
Choosing the right powder
Choosing the right powder
Formlabsは、幅広い用途に対応する8種類のパウダーを提供しています。パウダーによっては、特定の用途に対して他のパウダーよりも適している場合があります。様々な要因を考慮して適切なパウダーを選択するために、各パウダーに期待できることとガイドラインについてはこの記事をお読みください。
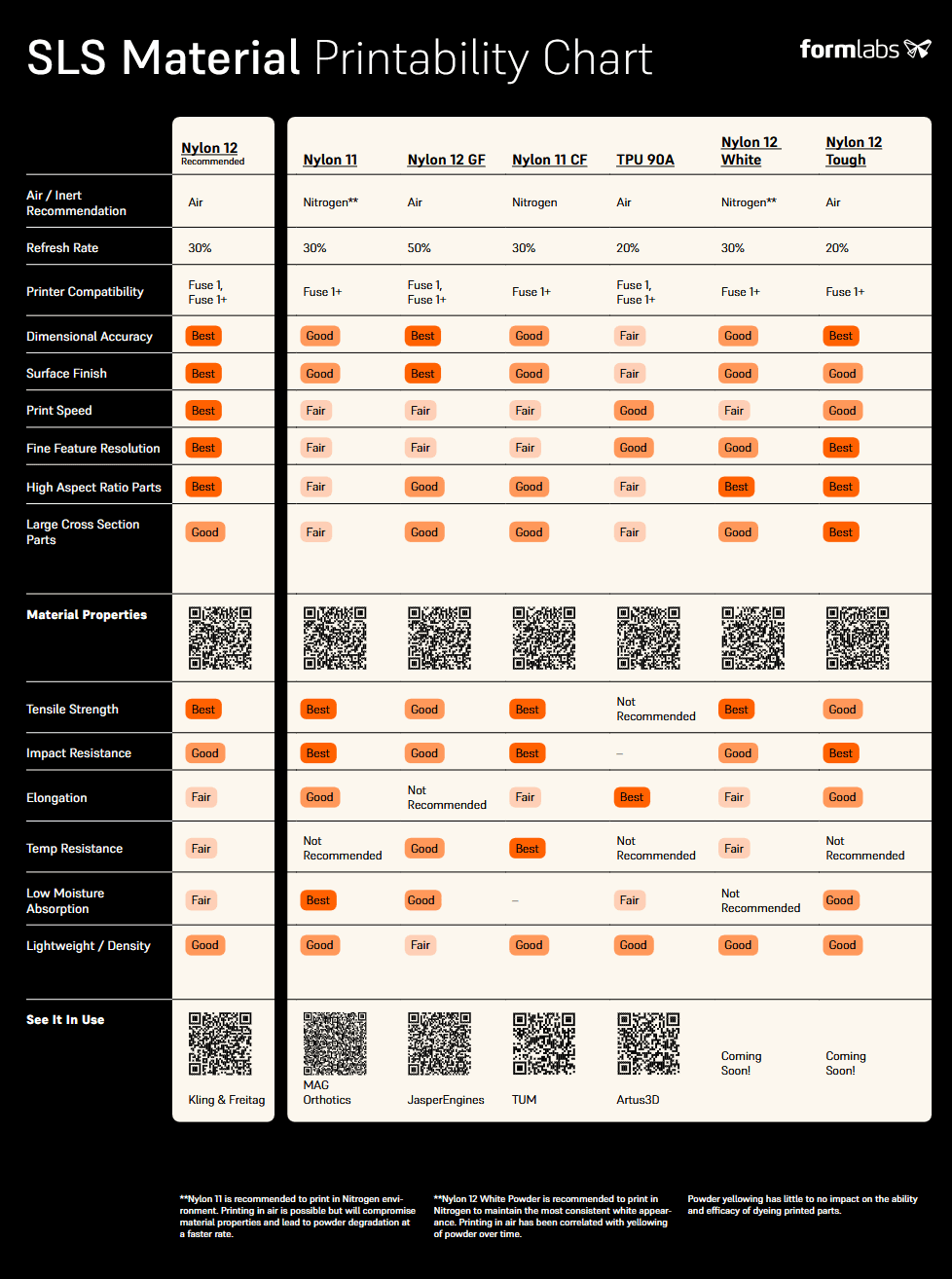
この表のフルサイズPDFバージョンは、こちらをクリックしてください。寸法精度、表面品質、その他の評価基準の詳細については、以下のパウダーのパフォーマンスと部品形状に関する考慮事項のセクションをお読みください。
Nylon 12パウダーは、Formlabs標準の推奨事項以外のチューニングはほとんど必要ありません。FormlabsのデザインガイドとNylon 12パウダーのセットアップ手順に従うことで、初めてのプリントから成功が期待できます。Nylon 12パウダーは、短納期の試作品製作や多品種少量生産などさまざまな用途においてFormlabsが最も推奨するパウダーであり、優れた歩留まりを実現します。
他のSLSパウダーの場合、造形品やプリントの構成によってはFormlabsの標準推奨事項を超えるチューニングが必要になる場合があります。これらの追加ステップには、以下が含まれます。
- 造形品の歩留まりとプリントの成功率を最適化するために、ビルドチャンバー内での造形品の向きやパッキング密度を変える
- 造形品の歩留まりとプリントの成功率に基づいて、追加のメンテナンスやキャリブレーションを行う
- 経験がある場合は、PreForm設定エディタを使用して、用途に最適な設定をさらに調整する
これらの材料は、少量多品種生産、一般的なプロトタイピング、その他、作業に最適な設定を決定できる環境に最適です。
プリンター/パウダーの互換性
各パウダーはFuse 1世代でプリントが可能な独自配合ですが、パウダーがニーズに合うかどうかを判断するうえで考慮すべき制約事項があります。これらの制約は主にハードウェアに関するもので、パーツのコスト、製作期間、品質に影響を与えます。
Fuse 1 vs. Fuse 1+ 30W
どのパウダーがどのFuse 1世代プリンタに対応しているかについては、下表をご参照ください。
| Fuse 1対応 | Fuse 1+ 30W対応 |
|---|---|
| Nylon 12パウダー | Nylon 12パウダー |
| Nylon 12 GFパウダー | Nylon 12 GFパウダー |
| Nylon 11パウダー* | Nylon 12 Toughパウダー |
| TPU 90Aパウダー | Nylon 12 Whiteパウダー |
| Nylon 11パウダー | |
| Nylon 11 CFパウダー | |
| TPU 90Aパウダー |
*Formlabsでは、Fuse 1+ 30WプリンターでNylon 11パウダーをプリントする際は窒素の使用を強く推奨しています。
空気 vs. 不活性雰囲気
パウダーの種類によっては、ビルドチャンバー内で酸化しやすいものがあります。Fuse 1+ 30Wプリンターの場合、窒素を使用することでこの問題に効果的に対処可能で、Formlabsが文書化している材料特性を維持できます。窒素を使ってプリントすべきパウダーについては、以下の表をご覧ください。
| 空気推奨 | 窒素推奨 |
|---|---|
| Nylon 12パウダー | Nylon 11パウダー* |
| Nylon 12 GFパウダー | Nylon 11 CFパウダー |
| Nylon 12 Toughパウダー | Nylon 12 Whiteパウダー** |
| TPU 90Aパウダー |
*Nylon 11パウダーは通常の空気環境でもプリント可能ですが、材料特性とパウダーの劣化のためリフレッシュ率を高める必要があります。Nylon 11パウダーを空気環境でプリントすることは、材料の使用経験が浅い方には推奨されません。
