
備考:
Silicone 40Aレジンの機能または特定の材料特性の詳細については、安全データシート(SDS)および技術データシート(TDS)を参照してください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
エラストマーレジンを使ったプリントでは、プリント失敗のリスクがさらに高まる可能性があります。Formlabsのベストプラクティスに従って、Silicone 40Aでのプリントを最大限に成功させましょう。Silicone 40Aでの3Dプリント品には、サポート痕をなくし、後処理時間の短縮を可能にするカスタムティアアウェイサポート材を設計することをお勧めします。
備考:
Silicone 40Aレジンの機能または特定の材料特性の詳細については、安全データシート(SDS)および技術データシート(TDS)を参照してください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
Silicone 40Aレジンを使用した設計のベストプラクティス
Silicon 40Aレジンの造形品を設計・プリントする場合は、以下のガイドラインに従ってください。例については、以下のモデル比較のセクションを参照してください。
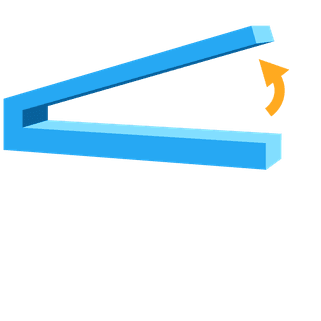
拡大するエリア
