
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
インベストメント鋳造は、他の方法では製造できない複雑な形状の金属部品を製造するための鋳造プロセスです。Formlabs Clear Castレジンを使用することで、金型や可溶性コア、その他複雑なワックス成形技術を使わずにすぐに部品を製造することができます。アンダーカット、チャネル、薄肉構造など、ワックス射出成形では原型製作が困難な形状も、3Dプリントな簡単に実現できます。
Clear Castレジンは、一般的に部品の大部分で肉厚が21インチまたは3mmを超えるような、大きめの成形型を想定して開発されています。硬質部品の場合はシェルにひびが入る可能性が極めて高いため、適切に機能させるためにはラティス化や水抜き穴の追加が必要です。

Clear Castレジンは、積層ピッチ50ミクロンと100ミクロンで造形できます。
必要な備品
ヒント:
Materialise Magicsへのカスタムリンクから遷移すると、割引価格でご利用いただけます。
備考:
ワークフローの詳細な手順については、ホワイトペーパーをご覧ください。
設計ガイドライン
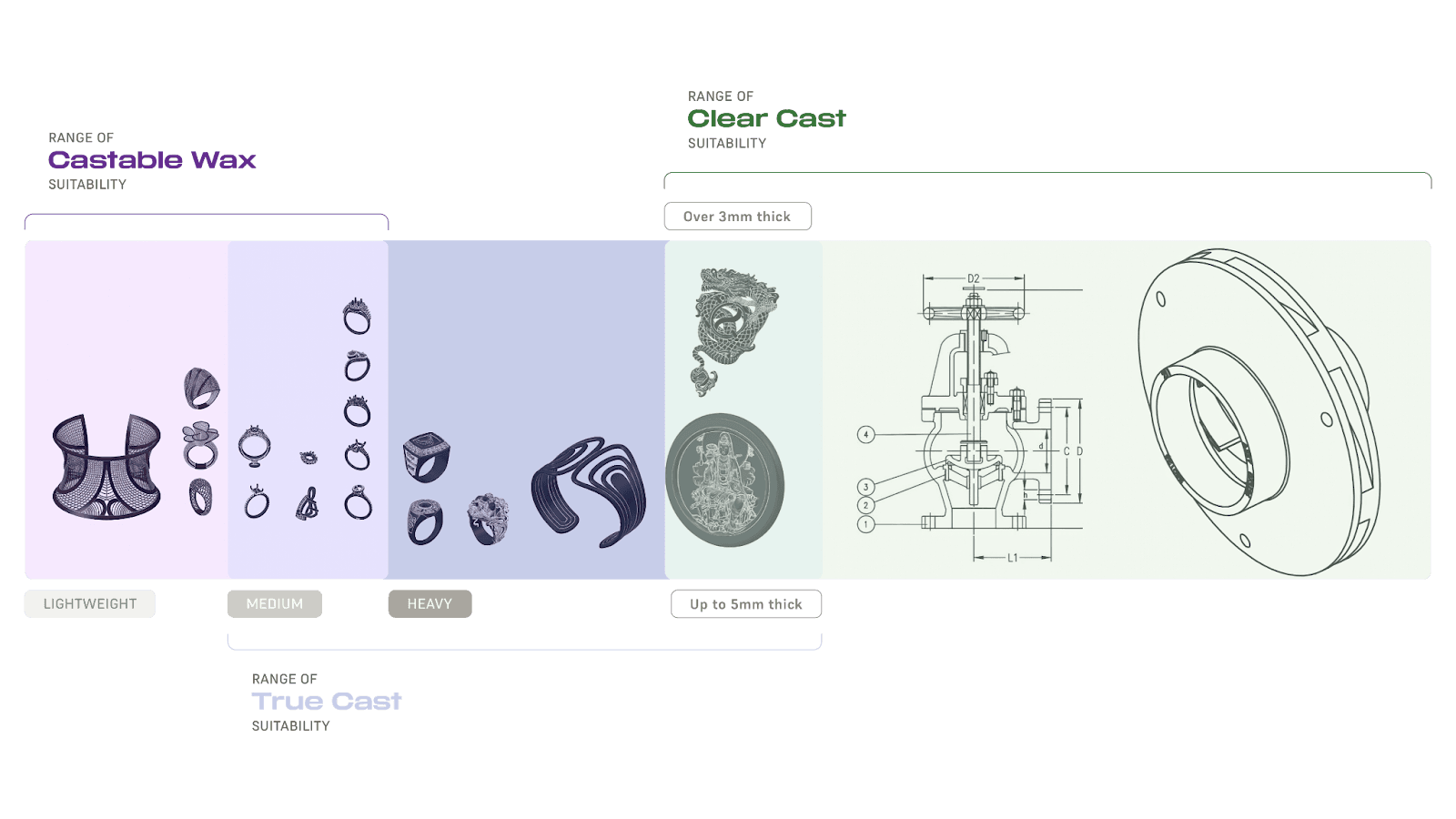
鋳造用のレジンを選択する際は、各材料の鋳造特性を考慮する必要があります。小型のパーツや線条細工については、Castable Waxレジンをご使用ください。中程度から重量のあるジュエリーや小型のエンジニアリング用部品には、True Castレジンをお使いください。より大きなインベストメント鋳造には、Clear Castレジンをご使用ください。
工業用インベストメント鋳造で使用する破壊型の原型は、セラミックのスラリーに浸す時の圧力に耐えられる強度がありながら、焼成時にしっかりと燃えて流れ出る程度の薄さに留める必要があります。薄肉構造にすることで、焼成時の熱膨張によるひび割れを防止できます。ソフトウェアを使ってパーツの中を空洞にし、内部にラティス状の足場を組んで強化することもできます。ラティス構造にすることでモデルの外側を支え、反りを防ぎ、薄肉構造でもプリントが可能になります。湯道は原型の一部として3Dプリントすることも可能です。高品質の鋳造のためにはラティス構造が必須となるため、パーツの大部分の厚みが⅛インチまたは3mm以下にならないよう設計することを推奨します。
