
工業用インベストメント鋳造
工業用インベストメント鋳造
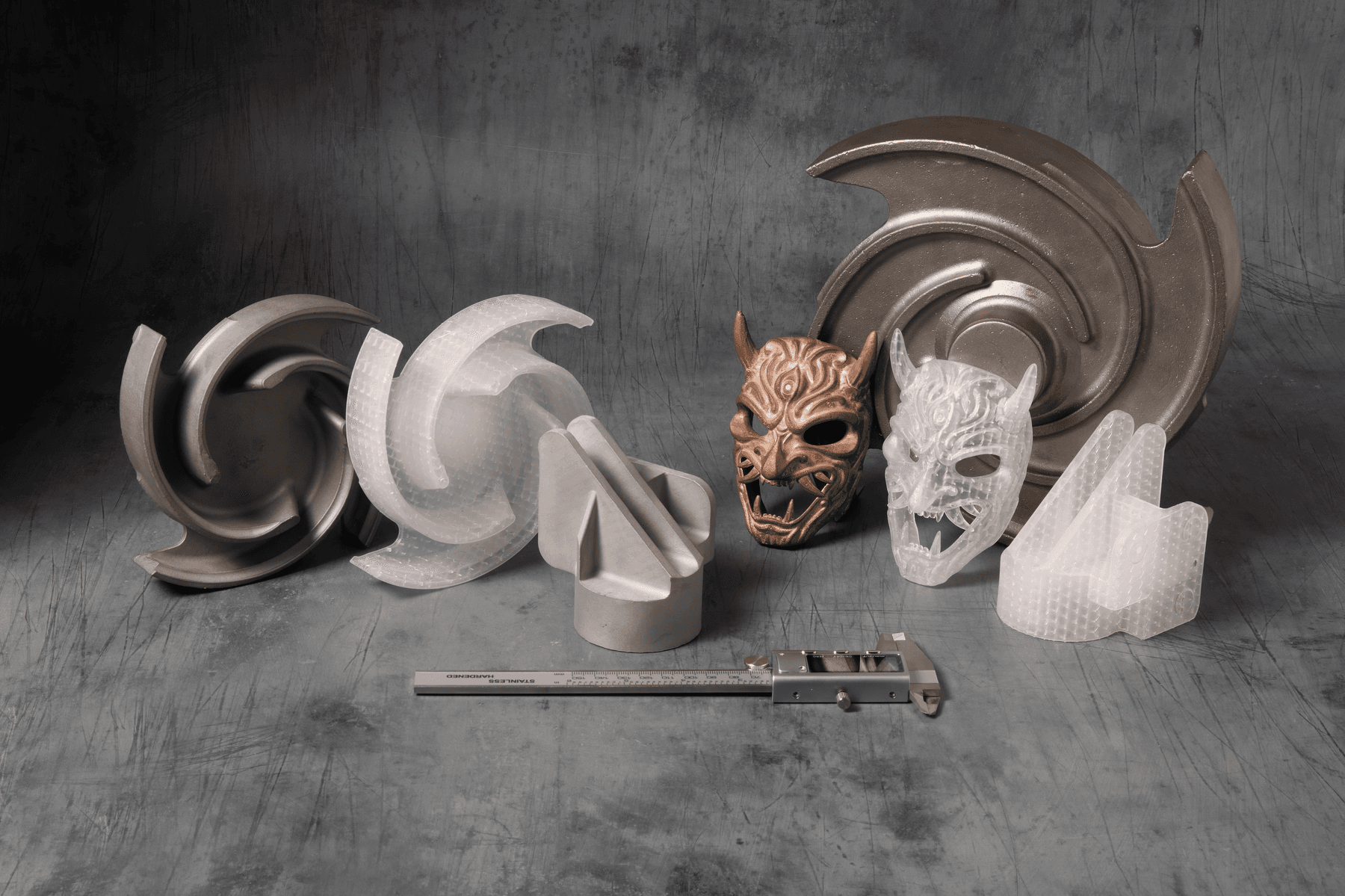
ロストワックス鋳造とも呼ばれる工業用インベストメント鋳造は、複雑な形状の金属部品を製造するための汎用性の高い鋳造プロセスです。このプロセスはほぼすべての業界で使用されており、高品質で高精度な金属部品の製造に活用されています。インベストメント鋳造は、他の方法では製造できない形状を高い表面品質で製造することができます。
インベストメント鋳造は通常、以下の3つの主要なステップで構成されます。
- 使い捨てパターンの作成。通常は金属工具を使用したワックス射出成形で作成されます。
- このパターンから非永久的なセラミック型を作成します。
- セラミック型の中に液体金属を鋳造または注入します。
特に少量生産の場合、インベストメント鋳造は高価になることがあります。犠牲パターンを3Dプリントすることで、ワックス型の作成に代わるコストと時間のかからない方法が登場し、より短い納期と競争力のある価格を実現しています。SLA光造形3Dプリントで金型レスに移行することで、翌日には原型を手に入れることができます。ごく限られた設備でも製作が可能になり、CNC加工機を占領することなく熟練のオペレーターも他の重要な作業に集中できるようになります。
Formlabs推奨材料
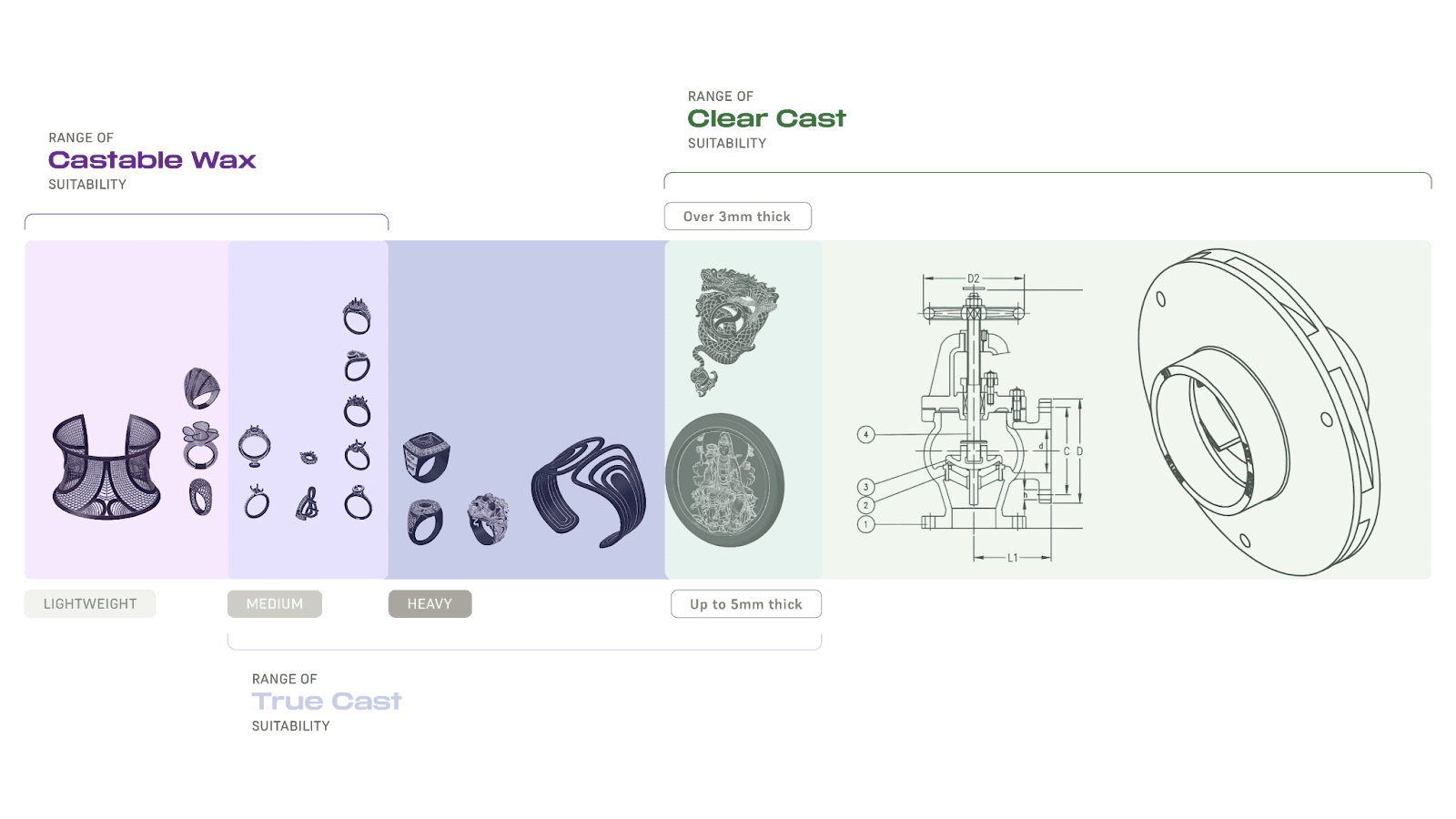
Clear Castレジンは、アンチモンを含まず、灰分含有量が0.02%未満の材料で、寸法精度、表面品質、部品単価の要件を満たすことができるため、幅広い用途にご利用いただけます。
鋳造用のレジンを選択する際は、各材料の鋳造特性を考慮する必要があります。小型のパーツや線条細工については、Castable Waxレジンをご使用ください。中程度から重量のあるジュエリーや小型のエンジニアリング用部品には、True Castレジンをお使いください。より大きなインベストメント鋳造には、Clear Castレジンをご使用ください。
