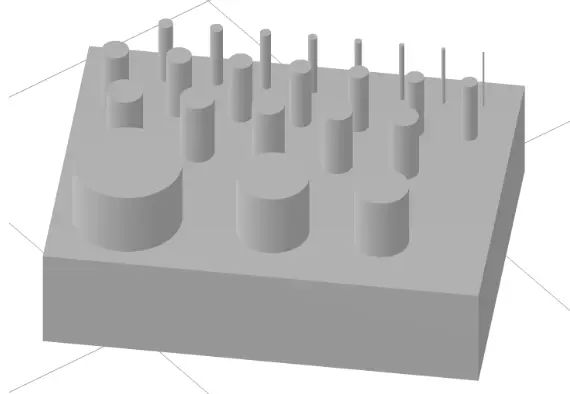
垂直ワイヤの最小直径
推奨: 2 mm
最小凸面のディテール
推奨:
- 水平面で0.75mm
- 垂直面で0.5mm
最小凹面のディテール
推奨:
- 水平面で0.5mm
- 垂直面で0.3mm
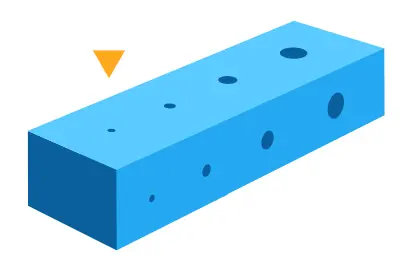
穴の最小直径
推奨:
- 水平面で0.8mm
- 垂直面で1mm
サポート無しの最長オーバーハング
推奨:0.5 mm
サポート材なしで造形可能な最大水平スパン
推奨: 3 mm
ドレインホールの最小直径
推奨: 5 mm
最小デボス表現寸法
推奨:0.7mm
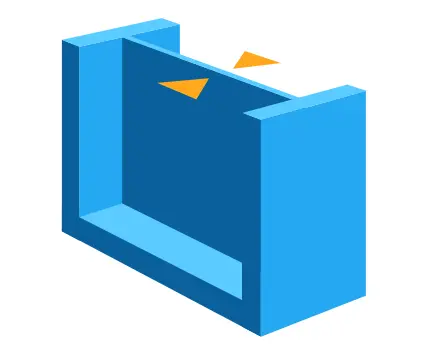
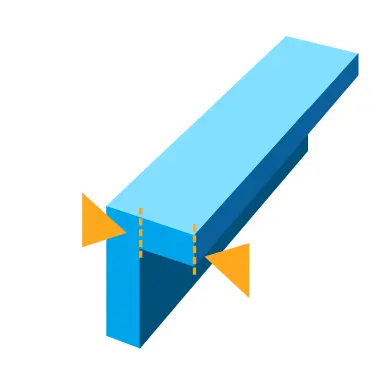
フィレット
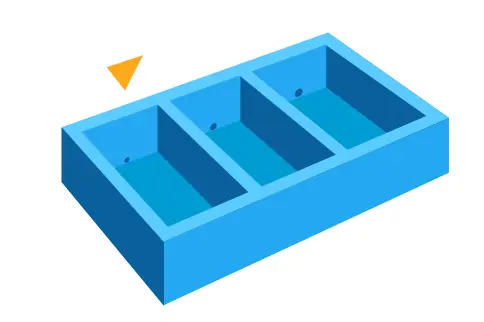
断面積が大きく変化するような向きは、ひび割れのリスクがあります。応力集中を避け、ひび割れを減らすために、内側の縁をフィレット加工します。
最小値: 1mmのフィレット半径
推奨: 2mm以上
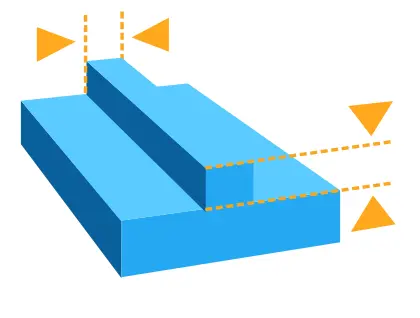
モデルの向きを調整