CADソフトウェアで部品を設計した後、CADファイルをラティス化ソフトウェアにインポートし、外側シェルやラティス構造、水抜き穴の設定を決めます。薄肉構造にすることで鋳造の成功率が高まる一方、造形失敗のリスクが高まり、部品が脆弱になる可能性があります。
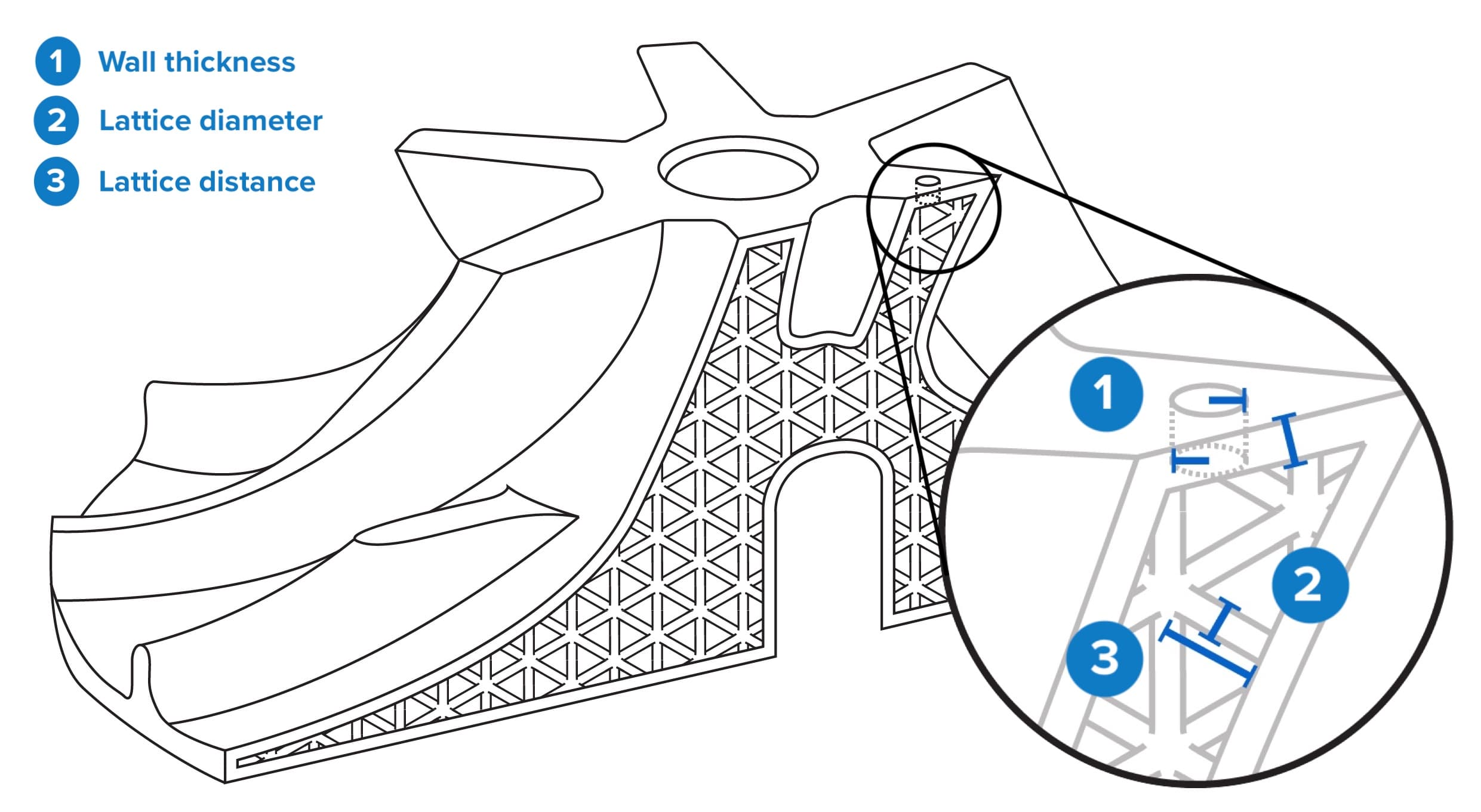
推奨されるプリントの特徴
| 壁の厚さ | ラティス直径 | ラティス距離 | |
|---|---|---|---|
| 確実性を非常に重視 | 1 mm | 1 mm | 3 mm |
| 確実性を重視 | 1 mm | 0.50mm | 3 mm |
| Common | 0.75 mm | 0.75mm | 3 mm |
| 推奨 | 0.5mm | 1 mm | 3 mm |
| ディテールサイズ | 0.5mm(標準) | ||
| 穴のサイズ | 2mm(最小、必要に応じて増加) | ||
大きな厚肉パーツ
肉厚の大きなパーツを造形する場合、壁を中空にして造形することも可能です。例えば、ラティス生成ソフトウェアを使って壁を中空にし、ラティス構造にすることで、厚さ5mmの壁を持つ大きな像を造形することができます。
水抜き穴
水抜き穴は、カッピングによる造形失敗の可能性を低減し、造形品内部から液体レジンの排出を促します。
ラティス構造のモデルはファイルサイズ大きくなる傾向があり、その結果として造形準備やサポートの生成プロセスに時間がかかる可能性があります。ファイルサイズを小さくするため、エクスポートしたファイルを3MFに変換します。
Clear Castレジンを使った造形
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
PreFormをインストールまたは最新バージョンに更新してから、次のプリントジョブをセットアップしてください。
PreFormでプリント用にモデルを準備するには:仕上げ
