備考:
True Castレジンの性能や詳細な特性に関しては、安全データシート(SDS)およびテクニカルデータシート(TDS)を参照してください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
True Castレジンは、繊細なジュエリーや厚さ5mmまでの複雑なエンジニアリング部品の精密鋳造にお使いいただけます。True Castレジンでプリントした造形品は、幅広い鋳造手順や条件に対応可能で、優れたディテール表現と滑らかな表面品質を実現します。
信頼性、品質、多用途性に特化して開発されたTrue Castレジンは、幅広い焼成スケジュールにも組み込むことが可能です。熱膨張率が低く収縮も最小限、かつ灰分含有量が0.03%のため焼成時も綺麗に燃え尽き、鋳造結果として優れた品質を提供します。

備考:
True Castレジンの性能や詳細な特性に関しては、安全データシート(SDS)およびテクニカルデータシート(TDS)を参照してください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
最適な用途:
不向きな用途:
True Castレジンを使ってプリントする時は、積層ピッチを25ミクロンまたは50ミクロンに設定してください。FacebookのFormlabsジュエリー/鋳造グループにご参加いただくと、この材料を使ったプリントのピアサポート(ユーザー同士によるサポート)を受けられます。
必要な備品
Formlabsの販売製品:
した、サードパーティの販売製品:
ワークフローの概要
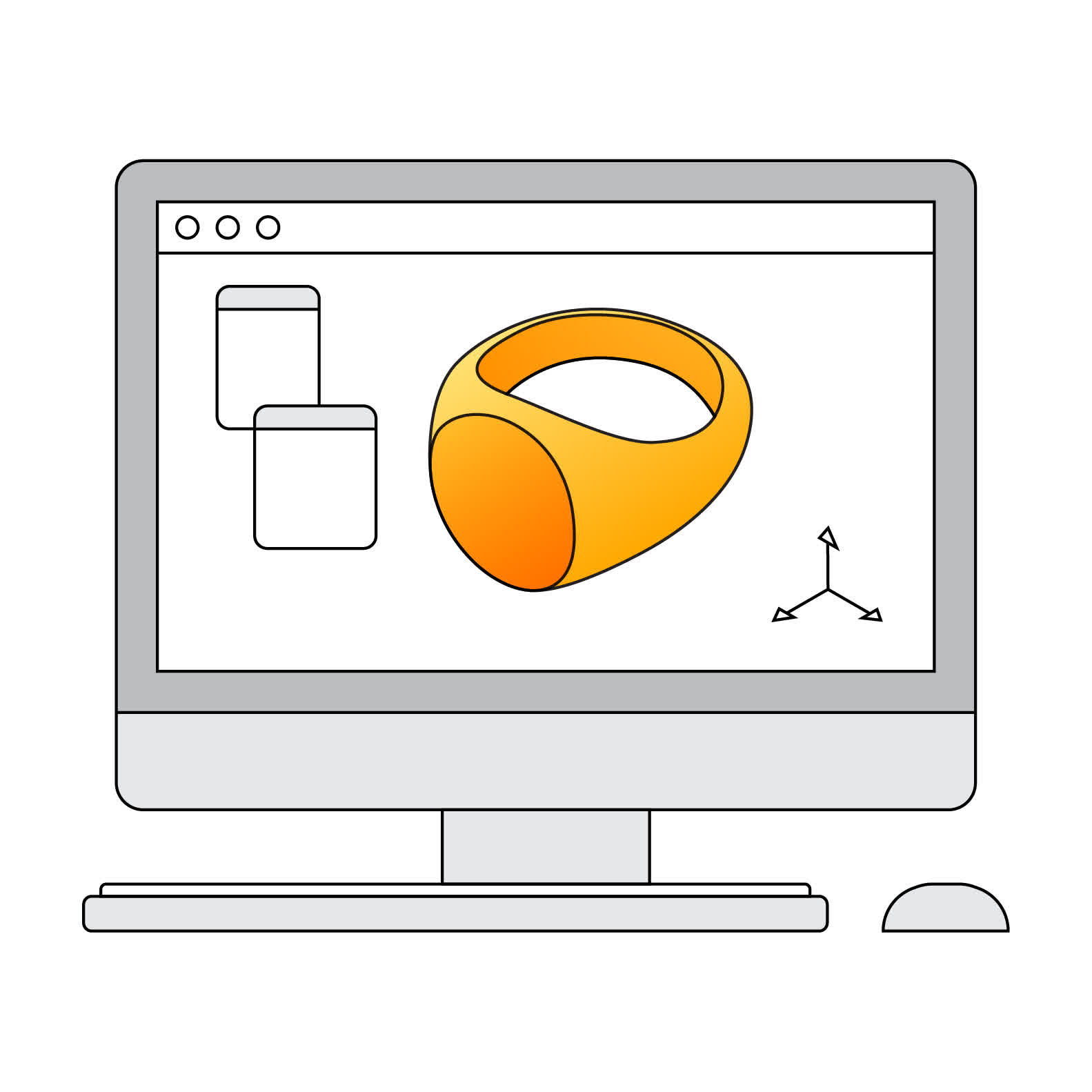
1 - 原型の設計
CADソフトウェアを使って原型を設計します。 |
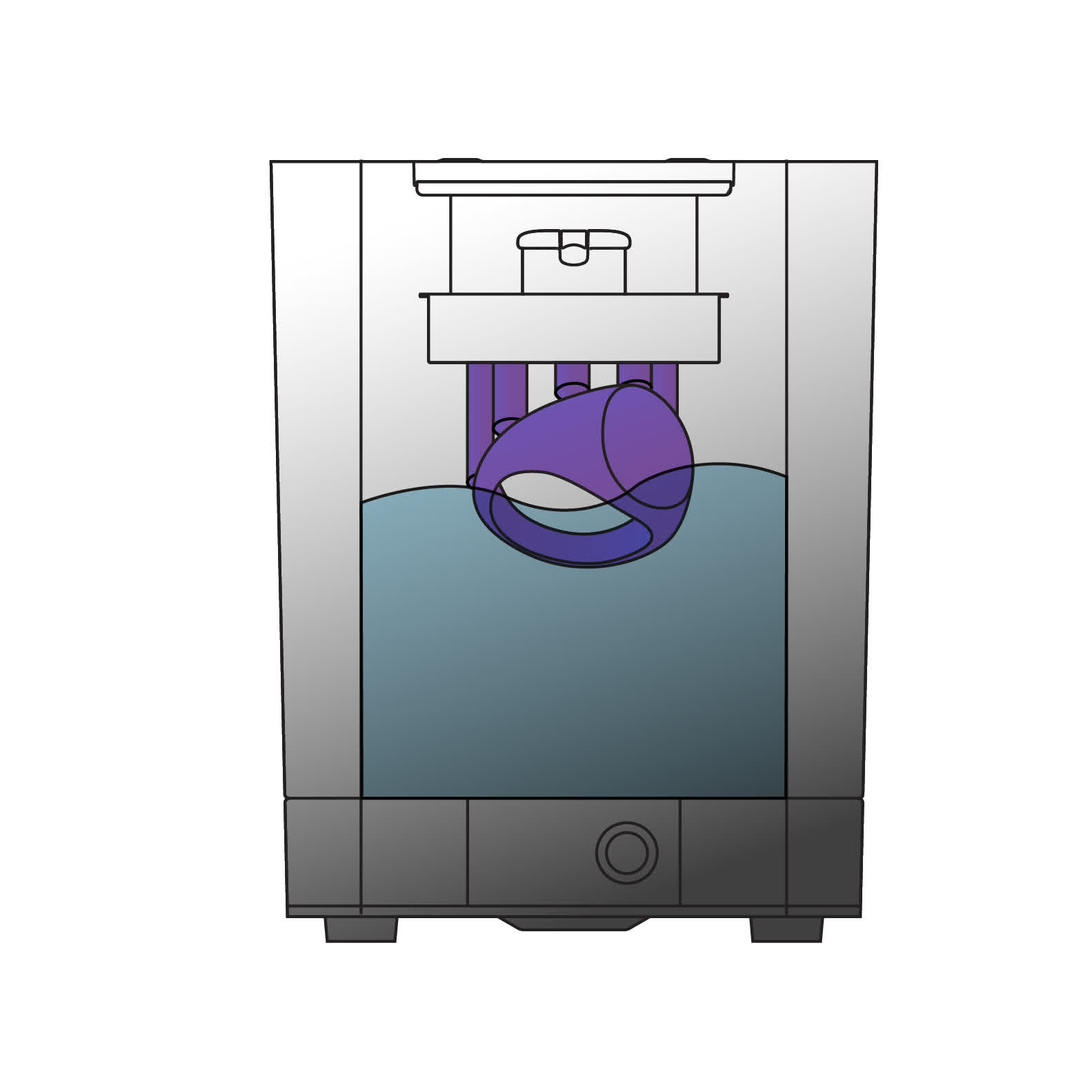
2 - 予熱と混合
