
SLA光造形方式は、幅広い新材料で細やかなディテールと滑らかな表面を表現でき、等方性と水密性を備えた高精細な部品を製作できることから、非常に人気のある3Dプリント方式です。
とは言っても造形が終わった時点ではまだ100%の仕上がりではなく、多くの場合は後処理が必要です。造形品は必ず洗浄が必要で、短時間の二次硬化が必要な材料も多くあります。これら2ステップは、Formlabsが提供するForm Wash & Form Cureやさらに大容量のForm Wash L & Form Cure Lなどの後処理装置で合理化することが可能です。
さらに、後処理の後にやすりがけやコーティング、電解めっき処理、ブラスト処理などの表面処理を施すことでさらに洗練された仕上がりになります。後処理・表面処理によって、造形品にUV耐性を付加して屋外での使用に適する特性にしたり、金属やCerakoteなどのセラミックでめっき処理を施すことで機械的強度を強化するなど、様々な効果を得ることができます。
本ガイドでは、3Dプリントの後処理について、利用可能な様々な方法や用途別に選ぶべき方法などを詳しくご紹介します。

無料相談セッションのご予約
3D プリントのエキスパートに一対一でご相談いただける相談セッションをご用意しています。ROI 分析やテスト・プリントなどを通して、お客様のビジネスに最適なソリューションを一緒に考えましょう。
SLA方式の後処理の基礎
洗浄
SLA光造形の後処理工程の基本となるのが、アルコールやエーテルで造形品を洗浄して表面に付着している余分なレジンを取り除く作業です。洗浄は手動でも自動でも行え、手動の場合は造形品を溶剤に浸し、自動の場合は専用の装置の中でプリセットした洗浄時間で溶剤を撹拌します。最も簡単で効果的な洗浄方法の詳細は以下の通りです。造形品を洗浄することで、塗装や染色、スムージング、研磨など次の処理工程に備えます。
SLA光造形品の洗浄のヒント:
- Formlabsでは、光造形品をイソプロピルアルコール(IPA)、Formlabs Resin Washing Solution、トリプロピレングリコールモノメチルエーテル(TPM)のいずれかで洗浄することをお勧めしています。この中で最もよく知られているのはIPAですが、不燃性のFormlabs Resin Washing SolutionはIPAの代わりとしてどんな作業環境でも安全にお使いいただける溶剤です。溶剤が飽和してしまう前にIPAの2倍のレジンを溶解できるため、造形品1点あたりにかかる洗浄コストも削減できます。
- Form WashやForm Wash Lなどの後処理装置は庫内で溶剤を自動的に撹拌し、溝や凹みのある形状、またはシボ加工が施されている造形品も効果的に洗浄できます。手動による洗浄で同程度の効果を得るには、ユーザーが溶剤をかき混ぜる必要があります。 マイクロ流路など非常に狭い溝のある形状の場合、その中でレジンが硬化して溝を埋めてしまわないよう、溝に入り込んだレジンを取り除くためにシリンジなどが必要になる場合があります。
- 造形品によっては、完全に綺麗にするためにはIPAやTPMの中で2回ほど洗浄が必要なものもあります。製造量の多い現場では、洗浄工程をより効率的にするために「クリーン」洗浄と「ダーティ」洗浄という2段階の工程を設けているところもあります。すべての造形品に対してまず「ダーティ」洗浄(洗浄用溶剤に造形品を手動で浸して洗浄)を行い、その後新しいIPAでより徹底して洗浄を行います(この「クリーン」洗浄はForm WashやForm Wash Lで行われることがよくあります)。
- Formlabsでは、Formlabsのデスクトップサイズプリンタの造形品にはForm Washを、大容量SLA光造形プリンタの造形品にはForm Wash Lを使用して洗浄を自動化することをお勧めしています。
- 材料によっては異なる材料の造形品と一緒に洗浄できるものもありますが、イソプロピルアルコール(IPA)に浸すことで分子が分解し、造形品の色や表面品質、性能に影響が出る恐れがあるため別個に洗浄した方が良い材料もあります。以下の表では、最高の仕上がり、または生体適合性ガイドライン遵守のために一緒に洗浄が可能なレジンの詳細をまとめました。
| 明るい色 | 暗い色 | 生体適合性 | その他(別々に洗浄) |
|---|---|---|---|
| Clearレジン、Whiteレジン、Rigid 4000レジン、Rigid 10Kレジン、Durableレジン、Elastic 50Aレジン、Flexible 80Aレジン、High Tempレジン | Blackレジン、Greyレジン、Grey Proレジン、Fast Modelレジン、Draftレジン、Precision Modelレジン、Modelレジン、Tough 2000レジン、Tough 1500レジン、Flame Retardant(難燃性)レジン | Biomed Whiteレジン、Biomed Blackレジン、Biomed Clearレジン、Biomed Amberレジン、BioMed Durableレジン、BioMed Elastic 50Aレジン、BioMed Flex 80Aレジン、Surgical Guideレジン、Dental LT Clearレジン、Dental LT Comfortレジン、Custom Trayレジン、IBT Flexレジン、Temporary CBレジン、Permanent Crownレジン、Premium Teethレジン、Denture Teethレジン、Denture Baseレジン | ESDレジン、カラーキット、Colorレジン、True Castレジン、Castable Waxレジン、Castable Wax 40レジン、Silicone 40Aレジン*、Alumina 4Nレジン** |