可能であれば、すべての角度が30°未満になり、モデルが自立するような向きにします。それ以上の突出部は反りの原因となります。表面積が急激に変化するような向きや、カッピングの原因となり得る空洞が上向きになることは避けます。主要寸法が部品のいずれかの主要軸に沿うようにプリントします。
サポート材を使ってプリントする場合は、モデルをビルドプラットフォームと平行になるようにします。
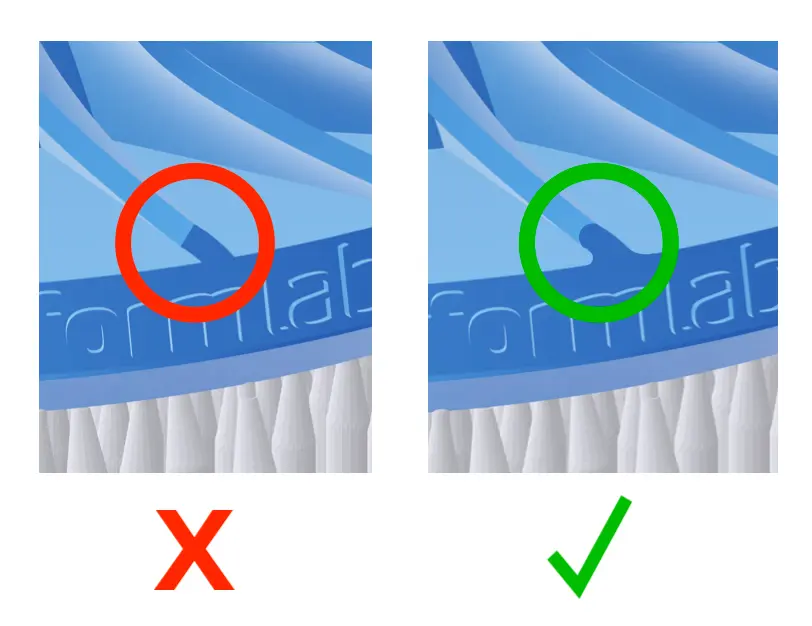
モデルにサポート材をつける
Formlabsでは、サポート材のタッチポイントを0.4~0.8mm以内に収めることを推奨しており、中でも0.5mmを望ましい大きさとしています。造形品のうち、重要になる面にはタッチポイントを配置しないでください。亀裂が入ったり、薄い部分が破れたりする恐れがあります。45°以上の傾斜がある場所には、サポート材はほとんど必要ありません。
Alumina 4NレジンをForm 3で使用する場合は、ラフトを使用し、ビルドプラットフォーム上で直接プリントしないでください。
Form 4で造形したパーツは、ビルドプラットフォーム上で直接造形できます。
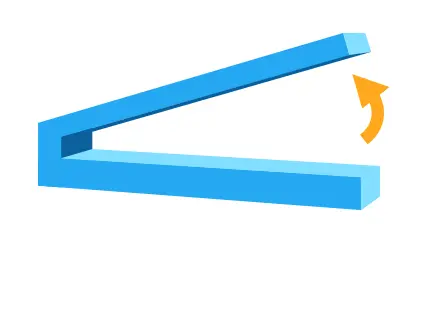
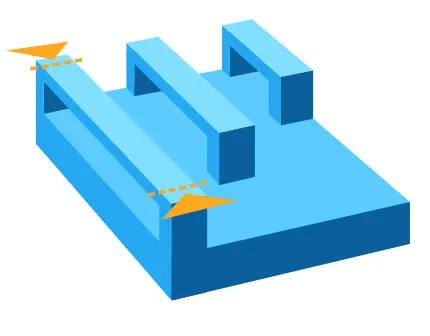
サポート材無しの構造
0.5mm以上でサポート材無しの水平な突出部やブリッジ形状を避けます。サポート材無しの突出部の角度の最小値は30°。
その他資料