プリント前にレジンを予熱して混ぜ合わせ、ワックス成分を完全に液化させ均一に分散させます。 |
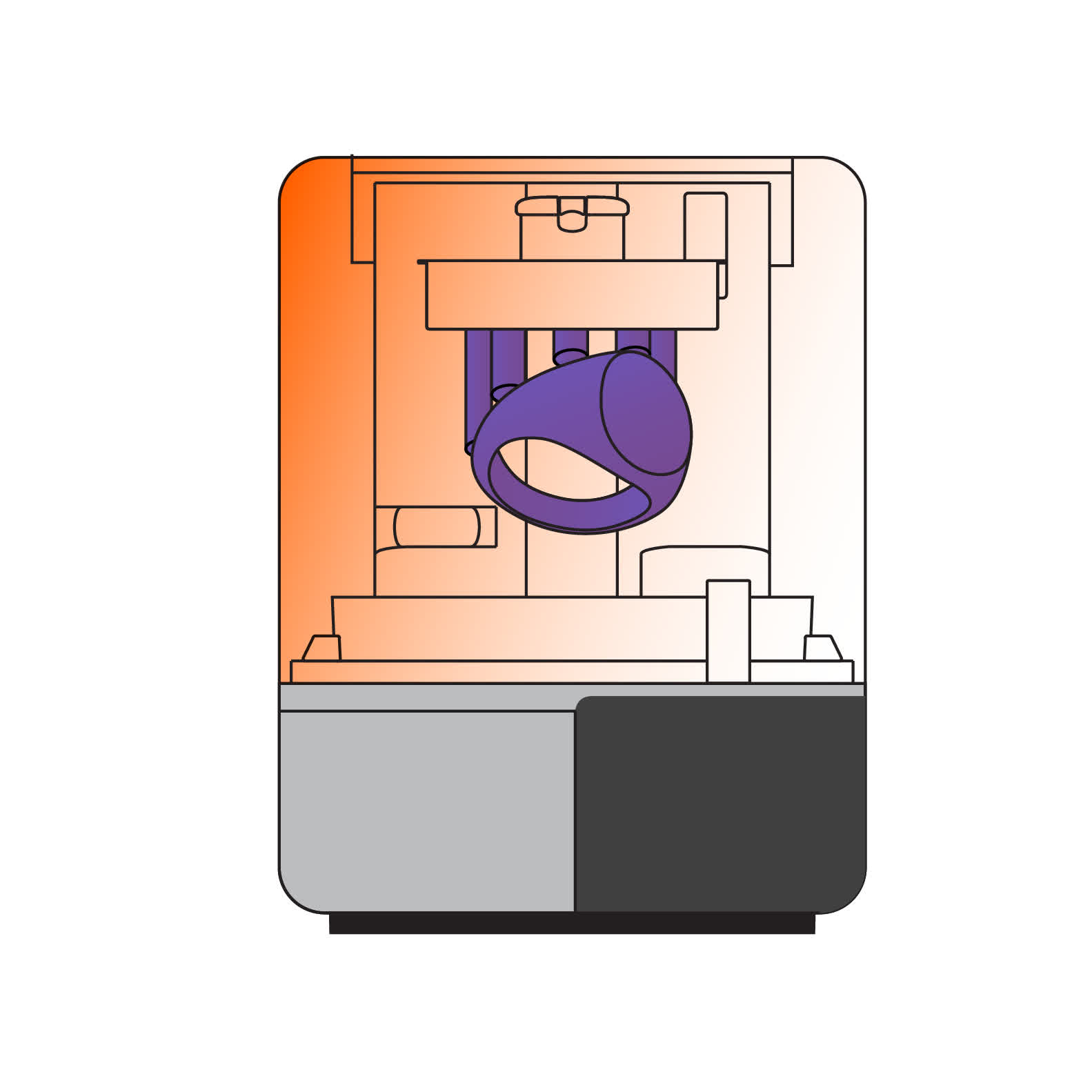
3 - 原型を3Dプリント
Formlabsの定める手順に従い、True Castレジンを使って3Dプリントします。 |
4 - 原型の洗浄
プリントした原型をIPA(イソプロピルアルコール)で4分間、未硬化レジンがすべて除去されるまで徹底的に洗浄します。清浄なIPAで再度すすぎ、原型が完全に綺麗になったことを確認します。造形品に未硬化レジンが残っていると、鋳造欠陥の原因となることがあります。 |

5 - 圧縮空気で乾燥
圧縮空気を使用して、造形品を完全に乾燥させます。これにより、鋳造前に造形品に未硬化レジンやIPAが残っていない状態にします。 |

6 - 原型の二次硬化