* Silicone 40Aレジンは、80%のIPAと20%の酢酸ブチルの混合液で洗浄する必要があります。Form Washを使用する場合は、ウォッシュバケットに2Lの酢酸n-ブチルを加え、IPAを最大充填ラインまで充填します。
** Alumina 4Nレジンは別途洗浄が必要です。ひび割れの原因となるため、Alumina 4Nレジンでプリントした造形品を水やIPAに接触させないでください。Alumina 4Nレジンの洗浄には、専用の洗浄液であるCeramic Wash Solutionのみご使用ください。
二次硬化
SLA光造形でプリントしたばかりの造形品は、重合反応が完了していない場合があります。つまり、造形品の材料特性が最終的な状態に達しておらず、特に荷重がかかる硬質部品などの場合、そのままの状態では期待通りの性能を発揮できない可能性があります。造形品に光と熱を当てる二次硬化と呼ばれる工程を通すことで、材料特性をしっかりと引き出すことができます。
SLA光造形品の二次硬化のヒント:
- Formlabsのスタンダードレジンについては、二次硬化は必須ではありません。Rigid 10Kレジンなどその他のレジンについては、機械的特性を最大限に引き出すために二次硬化が必要です。
- 生体適合性材料の場合、規制当局が定める安全基準を満たすために二次硬化は必須です。
- それぞれの材料によって決められた時間の二次硬化プロセスが必要です。Form Cure(第2世代)、Form Cure(第1世代)、Form Cure Lで各材料を二次硬化する際の最新の推奨硬化設定については 、Formlabsの公式ウェブサイト で入手できます。
Formlabsは、自社製レジンを短時間に一貫性のある仕上がりで二次硬化を行う独自のソリューションとして、デスクトップサイズと大容量サイズのSLA光造形3Dプリンタ用に、Form CureとForm Cure Lを開発しました。Form CureやForm Cure Lなどの後処理装置を使用することで、SLA光造形で3Dプリントした造形品に対し、適切な波長のUV光と温度、時間で二次硬化を行えます。
やすりがけ、バフ研磨、振動研磨
SLA光造形品のやすりがけは、エッジをなめらかにしたり、表面の傷やサポート材の跡を除去するのに最適な方法です。造形品の形状がシンプルな場合は手作業によるやすりがけが効果的ですが、深い隙間や内部にサポート材が必要な複雑な形状の場合は、不可能または非常に困難になる可能性があります。このような場合には、ブラスト処理や研磨が効果的です。
SLA光造形品をやすりがけする際は、まずは粗目のサンドペーパーを使用し、その後少しずつ目を細かくしていくことをお勧めします。例えば、3000番のサンドペーパーでやすりがけをすると、滑らかで光沢のある表面に仕上がります。その後徐々に目を細くしていき、希望する質感に仕上がるまでやすりがけを続けます。12,000番程度になると、表面に光が反射するようになります。上手く行かない場合は、水を流しながらやすりがけをしたり、サンドペーパーを濡らしてからやすりがけを行うことで、硬質な造形品でも滑らかな表面に仕上がります。
プリント後、ビルドプラットフォームから取り出したSLA光造形品は、FDM(熱溶解積層)方式などその他の3Dプリント方式の造形品に比べて積層痕が非常に少なく、ほとんど目立たちません。つまり、FDM方式の造形品の表面を滑らかにするには、より長い時間をかけてやすりがけが必要になります。とはいえ、SLA光造形品でもガラスのように滑らかな仕上がりを望む場合、特に球体の場合は、やすりがけで表面の積層痕を完全に除去する必要があります。サンドペーパーの目を徐々に細かくしていくことで、どんなSLA光造形品の積層痕も完全に除去または目立たない程度にまで減らすことができます。
3Dプリントの造形品にやすりがけを行う主な理由の一つが、サポート痕を除去することです。3Dプリントに慣れてきたら、造形準備により多くの時間をかけ、造形品の重要な箇所にサポート材を追加せずにプリントできるよう、造形品の角度などを細かく調整してみることもお勧めです。例えば、胸像やモデルを3Dプリントする場合、モデルの顔部分にサポート材を必要としない角度でプリントすることで、やすりがけの手間が軽減されます。
希望通りの表面に仕上がったら、マイクロファイバークロスで造形品表面についている小さな傷やサンドペーパーの粉を除去します。
1つの造形品に対してやすりがけにかなりの時間がかかっている場合、造形品の洗浄後に鉱油をつけて擦るようにすると、非常に極めて滑らかな表面に仕上がります。他の表面処理方法と同じく、鉱油がどの程度仕上がりに影響するかは造形品の形状によって左右されます。複数の造形品でやすりがけを試し、最適な方法を探してみるとよいでしょう。
高品質かつ高精細なSLA光造形品を製作したい場合には、Formlabs Finishing Toolsで後処理工程を合理化して作業量とコストを削減し、より完璧な面とエッジの仕上がり、より高い表面品質と外観の美しさを実現できます。

