
ヒント:
Formlabsでは、電圧変動のある地域ではラインコンディショナ(安定化電源)やUPSを使用することを推奨しています。
Alumina 4Nレジンは他のFormlabs製レジンとは異なり、造形および後処理時に独自の要件があります。Formlabsのベストプラクティスに従って、デザイン、プリント、焼成を行ってください。その際、サポート記事Design guidelines for Alumina 4Nレジン(Alumina 4Nレジンの設計ガイドライン)に記載の指示に従ってください。
Alumina 4Nレジンを使った造形のためのプリンターの準備
ヒント:
Formlabsでは、電圧変動のある地域ではラインコンディショナ(安定化電源)やUPSを使用することを推奨しています。
Form 4世代
Form 4世代プリンタでは、Alumina 4Nレジンでの造形に特別な準備は必要ありません。
Alumina 4Nレジンを使ってプリントする
Form 3世代
すべてのガイドラインを読んだ後、Alumina 4Nレジンでのプリントを開始する際に、このプリント前チェックリストを確認してください。以下の手順を1つでも飛ばすと、プリントが失敗する可能性があります。
Alumina 4Nレジンの場合、他のFormlabsレジンに比べて最初の層が形成されるまでに時間がかかります。これには15分ほどかかることもあります。プリントに関する最も一般的な問題は初期段階で発生するため、Formlabsでは造形開始から約1時間後にプリンタをチェックすることを推奨します。Formlabsはまた、サポート材不足によるプリントの失敗が明らかな場合、150層目の造形時点で造形品をチェックすることを推奨しています。
プリント中に何か問題が発生した場合は、レジンタンク内にデブリやゴミがないか確認し、ある場合には取り除きます。
Form 4世代
Form 4世代のプリンターでAlumina 4Nレジンを使って造形する場合、特別な較正やチェック、追加のハードウェアは必要ありません。
Alumina 4Nレジンでプリントした造形品の洗浄
Alumina 4Nレジンの洗浄には、専用の洗浄液であるCeramic Wash Solutionのみご使用ください。ひび割れの原因となるため、Alumina 4Nレジンでプリントした造形品を水やIPAに接触させないでください。
造形品をCeramic Wash Solutionで2分間洗浄します。洗浄時はAlumina 4Nレジンとそうでない造形品でウォッシュバケットを分け、固まり切っていないセラミック粒子がAlumina 4Nレジン以外の造形品に付着するのを防ぎます。Finish Kitを使用する場合は、ブラシを使うとレジンを効果的に取り除けます。
