
射出成形
射出成形
射出成形は、厳しい公差を満たす同一形状の部品を大量生産するのにコスト効率の良いプロセスです。従来の射出成形では、CNC加工や放電加工で金属製の金型を製作するため、専用の設備や高価なソフトウェア、熟練の作業員が必要です。
3Dプリントを活用することで、試作や少量生産用の射出成形型を製作でき、金型と比較してコストと時間を大幅に削減しながら、高品質で再現性の高い部品を製作できます。SLA光造形品は、滑らかな表面品質、高精度、化学的に結合された高密度な等方性が特徴です。
3Dプリント製の金型は、アクリロニトリルブタジエンスチレン(ABS)、アクリロニトリルスチレンアクリレート(ASA)、ポリアミド(PA)、ポリカーボネート(PC)、ポリエチレン(PE)、ポリオキシメチレン(POM)、ポリプロピレン(PP)、熱可塑性エラストマー(TPE)、熱可塑性ポリウレタン(TPU)など、幅広い熱可塑性樹脂に対応しています。低粘度の材料は、圧力を下げ、金型の寿命を延ばすのに役立ちます。
- ポリプロピレン、ポリエチレン、熱可塑性エラストマーは、数百サイクルの処理が容易です。
- ポリアミドやポリカーボネートなどのより技術的なプラスチックは、使用回数が少なくなります。
- 熱可塑性ポリウレタンがプリントした金型に付着することがあります。離型剤を使用して、パーツを金型から分離しやすくします。
Formlabs推奨材料
Rigid 10K Resinは、ガラス含有率の高い工業グレードの材料で、さまざまな形状や射出成形のプロセス条件に適した理想的な成形材料です。
熱変形温度(HDT)218°C @ 0.45MPa、引張弾性率10,000MPaのRigid 10Kレジンは、圧力や温度の下でも形状を維持し、正確なパーツを製作できる強度、剛性、耐熱性に優れた成形材料です。
また、High Temp Resinも射出成形型に適しています。High Temp ResinのHDT(0.45MPa時)は238℃と、Formlabsのレジンの中で最も高く、薄肉や細部の造形でより高い性能を発揮します。ただし、High Temp Resinでプリントした金型は、Rigid 10K Resinでプリントした金型よりも脆く、圧力がかかると早く破損します。
Grey Pro Resinは3つ目の選択肢で、小さく少量のパーツにのみ適しています。圧力と温度が低く、成形部品の寸法精度がそれほど重要でない場合に使用してください。Grey Proレジンで作られた金型は、破損する前に曲がってしまい、使用するにつれて精度が低下します。
下記の表に、各レジンが同じ条件下でどのような性能を発揮するかを星の数で示しています。数が多い方が性能が高いことを意味します。
| 基準 | Rigid 10K Resin | High Temp Resin | Grey Pro Resin |
|---|---|---|---|
| 高成形温度・高成形圧力 | * * * | * * * | * |
| サイクル数が多い | * * * | * | * |
| 薄肉 | * * | * * * | * |
| レジンコスト削減 | * | * * | * * * |
設計上の注意点
射出成形用のプリント品を設計する際は、Formlabsの積層造形に関するベストプラクティスと、射出成形金型設計の一般的なルールの両方に従ってください。
一般的なガイドライン:
- 3~5°の抜き勾配をつけて設計する
- 部品全体の肉厚を均一にする
- エッジを丸める
- 型にストックアローワンス(最小0.5mm)を計画し、後処理でサイズを調整する
Formlabsでは、寸法の誤差を把握するために、製作前に金型を1セット造形することを推奨しています。これらの寸法誤差を考慮して、CADモデルを編集します。
型の寿命を延ばすために:
- ゲートを広くしてキャビティ内の圧力を低減する。
- スタックの片側は平らに、もう片側はデザインを施します。これにより、金型のクランプ時のずれの可能性が低減し、バリのリスクが低減します。
- 成形品への樹脂の流れを良くし、圧力を最小限に抑え、ゲート部のバリを軽減して成形サイクルタイムを短縮するために、キャビティの端から金型の端まで大きなエアベント(深さ0.05mm)を設けます。