SLA光造形方式3Dプリントのガイド
高精細3Dモデルを製作できる3Dプリンタをお探しですか?本技術資料をダウンロードして、SLA光造形方式が高精細なモデルの製作においてどれほど広く活用されているか、その仕組みも含めてご確認ください。
SLA光造形用の高度な表面処理
SLA光造形品にスムージング、コーティング、塗装などの高度な表面処理を施すことで、部品の面粗度、機能性、外観を向上することができます。どんな方法にもメリットとデメリットが両方あり、その大きさもそれぞれ異なりますが、材料の持つ特性との相性も大切です。表面処理に必要な機器や人材を追加して全てを内製化するか、他社に外注するかを含め、これらの工程の導入を検討している場合は、それぞれの作業工程に必要な設備コストと作業員に求められるスキルも考慮することをお勧めします。
以下の表に、SLA光造形品に対してそれぞれ異なる表面処理を施した場合の仕上がり予想と、導入にあたってのハードルの高さをまとめました。
| 方法 | 導入時のハードル(コストとノウハウ) | 機械的特性 | UV耐性 | 耐薬品性 | 表面硬さ | 色 | 導電性 |
|---|---|---|---|---|---|---|---|
| ブラスト処理 | 低 | ✔ | |||||
| 染色済みレジンを使ったプリント | 低 | ✔ | |||||
| プリント後に染色 | 低 | ✔ | |||||
| 塗装 | 低 | ✔ | ✔ | ||||
| セラミックコーティング | 高 | ✔ | ✔ | ✔ | ✔ | ✔ | |
| 電解めっき | 高 | ✔ | ✔ | ✔ | ✔ | ✔ |
これらの表面処理を順番に行うことで、造形品に複数の特性を追加することも可能です。本記事では、それぞれの処理方法を一つずつ解説しています。目指す表面品質が具体的に決まっていて、どのような表面処理を組み合わせれば実現できるのか検討中の場合は、弊社スペシャリストまでお問い合わせください。お客様のユースケースについて一緒に考えましょう。