乾燥速度が速いとひび割れの原因になります。角や隙間の部分に風を集中させながら、造形品をやさしくブローします。ペーパータオルで表面の水分を拭き取ります。
必要であれば、新しいCeramic Wash Solutionで造形品をさらに2分間洗浄し、余分な粒子を取り除きます。小さな造形品やデリケートな形状の造形品の場合、ボトルにCeramic Wash Solutionを入れ、造形品に直接塗布流しかけるようにするとを効果的に洗浄できます。造形品をもう一度ブロー乾燥するか、ペーパータオルで水分を拭き取ります。
ひび割れを防ぐため、造形品がCeramic Wash Solutionに浸かる時間を最小限にします。
Alumina 4NレジンはCeramic Wash Solutionに浸かるとすぐに白く変色しますが、これは正常な作用であり、効果に影響はありません。Ceramic Wash Solutionは、レジン濃度が8~12%に達したら交換してください。目安は頻繁に使用する場合は約6~8ヶ月、中程度の使用で約1年で、30~50L程度のレジン量に相当します。
Ceramic Wash Solutionの保管期限は24ヶ月です。
Ceramic Wash Solutionにはハザード性がなく、不燃性です。ニトリル手袋はCeramic Wash Solutionに触れると膨張することがあるため、長時間造形品を洗浄する場合は手袋を二重にすることをお勧めします。
後処理
プリント後、サポート材を取り除いたら320番のサンドペーパーで造形品の表面を滑らかにし、サポート材の痕を消します。サンドペーパーをかけた後のサポート材のタッチポイントは、ビスク焼成中に消えます。
Alumina 4Nレジンを使った造形品は、グリーン状態(未処理の状態)のままサンドペーパーで磨くと簡単です。ウェットサンディングは最も早くサポート痕を消せる方法ですが、造形品の洗浄直後に行う必要があります。乾燥した造形品にウェットサンディングを行わないでください。
造形品をウェットサンディングするには:
造形品が乾いた状態の場合は、ウェットサンディングを行わないでください。その場合はサンドペーパーを濡らさずにサンディングを行い、残っているサポート痕を取り除きます。
また、ドレメル、サンダーといったその他の仕上げツールを使ってサンディングを行うことも可能です。サンディング中は、造形品を傷つけないようにゆっくりと行ってください。Alumina 4Nレジンに含まれるアルミナによって、時間の経過とともに工具が徐々に鈍っていきます。
一旦焼成するとレジン内部のアルミナが硬くなるため、それ以降Alumina 4Nを使った造形品の後処理は非常に困難になります。焼成後の研磨は高速工具またはダイヤモンド工具でしか行えないため、Formlabsでは造形品の焼成前にサポート材を取り外し、タッチポイントを研磨することを強く推奨しています。