可能な限り、造形が進むにつれてモデルの断面積が大きくなるような方向は避けてください。レイヤーの面積が最も大きな箇所がビルドプラットフォームに最も近くなるよう、造形時の向きを調整してください。
カスタムティアアウェイサポート
モデルの形状の一部としてカスタムサポート材を設計することで、表面の仕上がりや造形の成功率を高めることができます。
ビルドプラットフォームの平行度と清潔さ
プリンターとビルドプラットフォームを適切にメンテナンスすることで、ビルドプラットフォームへの固着に関連するプリント失敗の回数を減らすことができます。
サポート材を使用してビルドプラットフォーム上で直接造形する
ビルドプラットフォーム上で直接造形することで、モデルにしっかりとした土台ができ、必要なサポート材のタッチチップの数を減らすことができます。モデルをビルドプラットフォーム上で直接プリントする場合は、可能であればRaft Type(ラフトの種類)をNone(なし)に設定してください。
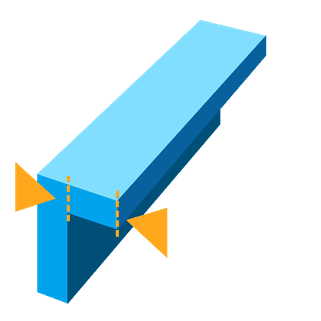
ビルドプラットフォーム上でのプリント時のエッジプロファイル
ビルドプラットフォーム上で直接プリントする場合は、モデルのエッジプロファイルを考慮してください。半径のないモデルやベースの周りの半径が小さいモデルは、半径の大きいモデルよりも確実にプリントされます。以下のモデルを例としてダウンロードし、さらに詳しく検討するかご自身でプリントをお試しください。