設計上の注意点
工業用インベストメント鋳造で使用する破壊型の原型は、セラミックのスラリーに浸す時の圧力に耐えられる強度がありながら、焼成時にしっかりと燃えて流れ出る程度の薄さに留める必要があります。薄肉構造にすることで、焼成時の熱膨張によるひび割れを防止できます。ソフトウェアを使ってパーツの中を空洞にし、内部にラティス状の足場を組んで強化することもできます。ラティス構造にすることでモデルの外側を支え、反りを防ぎ、薄肉構造でもプリントが可能になります。湯道は原型の一部として3Dプリントすることも可能です。高品質の鋳造のためにはラティス構造が必須となるため、パーツの大部分の厚みが⅛インチまたは3mm以下にならないよう設計することを推奨します。
CADソフトウェアで部品を設計した後、CADファイルをラティス化ソフトウェアにインポートし、外側シェルやラティス構造、水抜き穴の設定を決めます。薄肉構造にすることで鋳造の成功率が高まる一方、造形失敗のリスクが高まり、部品が脆弱になる可能性があります。
推奨されるプリントの特徴
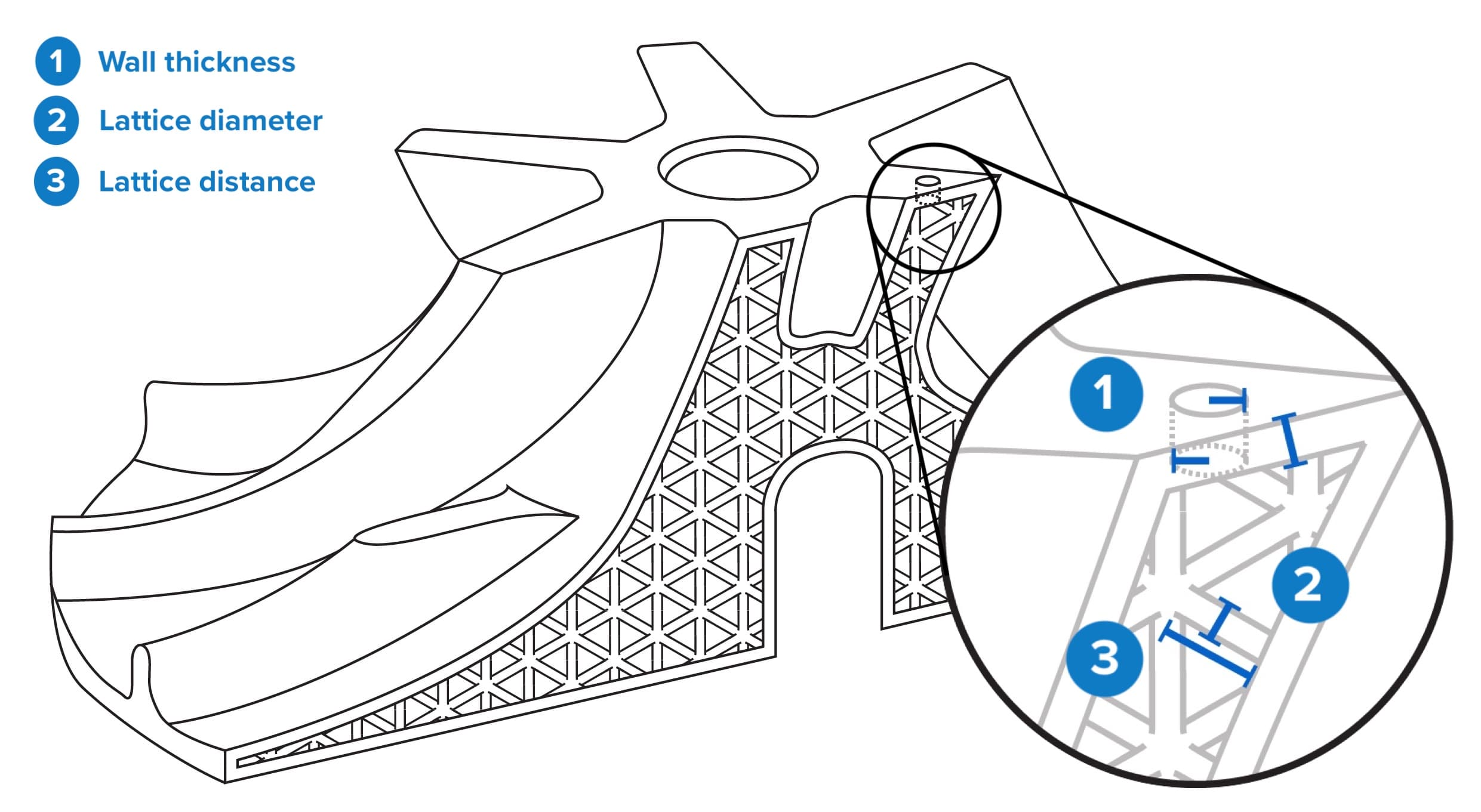
| 壁厚 | ラティス直径 | ラティス間隔 | |
|---|---|---|---|
| 非常に保守的 | 1 mm | 1 mm | 3 mm |
| 保守的 | 1 mm | 0.5 mm | 3 mm |
| 一般的 | 0.75 mm | 0.75 mm | 3 mm |
| 推奨 | 0.5 mm | 1 mm | 3 mm |
| ディテールサイズ | 0.5 mm(標準) | ||
| 穴サイズ | 2 mm(最小、必要に応じて増加) | ||