造形品の乾燥
Alumina 4Nレジンは二次硬化を必要としませんが、焼成前に造形品を完全に乾燥させる必要があります。造形品を一晩完全に乾燥させます。
Formlabsでは、造形品の周囲の空気の流れを良くするために、ふるいやメッシュの上で乾燥させることを推奨しています。造形品が完全に乾くには、室温20~30°C、湿度30~45%の環境が必要です。
必要に応じて、造形品を45°Cで8~24時間オーブン乾燥させます。造形品をオーブン乾燥する際は、適切な空気の流れを保つことが大切です。造形品全体に均一に空気が当たるようにし、炉内で乾燥させる場合は空気の量を制限してください。Formlabsでは、ファンにバッフルを取り付け、造形品を小さな穴のあいた箱に入れて強制空気炉で乾燥させることを推奨しています。
未焼成の造形品は常温保存が可能で、必要に応じて保管または出荷できます。造形品にひびが入る可能性を減らすため、Formlabsでは乾燥時間を長くすることを推奨しています。
Alumina 4Nレジンの焼成
Alumina 4Nレジンで焼成セラミック部品を作るには、オーブン、窯、または炉が必要です。その中で造形品を焼くことで高分子マトリックスが燃焼し、モデルがシリカセラミック部品に変化します。Formlabsでは、焼成スケジュールと焼成工程の各段階についても詳細を提供しています。これらの指示はガイドラインであり、状況によっては作業手順を変更した方がうまくいく場合もあります。
Alumina 4Nレジンでプリントした造形品は、焼成過程でたわむことがありますが、たるみが生じることはありません。一旦焼成すると、Alumina 4Nを使った造形品からサポート材を取り除くのは困難になります。焼成前に、サポート材とタッチポイントをすべて取り除きます。
オーブンまたは窯へのセット
従来のセラミック材料と同様、Alumina 4Nレジンでプリントした造形品は、オーブンや窯の中で焼成するためにセッタープレート上に置かなければなりません。Formlabsでは、造形品の焼成にはアルミナセッタープレートを使用することを強く推奨しています。ジルコニア製、溶融マグネシア製、炭化ケイ素製のセッタープレートも代替品として使用できます。プレートがお使いの窯やオーブンに対応し、最低1700°Cの耐熱性があることをご確認ください。
備考:
シリカ、セメント、窒化ホウ素など、融点や軟化点が1700°C以下の金属でできたセッタープレートは、焼成プロセス中に造形品と焼結したり完全に溶けたりする可能性があるため、使用しないでください。