最良の鋳造結果を得るために、プリント中に開始された重合反応を完了させるため、造形品を二次硬化します。これにより、原型の強度と堅牢性が向上し、鋳造プロセス中の欠陥が減少します。 |
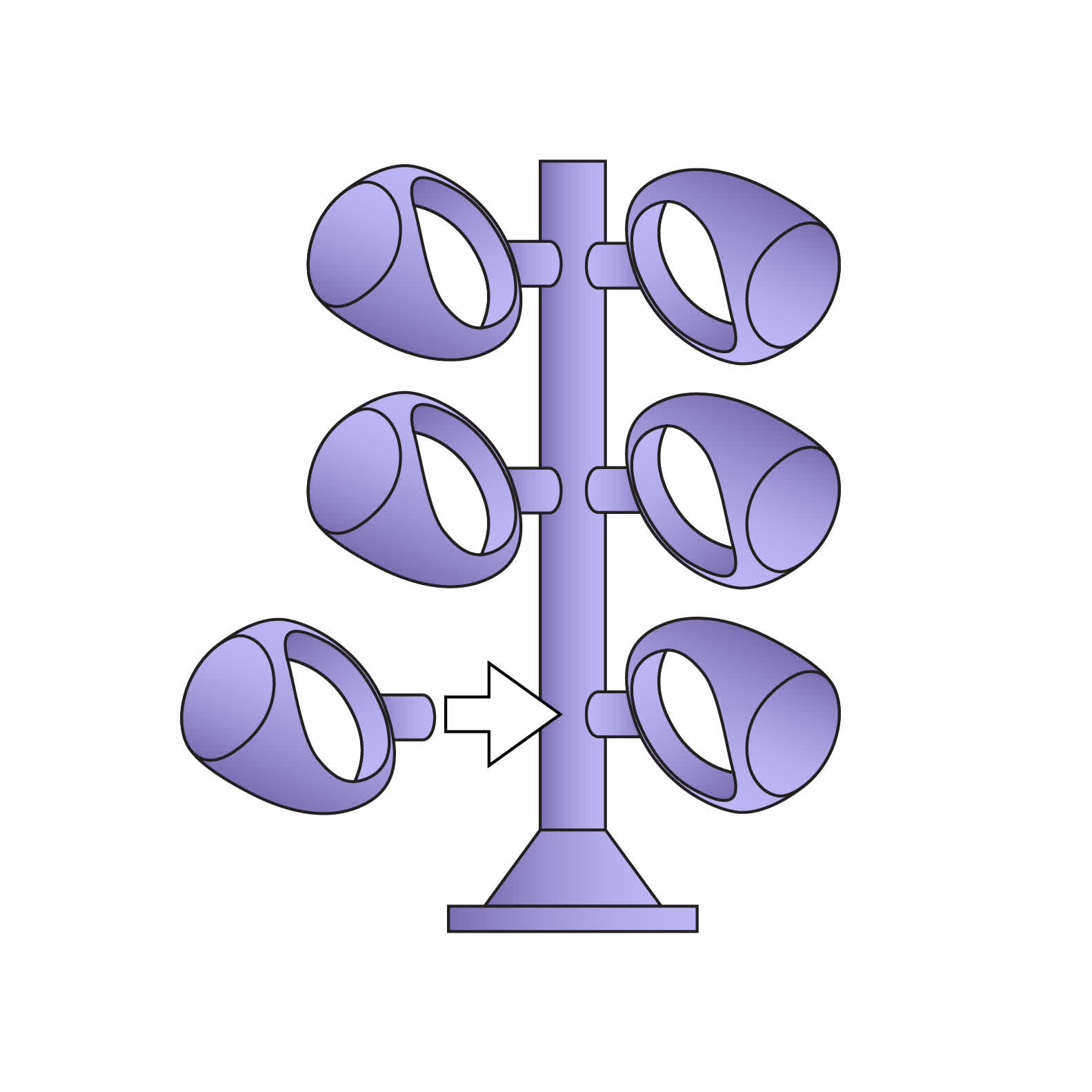
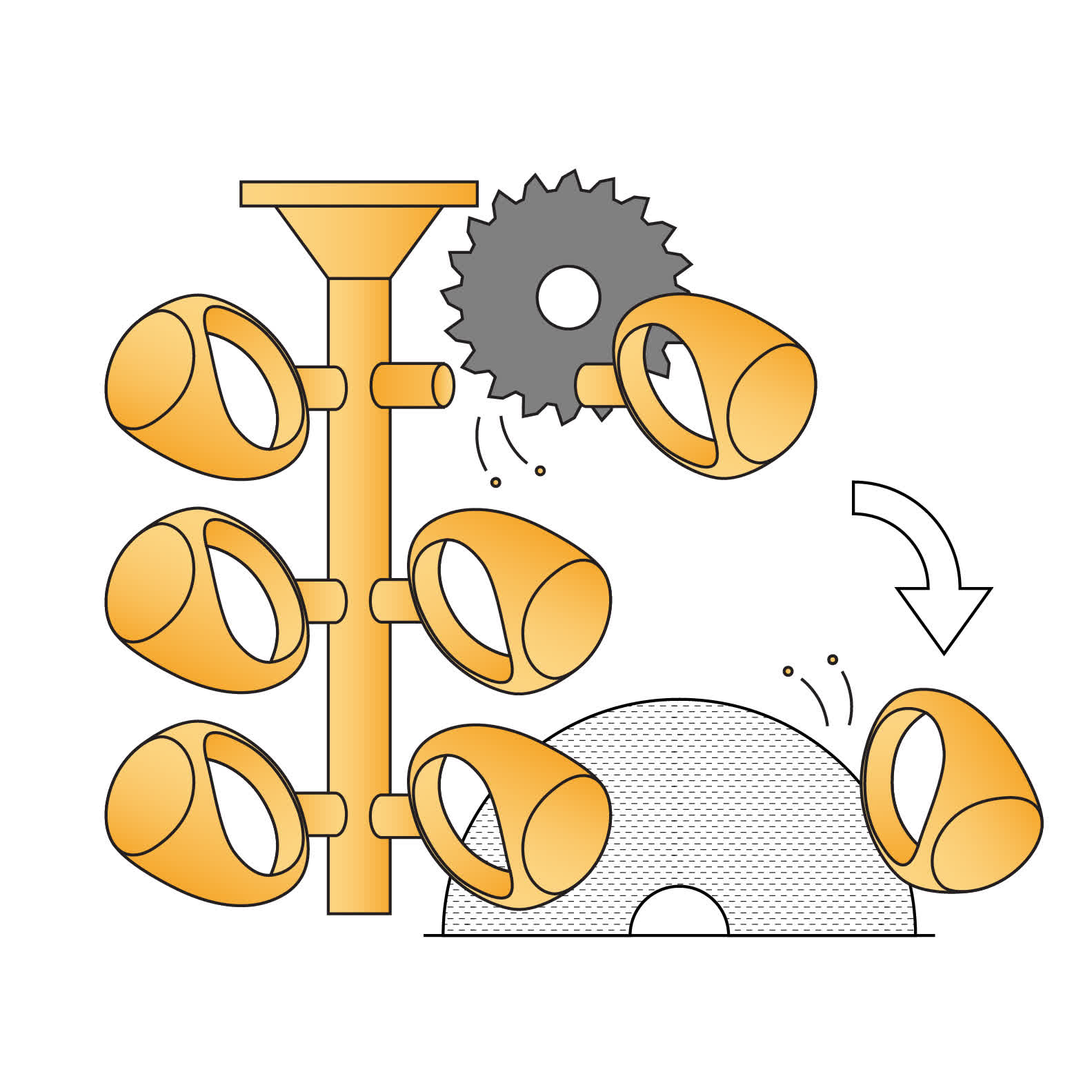
7 - スプルーツリーを作る
鋳造のために、プリントした原型をスプルーワックスでワックスツリーに取り付けます。鋳造用フラスコにツリーを取り付ける |
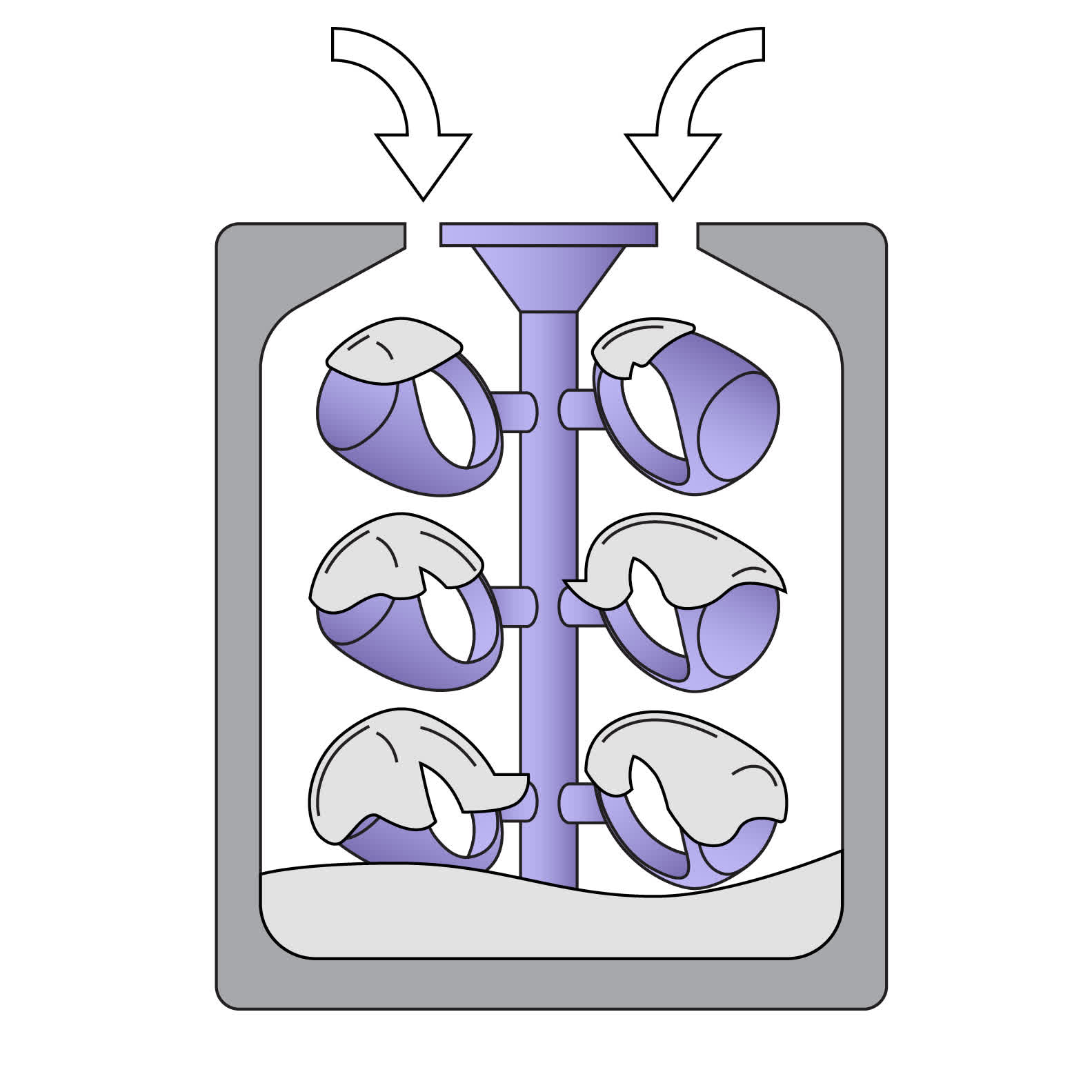
8 - 鋳型を準備する
インベストメントメーカーの指示に従い、インベストメントと水を混ぜ合わせます。インベストメントをゆっくりとフラスコに注ぎ込みます。 |

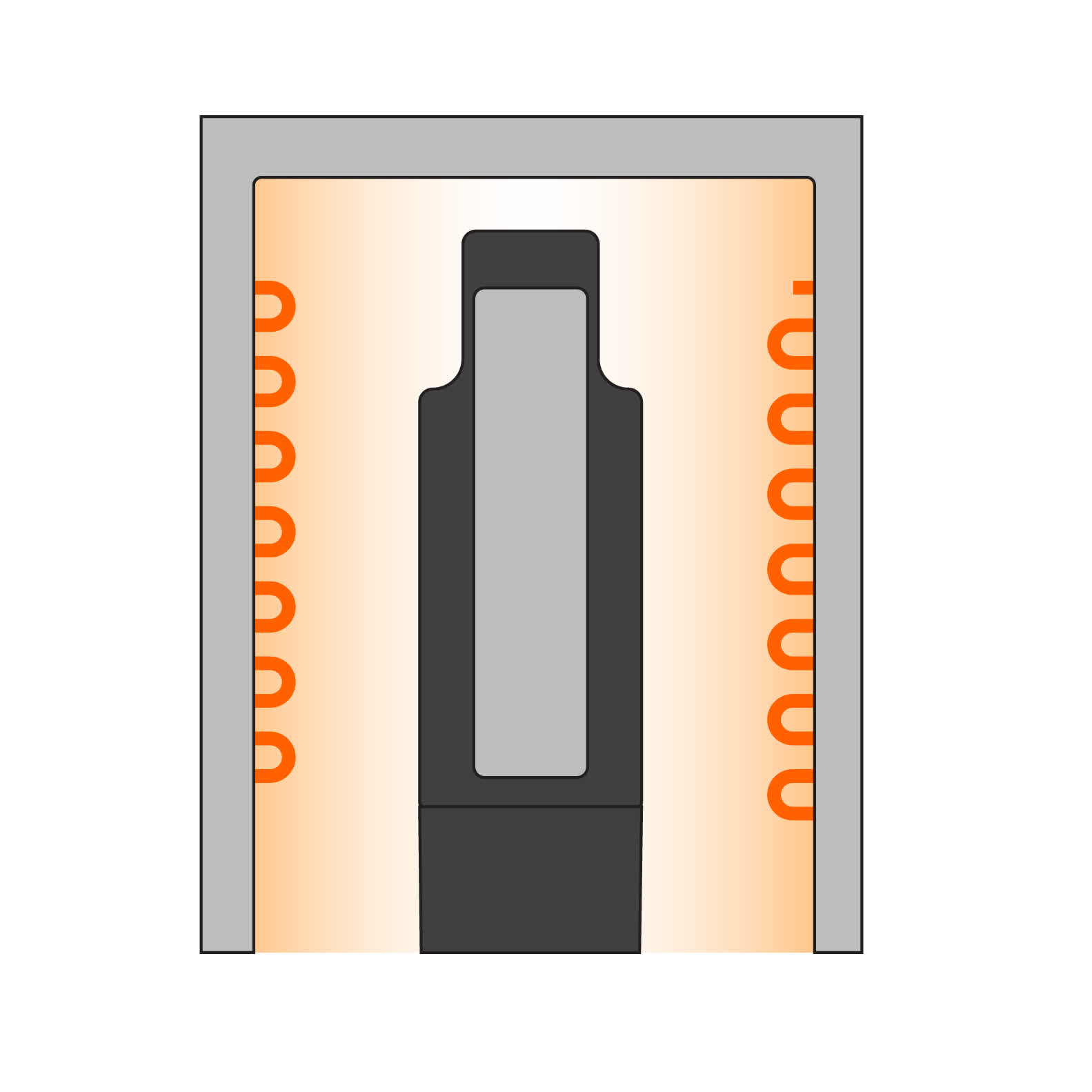
9 - 焼成
フラスコを炉に入れ、インベストメント材料メーカーの推奨焼成スケジュールに従って焼成を行います。 |