- 薄い断面を避ける:表面の厚さが1~2mm未満の場合、熱で変形する可能性があります。
- 冷却チャネルを組み込んで工具の温度を監視します。
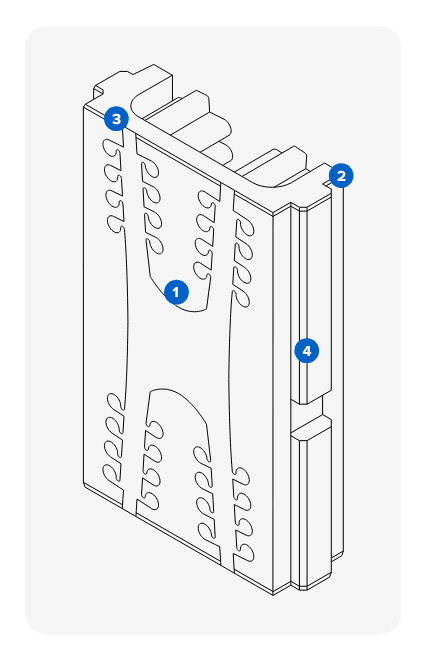
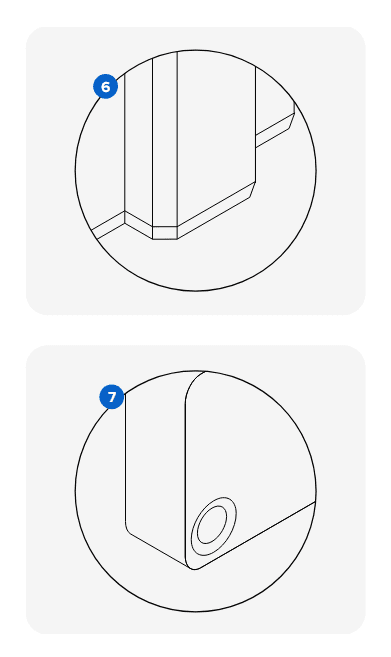
3Dプリントを最適化するために:
- 面取りをし、ビルドプラットフォームから型を取り外しやすくする。
- コーナーに、アセンブリ機能またはセンタリングピンを作成します。
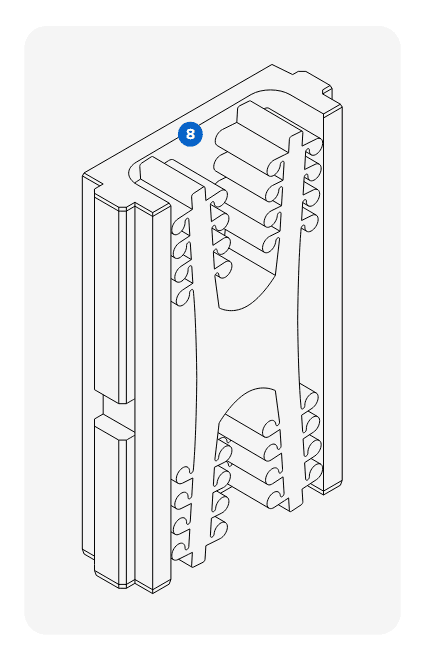
- 材料コストを節約し、造形失敗やたわみのリスクを低減するために、キャビティを支えていない部分の断面を小さくします。
造形時の注意点
モデルの向きに関するFormlabsのベストプラクティスに従い、成形面にサポート材を造形しないようにしてください。形状により可能な場合は、反りを減らすために、金型をビルドプラットフォームのエッジに直接プリントします。サポートを使わない場合、プリント時間が短くなり、作業量もレジンの消費量も少なくなります。オーバーハングを最小限に抑えられるベース面を選択します。
- 成形品の両側を、ビルド方向に合わせてプリントします。サイズのばらつきがより安定し、パーティングラインの品質が向上します。
- 垂れ下がるコア部分(特に直径が小さいコア部分)はすべてサポート材で支えるようにします。
- 寸法精度とプラスチック部品の金型からのスムーズな取り出しを実現するため、25~50µmの積層ピッチでプリントしてください。
- 破損の場合に備えて、複数のコアをプリントします。新しいサイクルをすぐに開始できるように入れ替え可能なスタックを用意しておけば、新しいサイクルを作動させながら既にサイクルが完了している方の冷却を行うことができ、熱伝導率が低いプラスチック金型の冷却の効率化が図れます。
後処理の注意点
Formlabsのベストプラクティスに従って、洗浄と二次硬化を行ってください。洗浄や二次硬化の手順については、各材料のサポート記事をご参照ください。
- プリントした金型を仕上げ、直径や外面などの重要寸法を満たすようにします。
- デスクトップ型のフライス加工、ドリル加工や手で研磨をしておくと型の面をより正確に合わせやすくなり、フラッシングを回避できるようになります。
- 薄くて突き出たパーツには、金属インサートを使用した3Dプリント製のコアを使用し、破損を防止します。
3Dプリント型の寿命を延ばすために、Formlabsでは以下の方法を推奨しています。
- クランプ力を下げる
- 特に最初は、射出圧力と速度を低く保ってください。射出パラメータを徐々に上げていきます。
- 工具の温度を60℃以下に保ってください。冷却を早めるには:
- 周囲の空気で金型を冷やします。
- 圧縮空気を吹き付けて金型を冷却します。
- 設計に冷却チャネルを組み込む。
- 技術的な難度の高い熱可塑性プラスチックを扱う際には、離型剤の使用をお勧めします。離型剤は広く市販されており、 シリコン製の離型剤は、Grey Proレジン、High Tempレジン、Rigid 10Kレジンに対応しています。 レジン
最終用途の推奨事項と制限
射出成形用の型を低コストで短期間に製造できる3Dプリンタは、こうしたニーズに応える強力なソリューションとなります。特に以下の用途に推奨されます。
- 実製品用材料を使用した後期段階の機能プロトタイピング
- 製品検証
- 少量生産
3Dプリント製の金型は、適切に使用すれば多くの利点を提供できますが、制約もあります。3Dプリント製のポリマー金型は、金属製の機械加工金型と同じ性能を持つわけではありません。いくつかの制限事項は以下の通りです。
- 寸法精度
- 冷却時間が長い
- 造形した金型は熱や圧力に弱い
- 金型からの取り出し時に造形品が金型に付着すると、金型が劣化する可能性がある
その他資料
- 3Dプリント金型による少量高速射出成形ホワイトペーパー
- デスクトップおよび産業用成形機向け射出成形型の3Dプリントウェビナー