複数の造形品を焼成するときは、互いに焼結したり欠陥が発生したりしないよう、1ミリ以上の間隔を空けてセッタープレートの上に置きます。造形品は、熱の均一性を高めるために密閉された耐火性の箱の中で焼成することもできますが、焼損ガスを排出するために十分な換気を確保してください。
焼成スケジュールと手順
Formlabsでは、Alumina 4Nレジンの造形品まずは焼成オーブンで、次に焼結窯で焼成することを推奨しています。推奨焼成スケジュールは以下のとおりです。詳細な時間と温度スケジュールについては、最新のPDF版(英語のみ)をダウンロードしてください。
備考:
造形品が茶色のときは非常に壊れやすい状態です。最初の焼成工程後の造形品の取り扱いには特に注意します。
ユーザーは、以下の要件に留意しながら、独自の焼成サイクルを自由にテストすることができます。
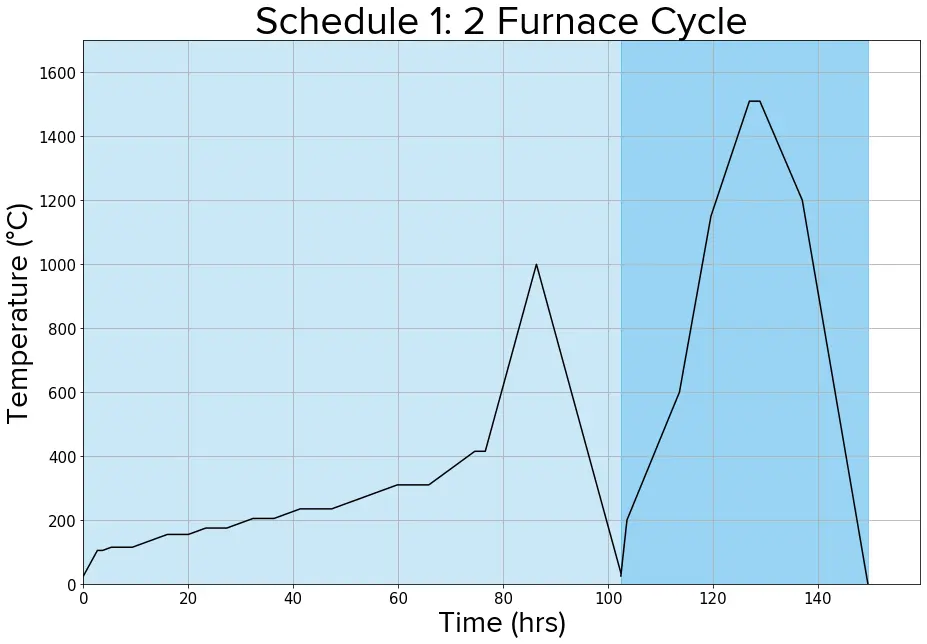
2炉スケジュール
Formlabsでは、テクニカルデータシート(TDS)に記載されている機械的特性を達成するために、焼成4.5日間、焼結2日間のスケジュールを採用することを推奨しています。
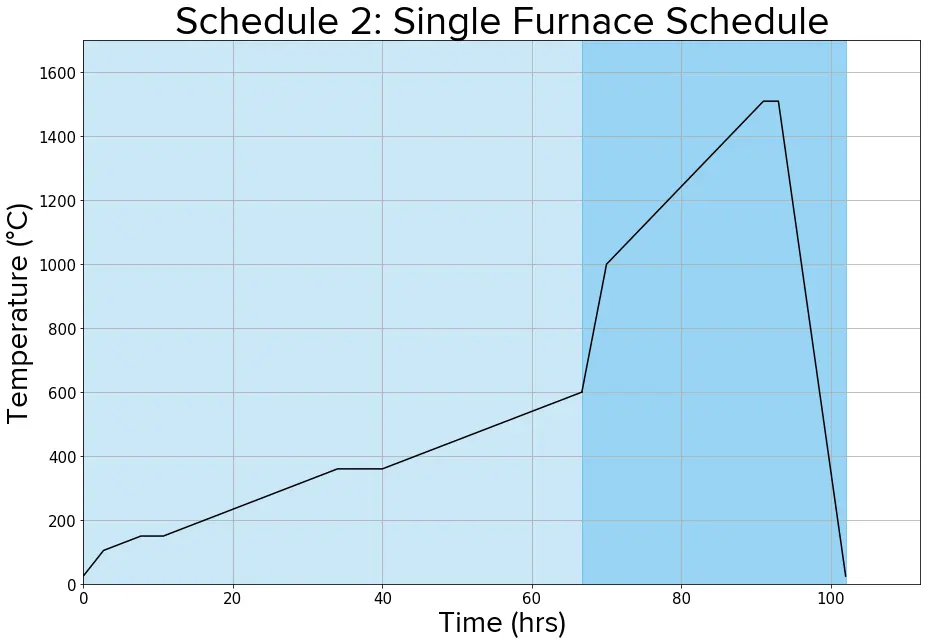
単一炉スケジュール
焼結窯のみで焼成する場合、Formlabsは2.5日間の焼成、2日間の焼結を行うことを提案しています。単一炉スケジュールを使用することで、焼成窯から焼結窯に移す際に茶色い状態の造形品が破損するリスクを排除できます。ただし、単一炉での焼成スケジュールを繰り返し実施すると、窯によっては構成要素の一部の耐用年数が制限されたり、焼成の精度が若干低下する場合があります。
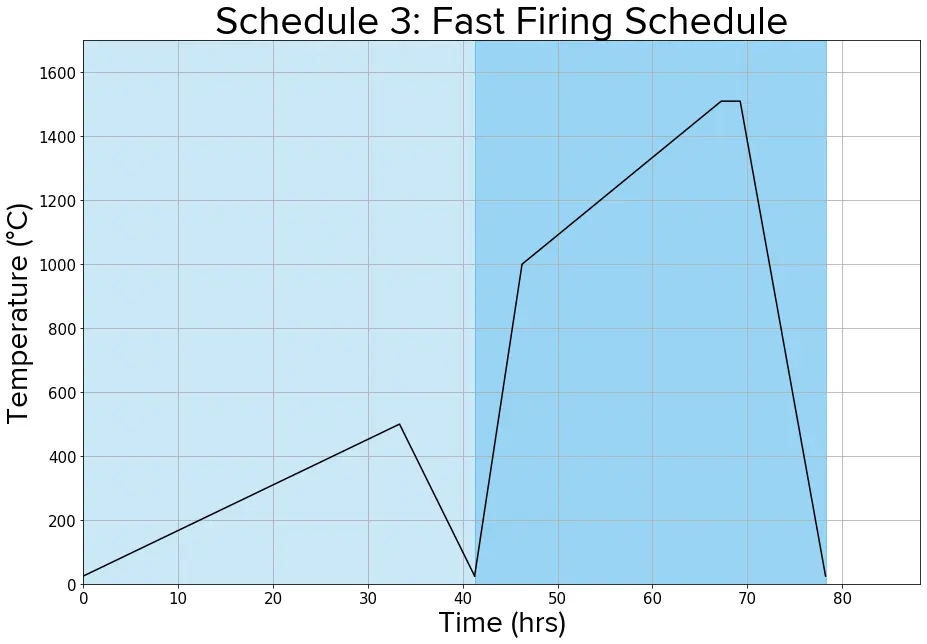
高速焼成スケジュール
Formlabsでは、極めて薄い造形品については、2日間の焼成と2日間の焼結を行う高速焼成スケジュールを提案しています。このスケジュールは、長時間の焼成で有機物を排出する必要のない極めて薄い造形品にのみご使用ください。
焼成造形品の処理
焼成後、造形品に亀裂や剥離がないか目視で検査します。造形品に光を当てて、より丁寧に検査を行います。ひび割れは、強い光の下で見るとさらに明るい線として見えます。
Alumina 4Nは、焼成後は非常に硬く容易に機械加工はできません。標準的な炭化ケイ素やアルミナのサンドペーパーは、高速工具で使用する場合にのみ有効で、すぐに摩耗してしまいます。Formlabsでは、造形品にさらなる処理が必要な場合、ダイヤモンド工具を推奨しています。
追加焼成で平らな部分の反りを取り除きます。重く平らなセッタープレートを平らな造形品の上下に置き、造形品を1400°Cまで30分間急速に上昇させます。機械的特性の変化は限定的で、造形品は平らになります。
その他資料