詳細については、ホワイトペーパー「Formlabs Clear Castレジンを使用した3Dプリントパターンによる工業用インベストメント鋳造」をご参照ください。
排水穴
排水穴は、カッピングによるプリント失敗のリスクを低減し、液体レジンを造形品から排出することができます。
排水穴を設計する際は、造形品の- 予定方向を考慮してください。
- IPAや液体レジンが内部から完全に排出されるよう、パーツの両端付近や縁に沿って水抜き穴を追加します。
- 想定のモデルの向きから見て上下に穴を開けます。
- 後処理を簡単にするために、穴は機械加工や切断を行う面に配置します。
- 直線の穴(r1 = r2)またはわずかに面取りされた穴(r1 > r2)を作成します。
- 焼成時の空気の流れをよくするため、スプルーの装着位置付近に水抜き穴を追加します。
ラティス構造のモデルはファイルサイズ大きくなる傾向があり、その結果として造形準備やサポートの生成プロセスに時間がかかる可能性があります。エクスポートしたファイルを3MFに変換してファイルサイズを小さくします。
造形時の注意点
造形品の向きは、Formlabsのベストプラクティスに従ってください。モデルをビルドプラットフォームに対して30~45度の角度で配置します。
- サポート密度0.75、タッチポイント0.30mm以下でフルラフトを追加します。重要な面にはサポート材のタッチポイントを配置しないようにしてください。
- Formlabsでは、モデルの内側をラティス化している場合、ラティス構造と干渉する可能性があるため内側にはサポート材を未設定とすることを推奨しています。
- 鋳造で使う原型は、その形状からサポート材が不十分であったりカッピングが発生しているためにPreFormで警告が表示されることがよくあります。このような警告をできるだけ減らすために、モデル表面のミニマにサポート材を追加するようにします。
