Formlabs製:
Form 3世代
- Stainless Steel Build Platform または Build Platform 2
- Alumina 4Nレジン用ミキサー
Form 4世代
- ビルドプラットフォームまたはFlex Build Platform
すべての対応プリンター
- 最新のファームウェアを搭載した、互換性のあるFormlabs SLA光造形プリンター
- PreFormソフトウェア(最新バージョン)
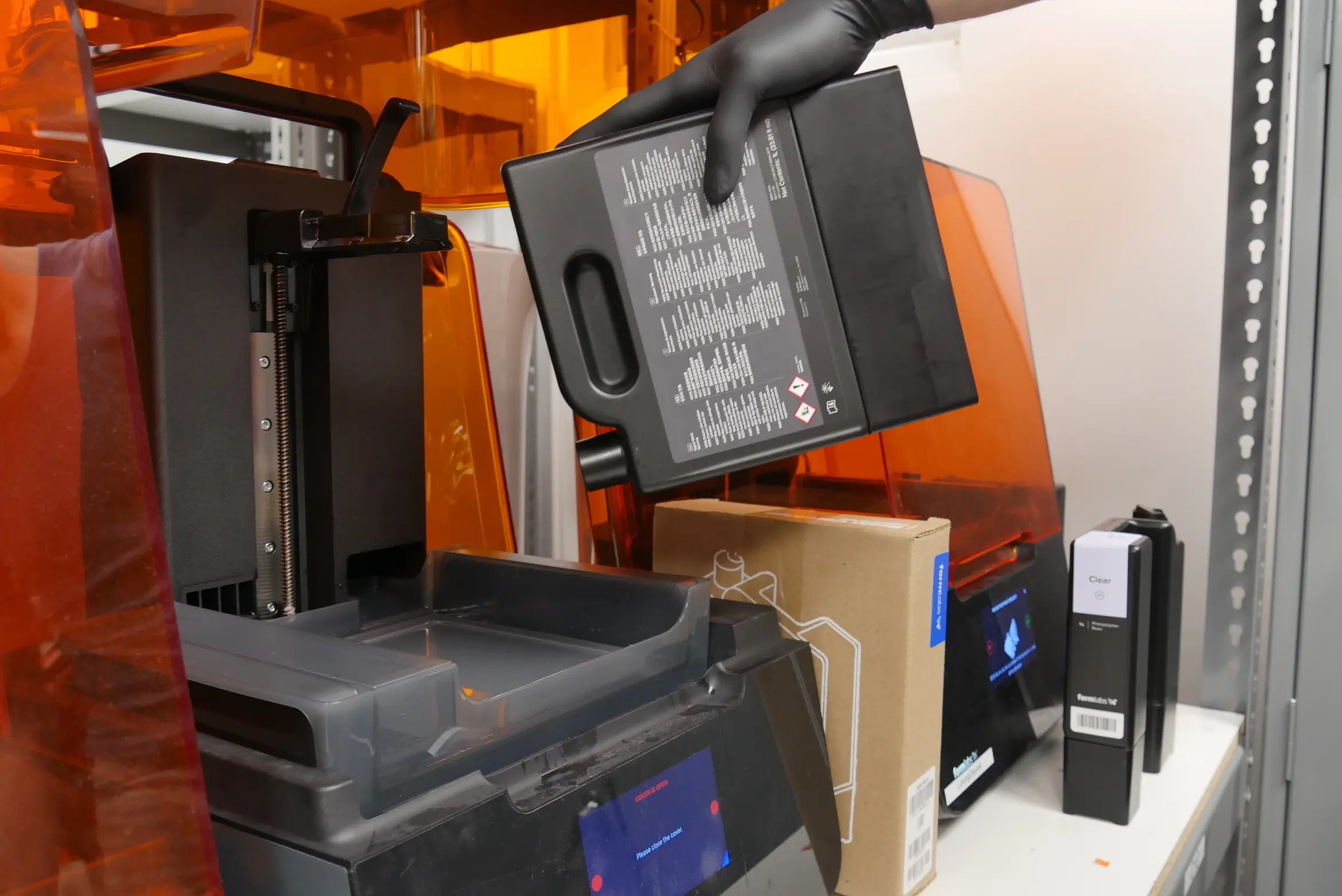
- Alumina 4Nレジンカートリッジ
- Ceramic Wash Solution
- Form Wash、Form Wash L、またはFinish Kit