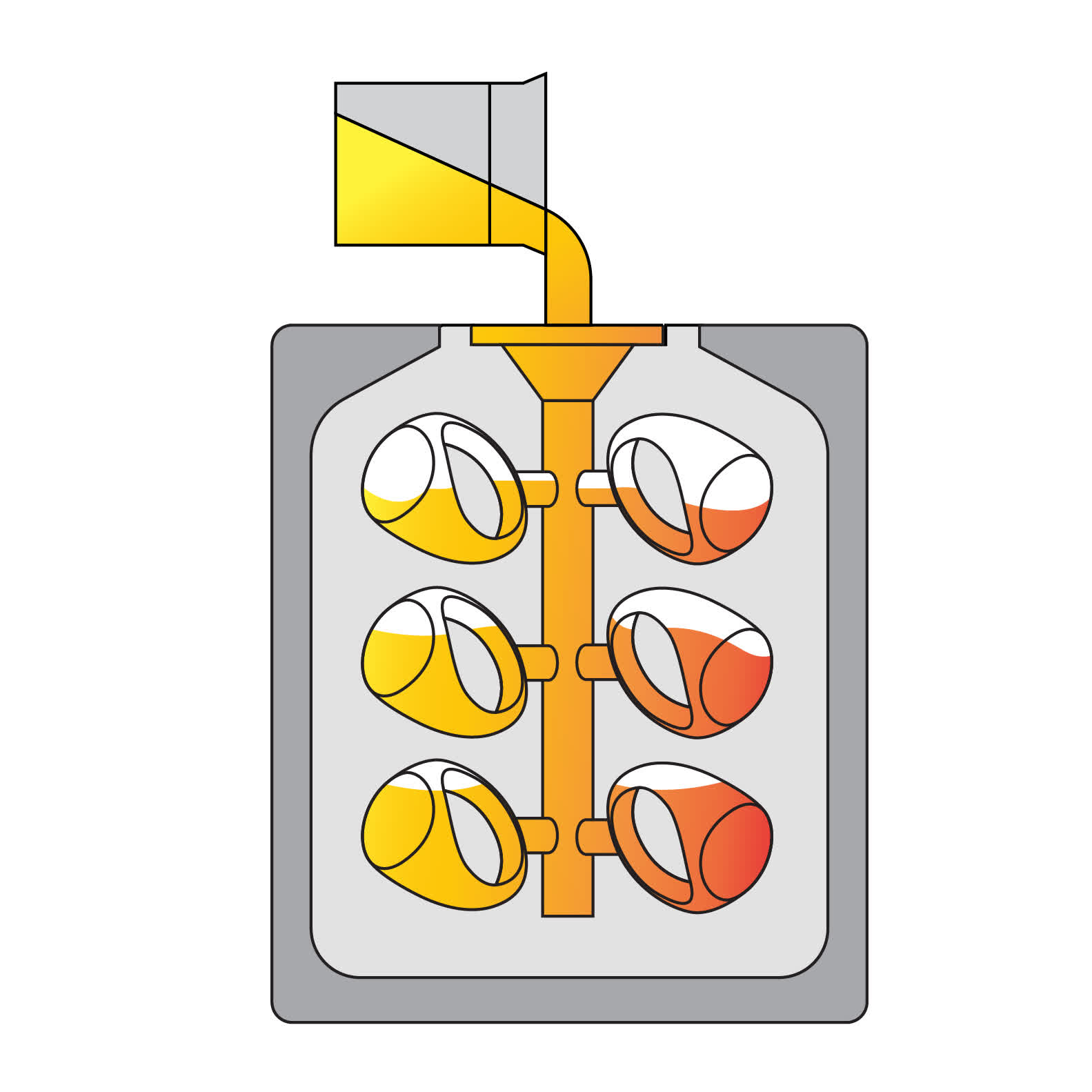
10 - 鋳造
金属材料をフラスコに流し込みます。 |
11 - 鋳造品の回収
鋳造品をツリーから取り外し、必要に応じてサンドブラストで残っているインベストメントを除去します。 |
12 - 仕上げ
後処理と必要に応じて仕上げ処理を行います。 |
プリント開始前
True Castレジンはワックスを含む材料で、室温で保管すると時間とともに固まります。これはTrue Castレジンの通常の特性であり、期限切れのサインではありません。
Formlabsでは、レジンの分離を防ぐため、週1回または必要に応じてカートリッジ内のレジンを温めることを推奨しています。レジンを加熱するには、以下の加熱方法のいずれかを選択します。
備考:
レジンカートリッジを直接水の中に入れないでください。レジンカートリッジを水に浸すとRFIDシールが損傷し、プリンターがカートリッジを正しく検出できなくなることがあります。