3Dプリント用の高度な後処理技術
このウェビナーでは、セラコート、電解めっき、ベーパースムージングなど、3Dプリント品に施すことのできる11種類以上の高度な後処理方法をご紹介しています。
ブラスト処理
レジンの種類によっては、ブラスト処理で滑らかな表面と機械的特性の向上を実現できる場合があります。ブラスト処理の前と後でRigid 10Kレジンで製作した造形品に対して行った検証では、材料の破断伸びが70%、最大引張強さが35%、衝撃強さが180%向上しました。
小ロット量産の場合や大型部品に対して週に1〜2回程度しかブラスト処理が必要とされない場合には、何年にも渡って手作業によるブラスト処理が行われてきました。手作業のブラスト処理は、コストが安く複雑なインフラが不要なことが魅力です。
より製造量が多い場合には、市場で初めて手頃な価格を実現したFormlabsの自動ブラスト処理装置、Fuse Blastがお勧めです。SLS(粉末焼結積層造形)方式3Dプリント製品Fuseシリーズを完成させるべく追加された新製品ですが、SLA光造形品のブラスト処理にも使用できます。

University of Rhode IslandのRobotics and Imaging Lab(URIL)で行われた検証により、ブラスト処理によってエンクロージャの耐水圧性が向上した。

3Dプリント製水密エンクロージャの耐圧試験結果
本製品仕様では、検証結果の詳細と、手頃な価格で水密エンクロージャを3Dプリントでカスタム製作するガイドラインをご紹介します。
SLA光造形品の着色方法
Colorレジンでプリントする

Colorレジンはカスタマイズ可能なスタンダードレジンで、カスタム製造と品質チェックが行われる。
Colorレジンをご利用いただくと、SLA光造形プリンタでカスタムカラーのプリントが可能になります。ニュアンスのある中間色から彩度の高い鮮やかな色合いまで、他のFormlabsスタンダードレジンと同等のスピードと容易さで実現でき、ブランド、製品ライン、またはクリエイティブなビジョンに合った色を正確かつ均一に表現します。カスタムカラーはHexコードまたはRGBプロファイルで指定いただくか、オンラインのカラーピッカーからご選択いただけます。
Colorレジンでプリント後、造形品をForm Washで洗浄し、Form Cureで二次硬化を1分間行うことで、他のスタンダードレジンを使った造形時と同じように簡単に後処理を行うことができます。レジンに染料を混ぜ合わせる場合とは異なり、Colorレジンでは均一なカラーの部品を安定生産でき、カラーマッチングなども可能になります。さらに、Colorレジンを使用して直接プリントすることで、造形品の塗装にかかる時間や人件費の削減が可能で、より効率的なカラーパーツ生産を行えます。
ColorレジンV5は現在米国のみでのご提供となりますが、今後その他の地域へも拡大予定です。
染色済みレジンを使ったプリント