| プロファイル | プリンタビリティ | 例 |
|---|---|---|
| 半径なし モデルをダウンロード(STL) | 良好 | 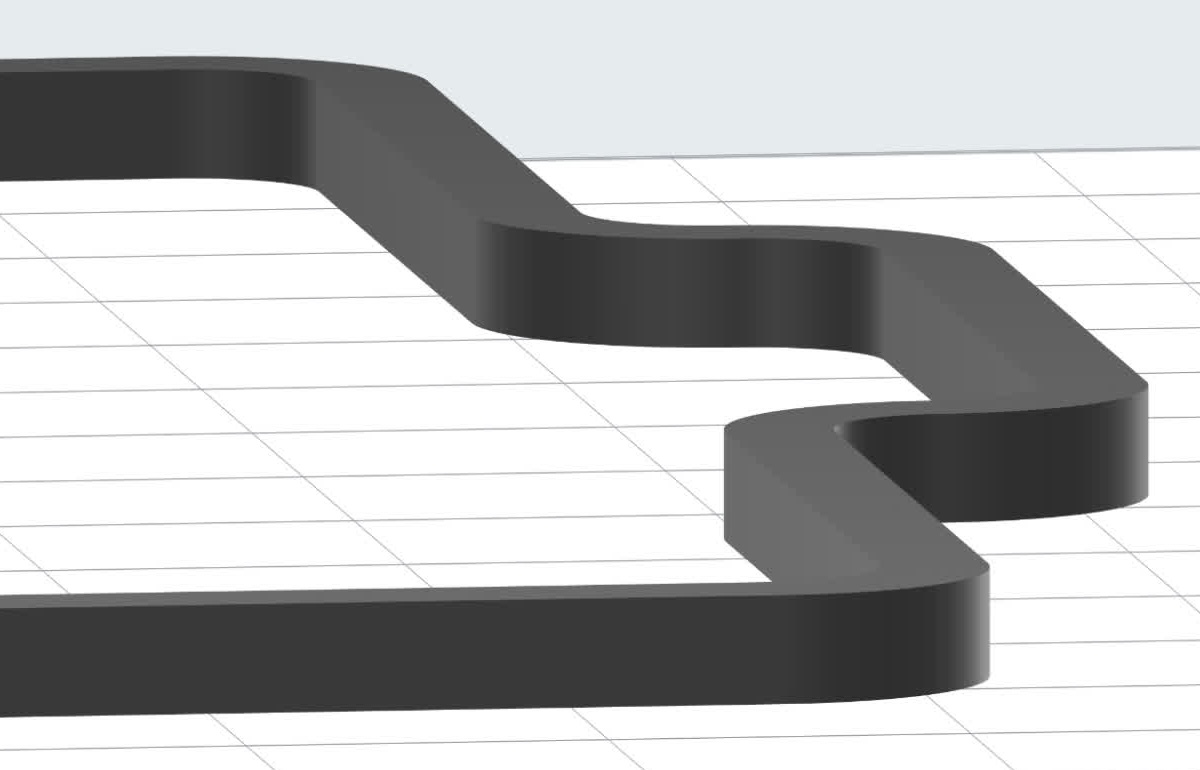 |
| 小半径 モデルをダウンロード(STL) | 良好 | 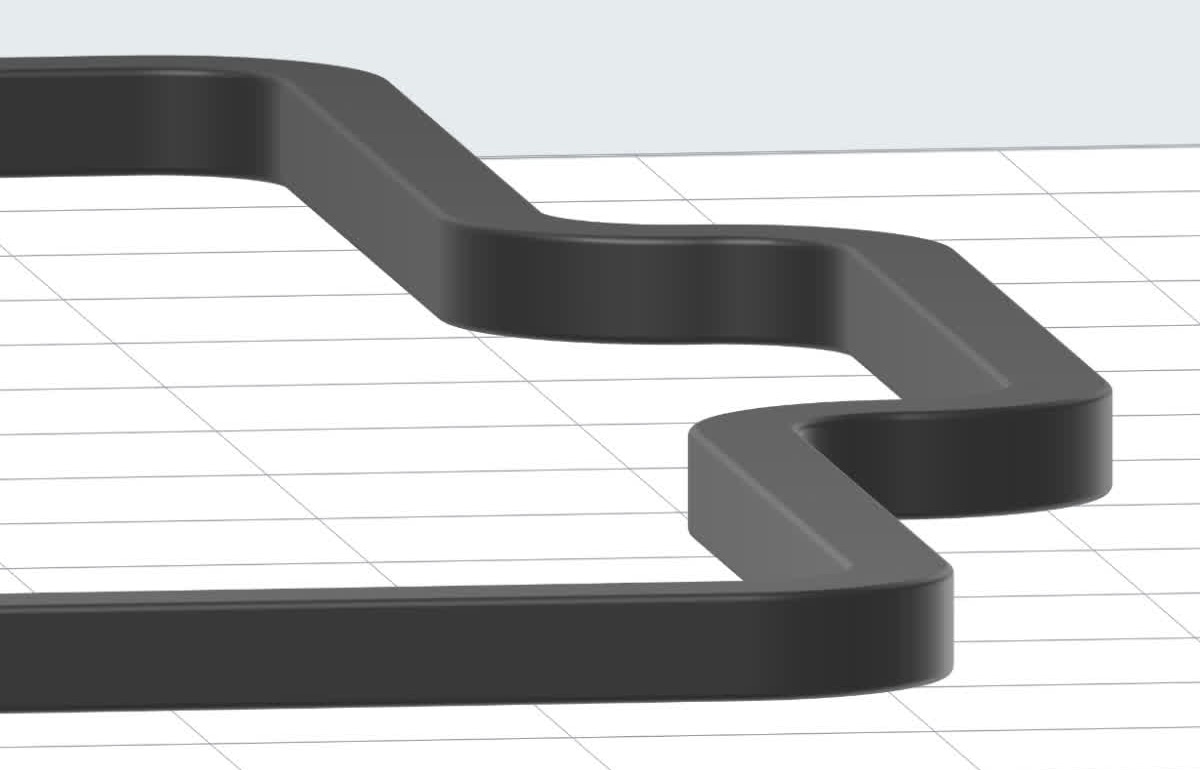 |
| 中半径 モデルをダウンロード(STL) | 造形可能な可能性 | 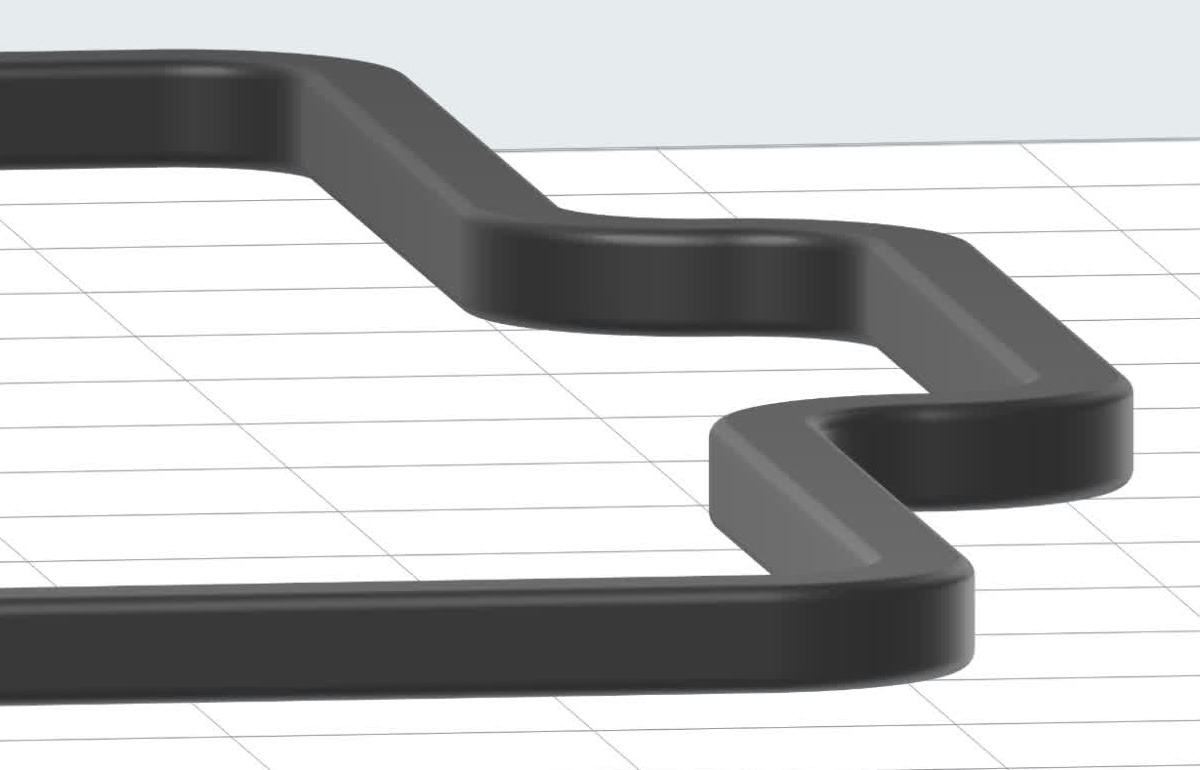 |