- ラティス化していないモデルで一度サポート材を生成し、ラティス化したモデル上にサポート材の位置を合わせるという方法もあります。
積層ピッチ100μmでプリントします。
後処理の注意点
Formlabsのベストプラクティスに従って、造形品の洗浄と二次硬化を行ってください。洗浄や二次硬化の手順については、各材料の記事をご参照ください。
1度目の洗浄が完了したら、部品を乾燥させ、圧縮空気でラティス構造内部をクリーニングします。その後、造形品を再度洗浄し、内部に残っているIPAやレジンを可能な限り圧縮空気で取り除き、完全に綺麗な状態にします。IPAやレジンが造形品に滞留すると、シェルがバタつくなどして鋳造での使用に適さなくなることがあります。IPAが残っていると焼成時に蒸気が発生し、シェルモールドにひびが入る可能性があるため、内部に入り込んでいるIPAをすべて取り除くことが重要です。
Clear Castレジンの最適な機械的特性を引き出すためには二次硬化が必要です。二次硬化の前後どちらでサポート材を取り外すかは、Formlabsのベストプラクティスに従って決定してください。
二次硬化の推奨事項については、使用する二次硬化装置のサポート記事をご参照ください。
パターンの準備
排水穴を塞ぐ方法は主に3つあります。
- ワックス:通常は最も簡単な方法ですが、ピンホールの不具合が発生することがあります。水抜き穴を空気抜き穴やゲートに追加することで、この問題を解決することもできます。
- レジン:Formlabsでは、穴の上に少量のレジンを置き、UVペンで硬化させることを推奨しています。これにより、通常は造形品の他の部分と同じ機能性を持った硬質なカバーとして穴を塞ぐことができます。
- 造形品の設計:穴のパッチを独立したパーツとして生成し、造形後にパーツに取り付けることも可能ですが、極端に大きな穴がない限り、通常は不要です。