Clearレジンにアルコールインクを混ぜて3Dプリントした解剖モデル。
この工程では、1LのClearレジンにアルコールインクなどの染料を混ぜて着色し、カスタムカラーを作ります。色をつけたClearレジンをFormlabsの3Dプリンタに充填して造形すると、カスタムカラーの造形品を製作できます。アルコールインクはClearレジンに完全に溶けるため、一貫性のあるカラーで造形ができる理想的な染料です。着色したレジンを使って3Dプリントを行う場合、洗浄時にレジンに混ぜた染料が溶剤によって染み出すため、他の造形品と分けて洗浄することをお勧めします。洗浄液ごとにラベルをつけ、造形品にどの染料が使われているかを記録しておくことで、濃い色の染料が染み出した洗浄液でWhiteレジンの造形品を洗浄してしまうなどのミスを防ぐことができます。
カラーキットを使った造形
カラーキットは、Formlabsが提供する標準的なカラーミキシングパッケージです。カラーキットを使えば、仕上げや塗装などの手作業なしに、様々なカラーでの3Dプリントが可能になります。
ブティックシンセサイザーメーカーのBirdkidsは、豊富な材料とFormlabsカラーキットを使って3Dプリントで新製品を開発した際、新製品用のカラーパレットの試作を製作しました。

Birdkidsのチームはカラーキットを活用し、「ピーチ」というコンセプトのもと、様々なカラーの試作品を製作。
プリント後に染色
レジン全体に染料を混ぜることなく造形品に色をつけたい場合は、3Dプリント後の染色も可能です。色を変えたい部分を好みの色の染料に浸せばよく、1つの造形品を複数色で染めることもできます。
ClearレジンやElasticレジンなどは、他のレジンよりも染色しやすい材料です。アルコールと染料を混ぜ合わせた溶液を作り、そこにサポート材をつけたまま3Dプリント品を浸すことをお勧めします。SLA光造形品の染色の詳細については、製品仕様をダウンロードしてご覧ください。
アクリル塗料を使った着色