| 大半径 モデルをダウンロード(STL) | 失敗の可能性あり | 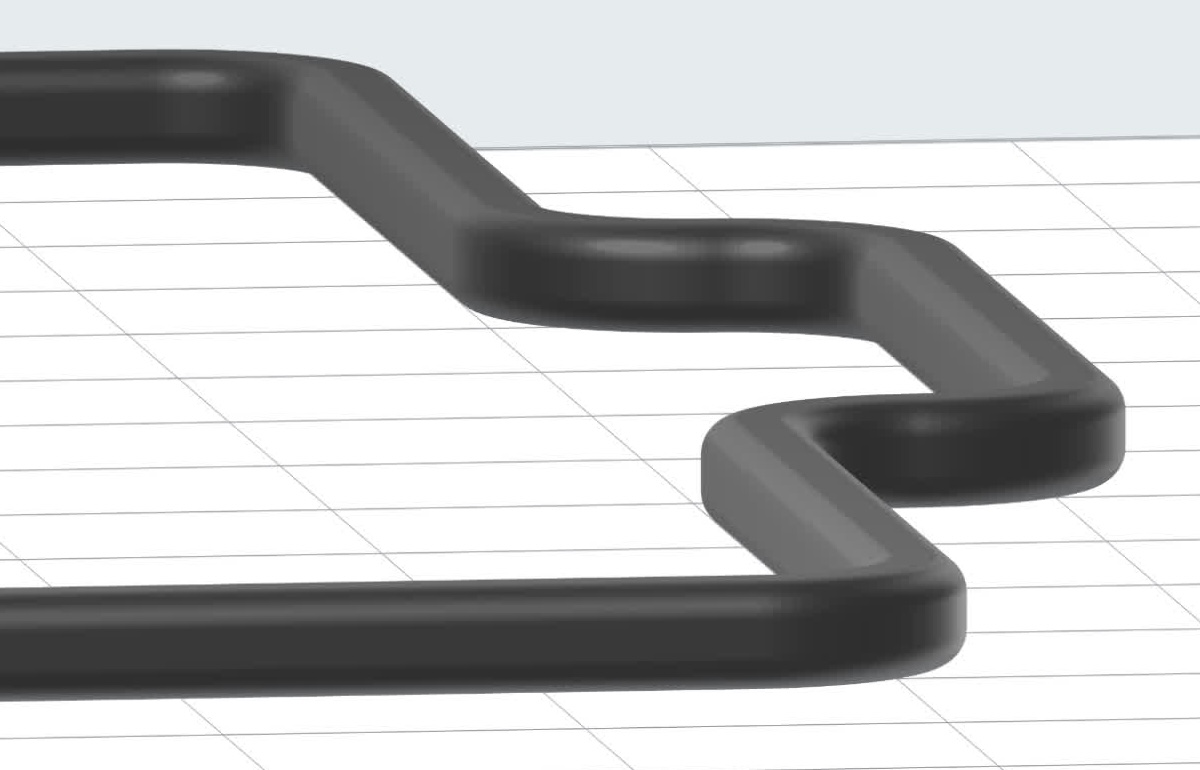 |
| 全半径/丸型 モデルをダウンロード(STL) | 失敗 | 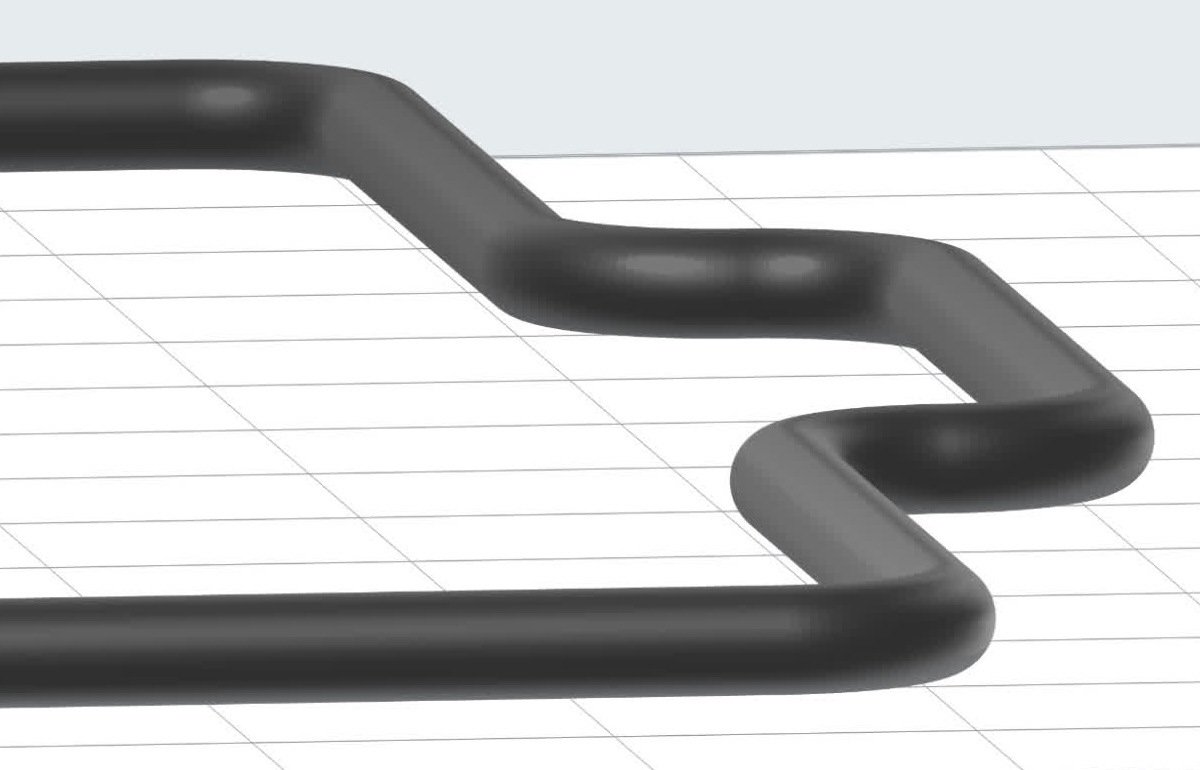 |
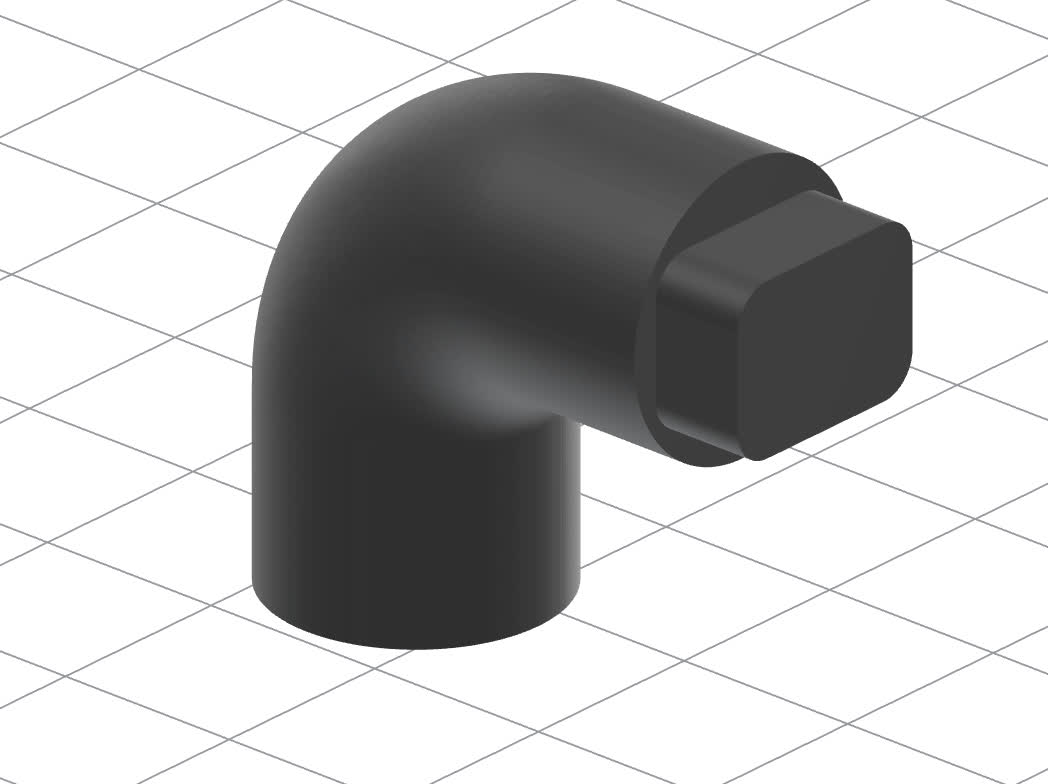
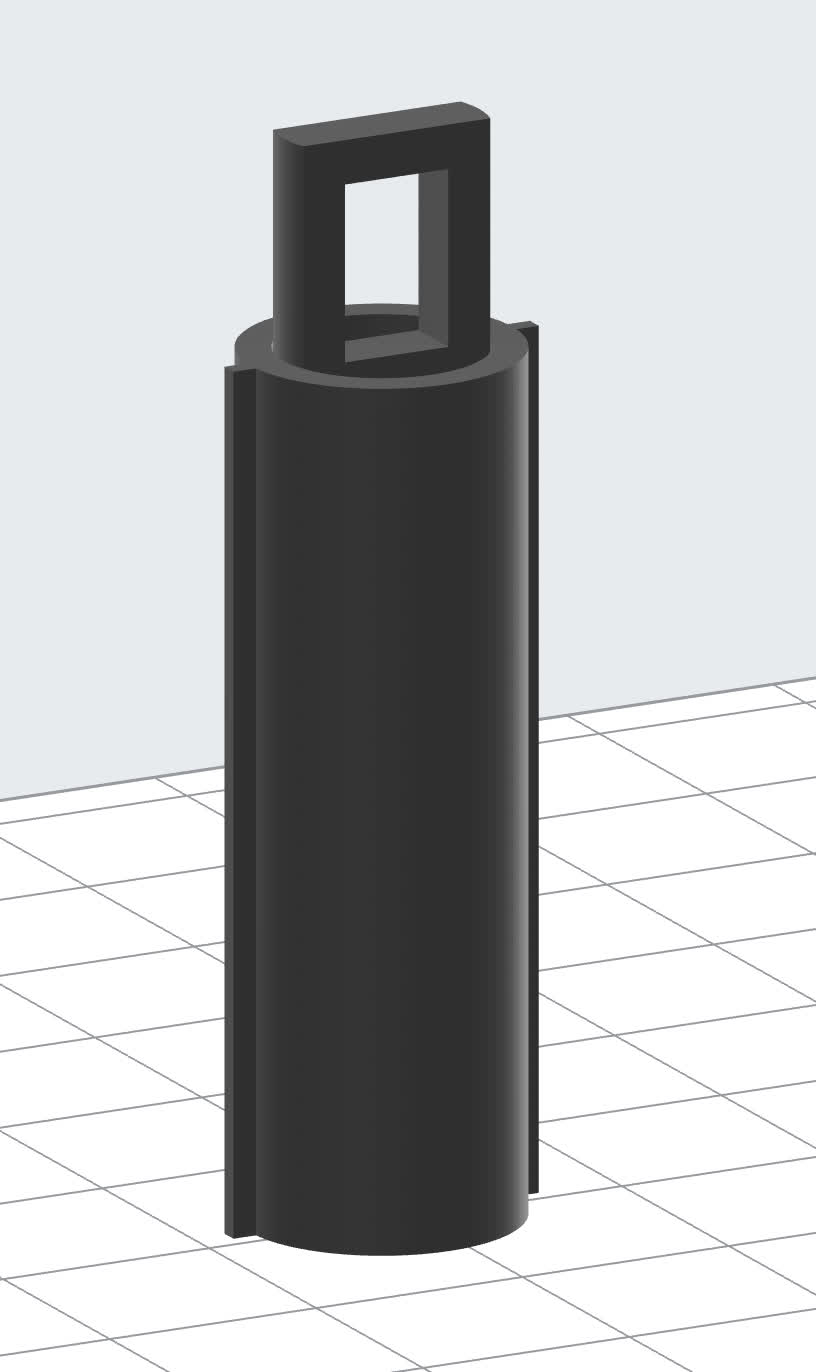
カスタム設計のティアアウェイサポート材の例
この表では、さまざまな代表的なシリコン部品モデルに対し、PreFormではどのようなサポート材が追加できるか、またカスタム設計のサポート材ではどのようにサポートできるかを比較しています。