備考:
Formlabsレジンカートリッジを電子レンジに入れないでください。RFIDシールが損傷し、プリンターがカートリッジを正しく検出できなくなることがあります。
レジンが温まったら、レジンカートリッジまたはボトルを30秒間しっかりと振り、ワックスをレジンに完全に馴染ませます。温かいレジンは粘度が低くなっているため、ステイニングが発生しやすくなる場合があります。取扱いにご注意ください。
Formlabsは、Formlabsレジンタンク内に入っているTrue Castレジンを再加熱することは推奨していません。事前準備プロセス中にプリンターがレジンタンクを加温するため、レジンの粘性が薄まり液化します。サードパーティ製レジンタンクの場合、ワックスが固まるのを防ぐため、ユーザーは当該レジンを使用しない時はタンクからTrue Castレジンを取り出しておく必要があるかもしれません。
設計ガイドライン
鋳造で成功するには技術と美的感覚の両方が必要です。良好な結果を得るためには、鋳造する製作物の設計内容は、材料特性と同じぐらい重要です。製作する宝飾品の個々のフィーチャーのデザイン、インベストメント内での材料の流れと造形設定に注意を払う必要があります。プロング、線条細工、デボス加工、表面、エンボス加工、ミル打ちなどの一般的なジュエリーのフィーチャーとして最適な設計パラメータについては、Formlabsの技術資料ジュエリーの3Dプリント:基本的な設計パラメータ、サポート材と方向づけ)[[英語]] [[ドイツ語]] [[フランス語]] [[イタリア語]] [[中国語]]をご確認ください。
造形機能に関する推奨事項
True Castレジンで造形する場合、Formlabsでは壁の厚さを500ミクロンから5mmの間で設計することを推奨しています。
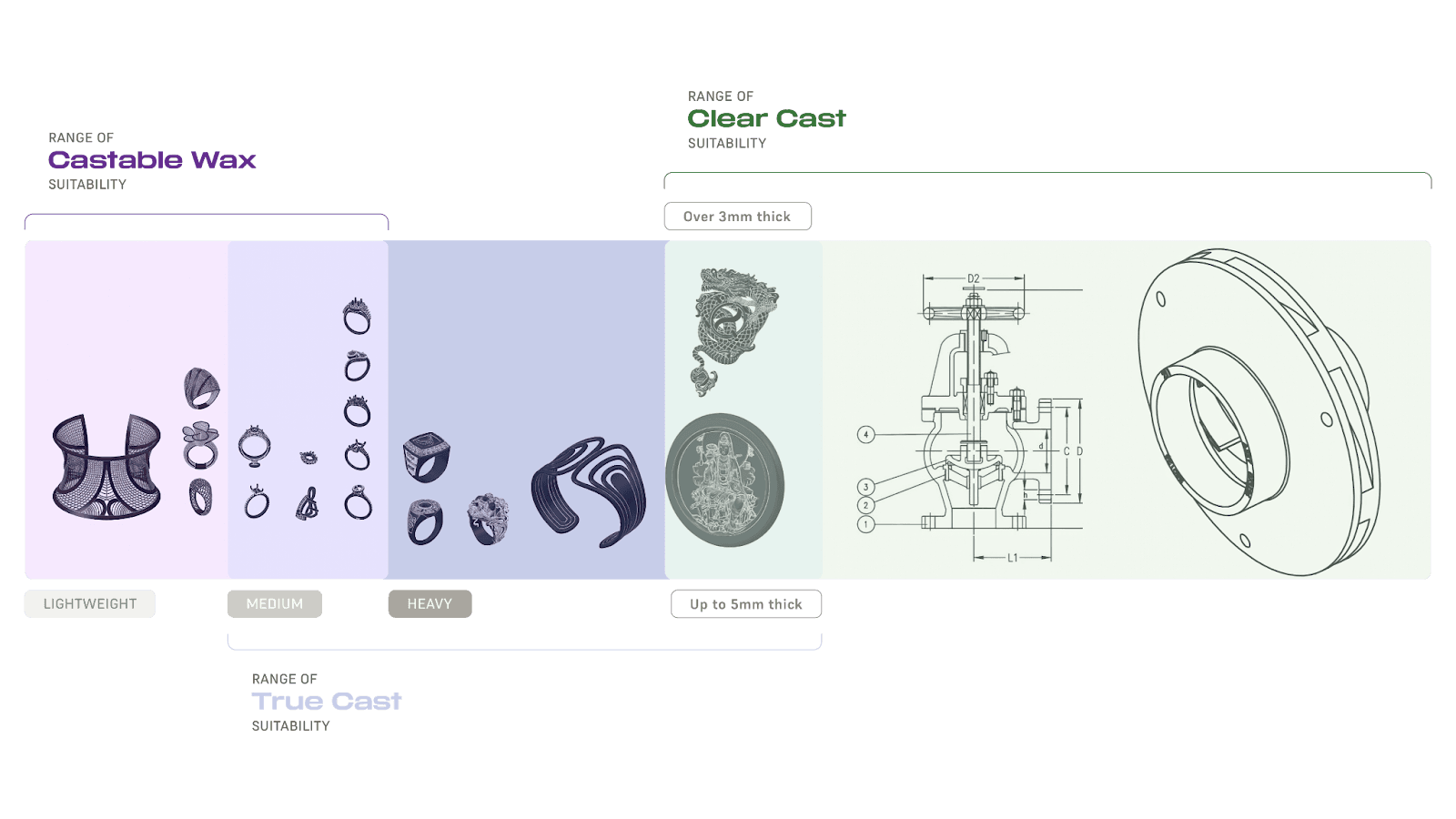
鋳造用のレジンを選択する際は、各材料の鋳造特性を考慮する必要があります。小型のパーツや線条細工については、Castable Waxレジンをご使用ください。中程度から重量のあるジュエリーや小型のエンジニアリング用部品には、True Castレジンをお使いください。より大きなインベストメント鋳造には、Clear Castレジンをご使用ください。
インベストメントの破損を防ぐ
表面が滑らかなモデルをデザインします。鋭い角やエッジは避けます。縁が尖がっていると、溶融金属の乱流を増やすだけでなく、鋳型内に蓄積する膨張応力を高めることにも繋がります。
膨張応力が集中するとインベストメントの破損を引き起こします。デボスやストーン用の穴など、鋳造品の空洞部分が埋まると、インベストメントの破損の傾向があります。インベストメント破損は通常、粗い鋳造面またはインベストメントの破片から生じるピッティング(孔食)に伴って発生します。