Clear Castレジンで排水穴を塞ぎ、UVペンで硬化させる。
パッチで穴を塞ぐときは、最後の穴に圧縮空気を吹き込み、すべての穴が完全に塞がれているかどうかを確認します。
通常の原型組み立て、シェル製作、焼成手順に従ってください。Formlabsでは、焼成時は1300〜1650°F(700〜900°C)の高温で2時間一気に焼き付けるフラッシュ焼成を推奨しています。造形品に膨張や反り・座屈が発生したり、シェルにひびが入ることが多いため、オートクレーブでの脱脂は行わないでください。焼成後、シェルモールドにひび割れやバリがないか確認し、原型の残留物として残った灰を吹き飛ばします。

通常の手順に従って鋳造と仕上げを行います。
ワークフローの詳細な手順については、ホワイトペーパー「Formlabs Clear Castレジンを使用した3Dプリントパターンによる工業用インベストメント鋳造」を参照してください。
最終用途の推奨事項と制限
毎回壊すことになる原型の3Dプリントは、ワックス型の射出成形に代わるコスト・時間ともに高効率な方法として、製作期間の短縮や競争力のある価格を可能にしてきました。FormlabsのClear Castレジンで3Dプリントしたパターンは、従来のワックスパターンと同等の品質のロストワックス鋳造品を製作することができます。特に推奨される用途:
- アンダーカット、屈曲したチャネル、薄肉など複雑な金属形状のパターン
- 小ロットまたは短納期生産
制限事項:
- 3Dプリントパターンはワックスパターンよりも脆い場合があるため、慎重に取り扱う必要があります。
- 700~900℃まで加熱可能なフラッシュファイヤー式の焼成炉が必要です。
- 造形品に膨張や反り・座屈が発生したり、シェルにひびが入ることが多いため、オートクレーブでの脱脂は行わないでください。
その他資料