**Nylon 12 Whiteパウダーは窒素環境でプリントすることで、複数回のプリントを通して最も一貫した白色の外観を維持できます。Nylon 12 Whiteパウダーは通常の空気環境でも同じリフレッシュ率でプリントできますが、何度も造形するとビルドチャンバー内の酸化によりパウダーが黄ばみ始めます。最終的に造形品を染色する場合は、パウダーや造形品が若干黄ばんでも染色には影響を与えません。
パウダーのパフォーマンス
リフレッシュ率
リフレッシュ率は、前回の造形で使用したパウダーをどれだけ再利用できるかを定義します。リフレッシュ率が低いということは未使用パウダーの量が少ないことを意味するため、より費用対効果が高いと考えられます。お客様の作業手順に応じて、さまざまなリフレッシュ率をお試しください。Formlabsは特定のリフレッシュ率に対して造形設定を検証および推奨していますので、ごく一部の特定の材料を除き、検証済みの設定以外を利用した場合にプリントが成功するかどうかは保証できません。
Formlabsが公表しているリフレッシュ率は、コスト、性能、外観のバランスを考慮してFormlabsが決定したものです。お使いの用途で機能性や審美性の要件が異なる場合は、リフレッシュ率を変更することも可能ですが、Formlabsが公表している性能仕様を満たすことは保証できません。
| 材料 | 推奨リフレッシュ率 |
|---|---|
| Nylon 12パウダー | 30% |
| Nylon 12 GFパウダー* | 50% |
| Nylon 12 Toughパウダー | 20% |
| Nylon 12 Whiteパウダー | 30% |
| Nylon 11パウダー** | 30% |
| Nylon 11 CFパウダー | 30% |
| TPU 90Aパウダー | 20% |
*Nylon 12 GFパウダーは標準リフレッシュ率50%を使用しますが、Formlabsからの特別な指示がある場合は、造形品の欠陥をトラブルシューティングするためにリフレッシュ率70%を使用することができます。
**Nylon 11パウダーを空気中でプリントする場合、Formlabsはリフレッシュ率50%を使用することを推奨しています。空気環境でプリントするNylon 11パウダーの用途によっては、望ましい結果を得るためにリフレッシュ率をさらに高める必要があるかもしれません。Nylon 11パウダーのリフレッシュ率を標準の推奨値以上に調整する際は、Formlabsにご相談ください。
造形速度
造形速度は、パーツを焼結できる速度の評価です。Formlabsは、ビルドチャンバー全体を使って造形品を完成させるのに必要な時間に基づいてこの指標を評価しています。
寸法精度
寸法精度とは、モデルの向きや形状を調整することなく、パーツが確実に達成できる公差の評価です。以下の「ベスト」、「良好」、「可」は、XY平面にプリントされた寸法を表しています。Z軸方向の寸法精度は、造形品の形状やビルドチェンバー内での配置によっても異なりますが、Formlabsサポートにご相談いただくことで最適化が可能です。
寸法精度の詳細については、技術資料SLSの寸法精度と再現性の測定方法をご覧ください。
- 最良:造形品が設計サイズ通り(差異0.5%以内)に仕上がり、最大造形サイズの異なる領域でも高い一貫性が維持できている状態です。モデルの形状や方向を調整する必要はほとんどありません。
- 良:造形品に0.5%以上の寸法差異が生じることがあります。この差異は最大造形サイズの異なるエリアでより大きくなりやすく、冷却中に材料が塊で歪んだりたわんだりするために発生します。モデルの形状や方向を調整する必要があるかもしれません。
- 可:造形品に0.5%以上の寸法差異が発生しやすい状態です。他のパウダーと比較して、プリントを実施するたびに結果が異なったり、造形サイズの違いによって異なる場合があります。最適な結果を得るためには、モデルの形状や方向を調整する必要があります。
表面品質