アクリル塗装が得意なら、3Dプリント品に命を吹き込むことも。
繊細なディテールを持つ複雑形状の造形品の場合、塗装による着色が可能です。塗装は時間のかかるプロセスですが、仕上がりは塗装を行う人の技量によって変わるため、ユーザーの創造性を存分に発揮できる方法とも言えます。造形品の洗浄・二次硬化後に塗装を行うため、洗浄用のIPAを他の造形品と分けて準備する必要もありません。
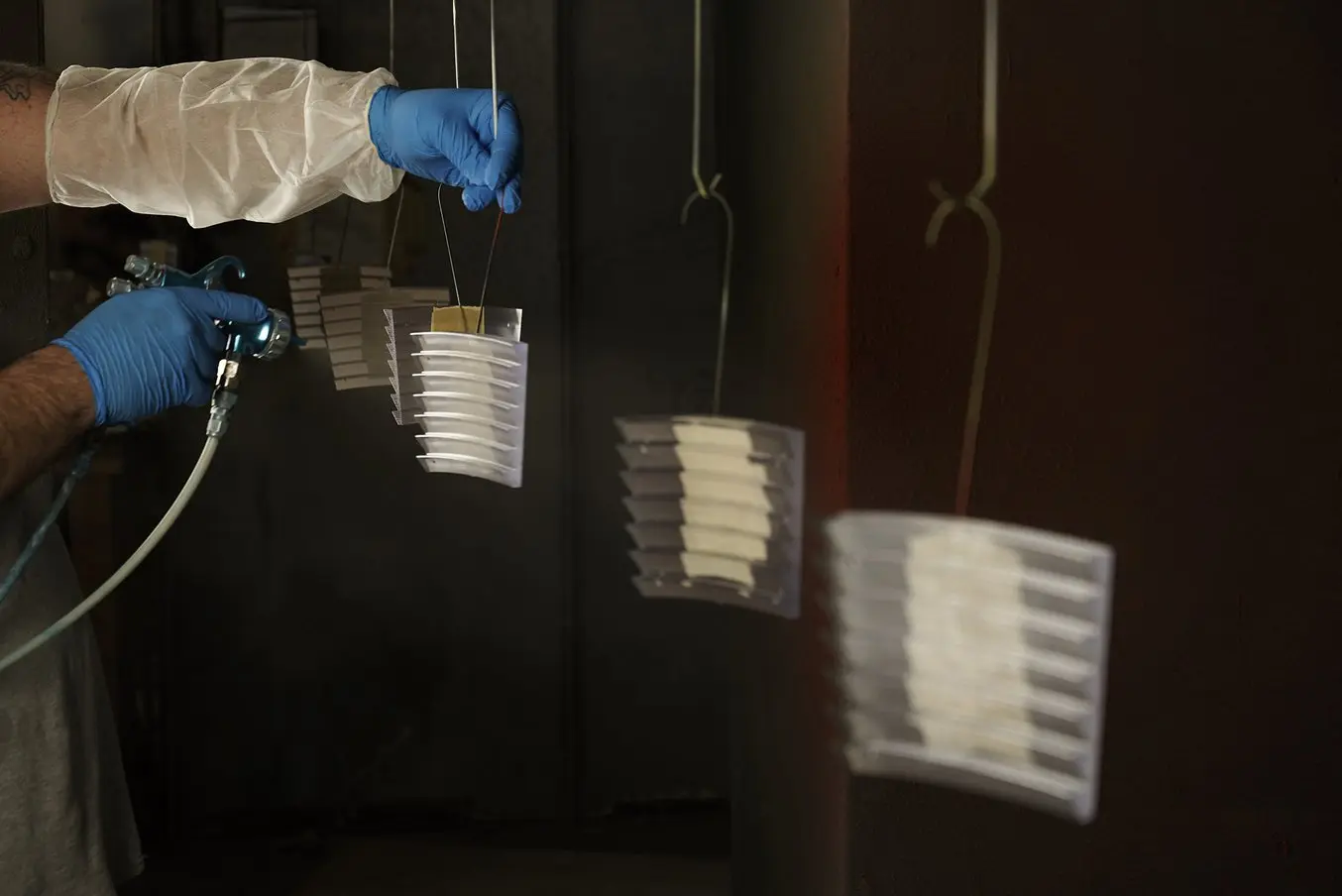
スプレー塗装
スプレー塗装は、特に大型または平坦な形状の造形品に便利で、滑らかな表面と深みのあるグラデーションを表現できます。スプレー塗装に慣れたユーザーなら、素早く終えることができます。コツはスプレーで塗料を薄く何層にも重ね、可能であれば一回のセッションで一気に行うことです。スプレータイプのプライマーを吹きかけることで、造形品の表面を素早く均一にコーティングできます。各塗装方法の詳細については、3Dプリント品の塗装に関するベストプラクティスをステップごとにまとめた詳細なガイドをご覧ください。
SLA光造形品のコーティング方法
液状ポリマー
タイムズスクエアに設置するため、Window to the Heart、Formlabs、Aranda/Laschの3社が自動車修理工場と提携し、Lesonal Universal Clearでタイルを一枚ずつスプレーコーティングした。
液状のポリマーコーティング材は市販の製品が多数あり、製品によって表面の滑らかさや耐薬品性のレベルも様々です。色も透明から僅かに色のついたもの、そして不透明なものまでと幅広く、浸漬、刷毛塗り、スプレー等の方法で、エポキシ樹脂系、ラッカー系、ポリウレタン樹脂系など様々な塗料を使って着色します。造形品を光沢感のある仕上がりにするには、クリアスプレーコーティングが最適です。
スプレーコーティングは、しっかりとやすりがけを行い、造形品の表面を完全に滑らかにした後に行います。Clearレジンを使った3Dプリント品をコーティングする場合は、二次硬化をスキップすることをお勧めします。硬化の段階で造形品が黄色く変色することがあるためです。外観の審美性が最も重視される造形品にコーティングを行う場合は、機械的特性を向上させる二次硬化は不要な場合があります。二次硬化を行わず、IPAまたは水で洗浄後に自然乾燥させ、造形品が完全に乾いたら埃のない場所で2〜3回ほどスプレーコーティングを行います。
セラミックコーティング