Form Washやその他の洗浄装置は設定時間に基づいて庫内の溶剤を撹拌して造形品を洗浄し、洗浄が終わると造形品を溶剤から取り出します。お使いの洗浄装置に関するサポート記事に記載されている手順に従って造形品を洗浄します。機械特性や生体適合性に関する要件に影響のある情報は、特に注意してご確認ください。
1度目の洗浄が完了したら、部品を乾燥させ、圧縮空気でラティス構造内部をクリーニングします。その後、造形品を再度洗浄し、内部に残っているIPAやレジンを可能な限り圧縮空気で取り除き、完全に綺麗な状態にします。IPAやレジンが造形品に滞留すると、シェルがバタつくなどして鋳造での使用に適さなくなることがあります。
二次硬化の要件
Clear Castレジンの最適な機械的特性を引き出すためには二次硬化が必要です。サポート材を取り外すタイミングを決める際は、Formlabsのベストプラクティスに従ってください。二次硬化の推奨事項については、使用している装置のサポート記事をご参照ください。
造形品の後処理は、サポート記事サポート痕の除去方法およびサポート材の除去方法(上級編)の手順に従って行ってください。
原型の準備
備考:
ワークフローの詳細な手順については、ホワイトペーパーをご覧ください。
排水穴のパッチ処理
排水穴のパッチ処理には主に3つの方法があります。

パッチで穴を塞ぐときは、最後の穴に圧縮空気を吹き込み、すべての穴が完全に塞がれているかどうかを確認します。
複数のパーツを接合する
設計がプリンタのビルド容積を超える場合、鋳造前に複数のパーツを接合する方法として、以下のような選択肢があります。
バーンアウト
パターンの組み立て、シェルの作成、バーンアウトについては、通常の手順に従ってください。Formlabsでは、焼成時は1300〜1650°F(700〜900°C)の高温で2時間一気に焼き付けるフラッシュ焼成を推奨しています。造形品に膨張や反り・座屈が発生したり、シェルにひびが入ることが多いため、オートクレーブでの脱脂は行わないでください。焼成後、シェルモールドにひび割れやバリがないか確認し、原型の残留物として残った灰を吹き飛ばします。

通常の手順に従って鋳造と仕上げを行います。