表面品質は、造形品の再プリントや向きの変更による表面欠陥の修正可能性、および欠陥が発生せずにプリントが完了した場合の造形品の全体的な滑らかさに基づいて評価されます。
- 最良:造形品表面が滑らかで、プリントごとに一貫した結果が得られる状態です。わずかなアーチファクトが発生することがありますが、再プリントやモデルの再配置によってほぼ修正可能です。
- 良:造形品の表面は完全に滑らかではないものの、プリントごとに一貫した結果が得られる状態です。造形量によって多少のばらつきが生じる場合があります。わずかなアーチファクトが発生することがありますが、再印刷、モデルの再配置、定期的なプリンターのメンテナンスによって、ほぼ修正可能です。
- 良:造形品の表面は完全に滑らかでなく、プリントごとに一貫した結果が得られない状態です。材料の新旧、ロット、パーツ形状によって結果が異なる場合があります。欠陥はチューニングによって修正可能ですが、他のパウダーよりも頻繁に発生する可能性があります。
パーツ形状の考慮
精細フィーチャーの精細度
精細なフィーチャーの精細度の評価は、各パウダーがシャープで鮮明なディテールを造形する能力を比較することで評価します。繊細なディテールが出来上がったパーツのパフォーマンスに重要な役割を果たす場合、これをしっかりと再現できないパウダーの使用はおすすめしません。
- 最良:細かなディテールがしっかりと表現されている状態です。最高のパフォーマンスを得るためには、パウダーごとの表現可能な最小サイズに合わせて微細なフィーチャーのサイズを変更する必要があるかもしれません。
- 良好:細かなディテール、特に表現可能な最小サイズより小さなディテールは表現できません。
- 可:繊細なディテールをクリアに再現できません。この材料は、細かなディテール表現が必要となる用途には不向きです。
アスペクト比の高いパーツ
アスペクト比の高いパーツとは、パーツの高さがパーツのベースより少なくとも2:1の比率で高いパーツのことを指します。
- 最良:アスペクト比が高いパーツが形状に忠実にプリントされている状態です。最大造形サイズの最大高さに到達する細長いパーツは、特定の状況下ではたわみが発生する場合があります。
- 良:アスペクト比の高いパーツがプリントされるものの、多少のたわみが生じている状態です。造形時のパーツの配置や向きの調整が必要になる場合があります。すべての高アスペクト比パーツがこの材料に適しているわけではありません。
- 可:アスペクト比の高パーツはこの材料には適さない場合があります。
断面積の大きなパーツ
断面積の大きなパーツとは、1層に大量の材料が焼結される大きなパーツのことを指します。パウダーの種類によっては、このような形状の方が形を保持しやすく、表面欠陥も少なくなります。
- 最良:断面が大きなパーツも高い寸法精度を保ち、表面欠陥なくプリントできる状態です。
- 良:断面が大きなパーツの寸法が正確ではないものの、表面に欠陥なくプリントできる状態です。
- 可:断面が大きなパーツの寸法精度が不正確になり表面に欠陥が発生する場合があります。この材料を断面が大きなパーツに使用する場合は、寸法要件をご検討ください。
材料特性
想定の用途にどのパウダーが適しているかは、要求される材料特性によっても異なります。この記事の上部でご紹介した表は、よく参照される材料特性の一覧です。各パウダーの特性を理解するには、それぞれのテクニカルデータシート(TDS)をご確認ください。
使用例
Formlabsの各種SLSパウダーが活用できる用途の例については、以下のお客様の成功事例をご確認ください。
| 材料 | 用途 |
|---|---|
| Nylon 12パウダー | Kling & Freitag |
| Nylon 12 GFパウダー | Jasper Engines |
| Nylon 12 Whiteパウダー | 近日公開 |
| Nylon 12 Toughパウダー | 近日公開 |
| Nylon 11パウダー | MAG Orthotics |
| Nylon 11 CFパウダー | TUM |
| TPU 90Aパウダー | Artus3D |