写真のサンプルは、Form 3+にてGrey Proレジンを使って3Dプリントした造形品に、表面品質だけでなく強度や耐久性、UV耐性、対薬品性、耐熱性を向上させるCerakoteを施したもの。
セラミックコーティングは、幅広い材料に対応した、機能性と外観の両方を向上させる表面処理です。セラミックでコーティングを施した3Dプリント品は、耐薬品性や耐熱性が向上し、過酷な環境下での使用が想定される自動車業界や航空宇宙業界をはじめ、優れた表面品質が重視される消費者向け製品など、幅広い分野の製造業で用いられます。
Cerakoteとは、NIC Industriesが開発した高機能コーティングで、セラミックの被膜を表面に塗布することで、機能性と外観の両方に数々のメリットがあります。SLA光造形品のCerakoteに関する詳細は、製品仕様をダウンロードいただくか、CerakoteメーカーのNIC Industriesと共催したウェビナーをご覧ください。

光造形3Dプリント品のセラミックコーティング
本ウェビナーでは、光造形方式3Dプリントによる実製品用部品に、生産規模が大きくなっても手軽に対応できるCerakoteでのセラミックコーティングを施し、外観と機能性の両方を向上させる方法をご紹介します。

Cerakote完全ガイド:SLA光造形・SLS方式 3Dプリント品のセラミックコーティング
本製品仕様では、SLA光造形およびSLS方式で3Dプリントした部品をCerakoteでコーティングする方法を解説しています。
電解めっき
電解めっき処理とは、造形品の表面を金属イオンの薄い膜で覆う電解プロセスです。表面に電解めっき処理を施すことでその下の層が大幅に強化され、摩耗、紫外線、腐食への耐性が高まります。実製品用部品に最適な表面処理方法で、低価格で金属3Dプリントの代替手段として使用できます。

ハブキャップに電解めっき処理を施すことで、金属のような見た目と肌触りに仕上がるだけでなく、表面が強化されたことで摩耗、紫外線、腐食への耐性が高まる。
Volkswagenはハブキャップを3Dプリントした際、FormlabsのデスクトップサイズのSLA光造形方式3DプリンタにてClearレジンを使って造形後、0.004インチの薄さのニッケル層で電解めっき処理を行いました。出来上がった部品は金属製部品と同等の見た目と手触りですが、3Dプリントならではの自由な設計と高速生産が可能です。
自動車、防衛、医薬品、教育業界の研究開発で使用される最先端のカスタムフィルターとアンテナを設計しているElliptikaでは、3Dプリントと電解めっき処理を組み合わせ、製造にかかるコストと時間を90%以上も削減しながら高機能アンテナを製作しています。電解めっきの詳細については、製品仕様をダウンロードしてご覧ください。

金属の強度を手に入れる:SLA 光造形品の電解めっき方法と活用事例
本技術資料では、レジンで3Dプリントした部品の金属コーティングに取り組むエンジニアの事例、そしてハイブリッド金属による実製品用部品の強度・耐久性の向上や用途の拡大といった新たな可能性について詳しく解説しています。
SLA光造形方式3Dプリントの詳細
パワーと高精細さ、使用できる材料の豊富さが特徴のSLA光造形3Dプリンタなら、デザイナー、エンジニア、メーカーが様々な用途で3Dプリントを活用できます。用途が広がるにつれ、外観や機械的特性に対する需要も変化します。様々な後処理・表面処理を施すことで、低コストかつシンプルな作業手順でSLA光造形品を標準のポリマー部品から実製品用部品としても使える高機能部品へと変えることができます。
SLA光造形方式3Dプリントの詳細については、製品仕様をダウンロードしてご覧ください。また、高品質のSLA光造形品を実際に手に取って確認いただくことも可能です。以下から無償サンプルパーツをお申し込みください。
お客様ビジネスに最適な3Dプリント製品については、1対1の相談セッションをご予約ください。各材料の比較やROI評価のほか、お持ちのデザインでテストプリントなども承っています。