カスタム設計のサポートはフラッシュカッターで除去可能なため、小さなタッチポイントのアーチファクトが多数発生することなく、表面に残るリッジラインが最小限の仕上がりになり、表面品質が向上します。以下のモデルを例としてダウンロードし、さらに詳しく検討するかご自身でプリントをお試しください。
| オリジナルのパーツ形状 | 自動生成サポート材 (推奨度低) | カスタム設計サポート材 (推奨度高) | ビルドプラットフォーム上に直接造形された最終パーツ |
|---|---|---|---|
 STL STL | 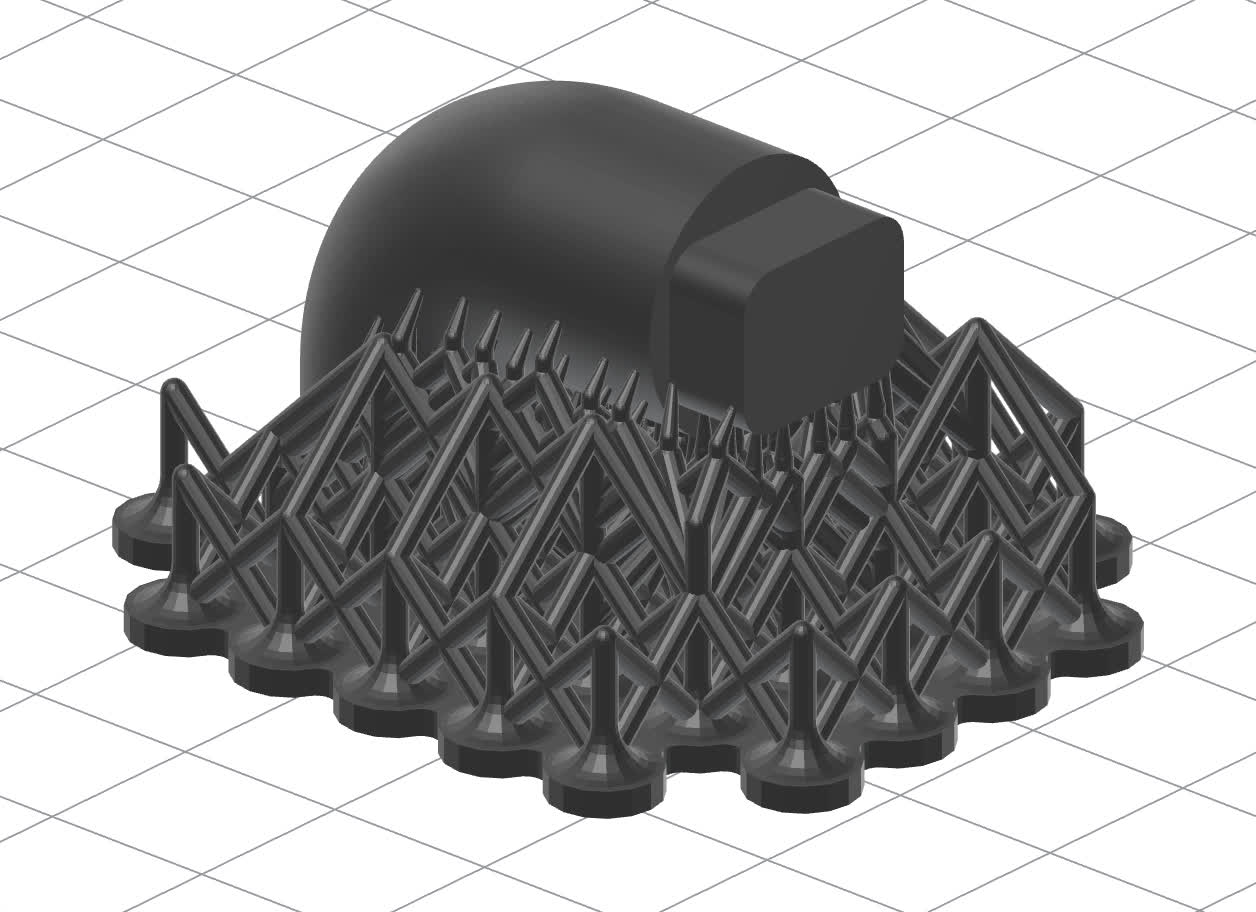 | 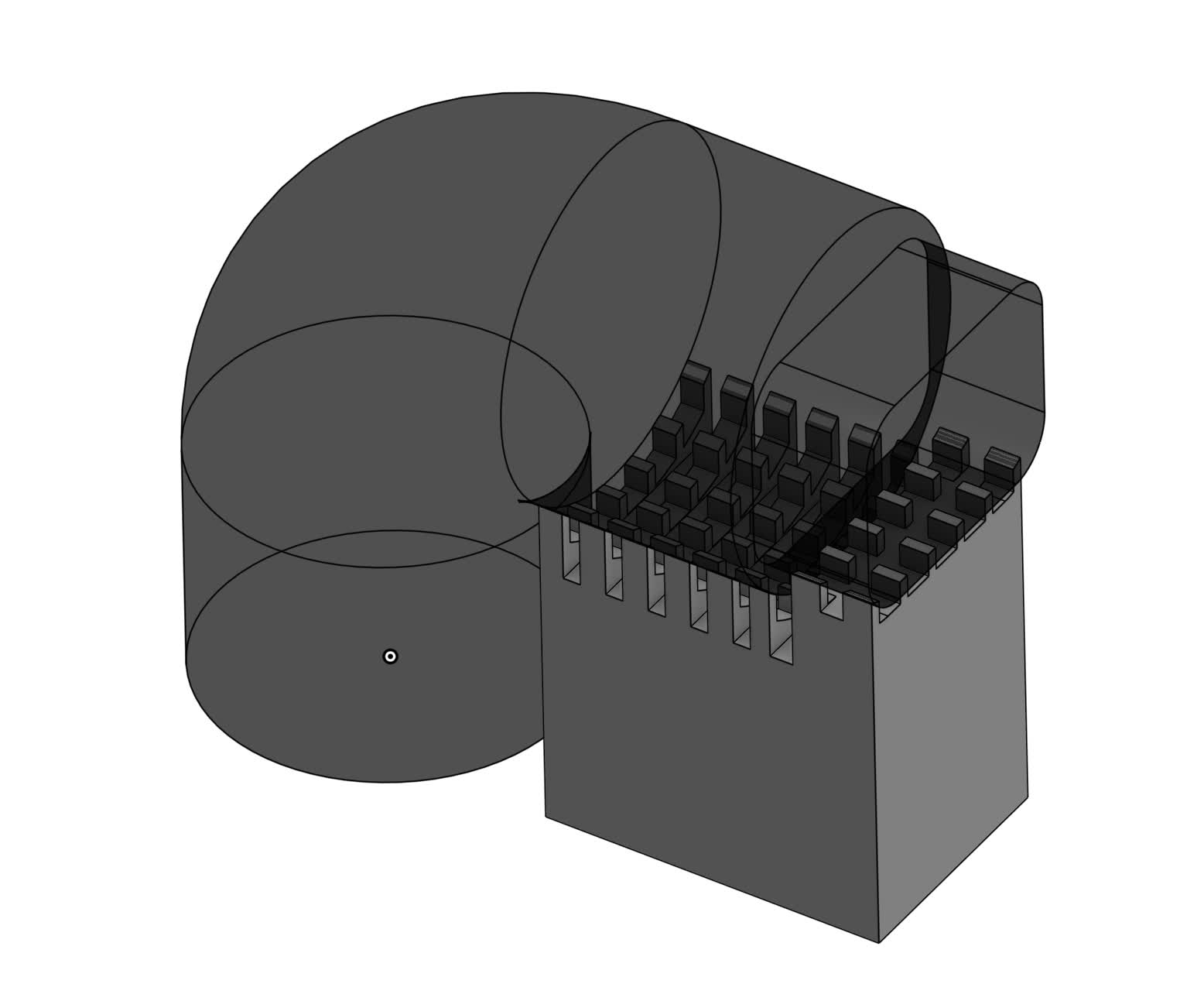 STL | 手順 STL | 手順 | 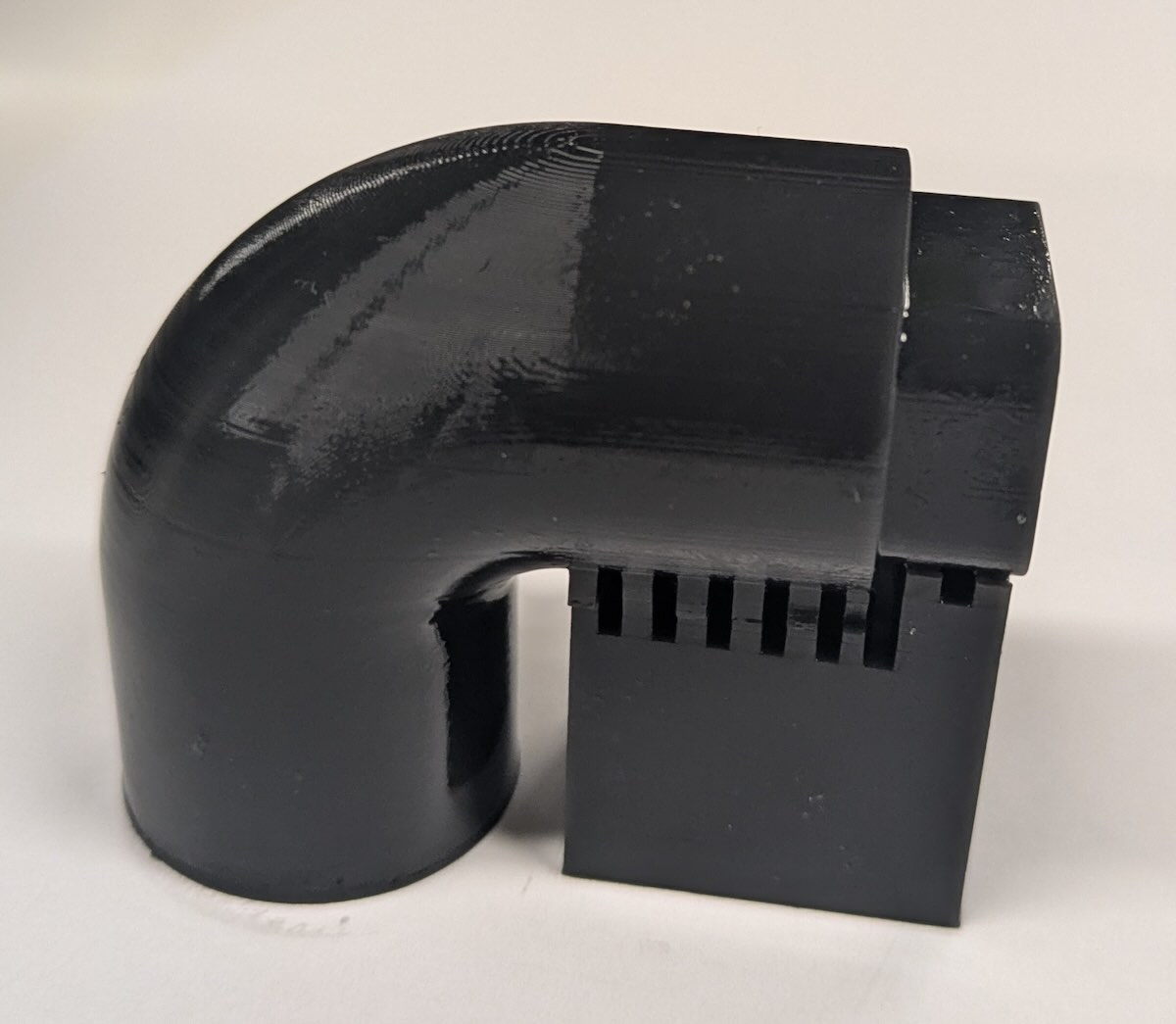 |
 STL STL
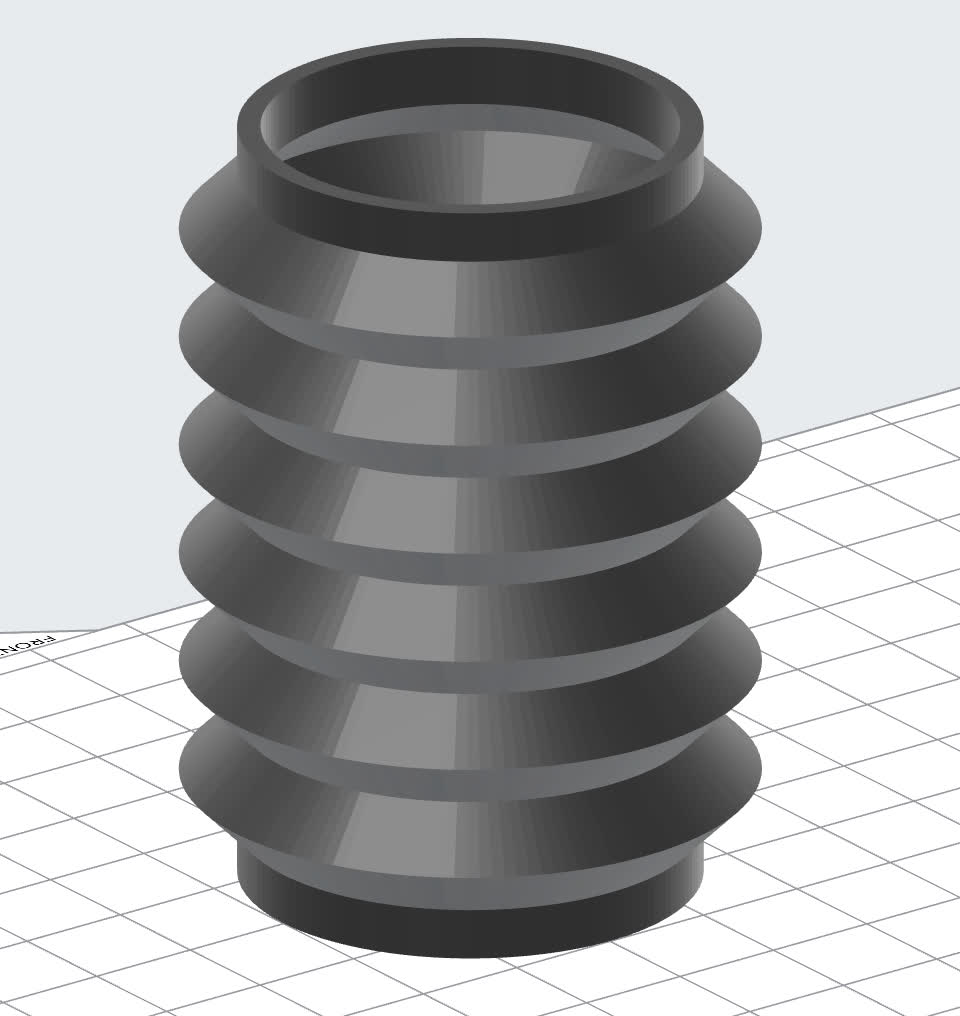
備考:ベローズ状のモデルは非常に柔軟で、たとえビルドプラットフォームにしっかりと固着している場合でもサポート材なしではうまくプリントできません。レイヤーとレイヤーの間で伸縮し、裂けやレイヤーのズレなどの不具合を引き起こします。 | 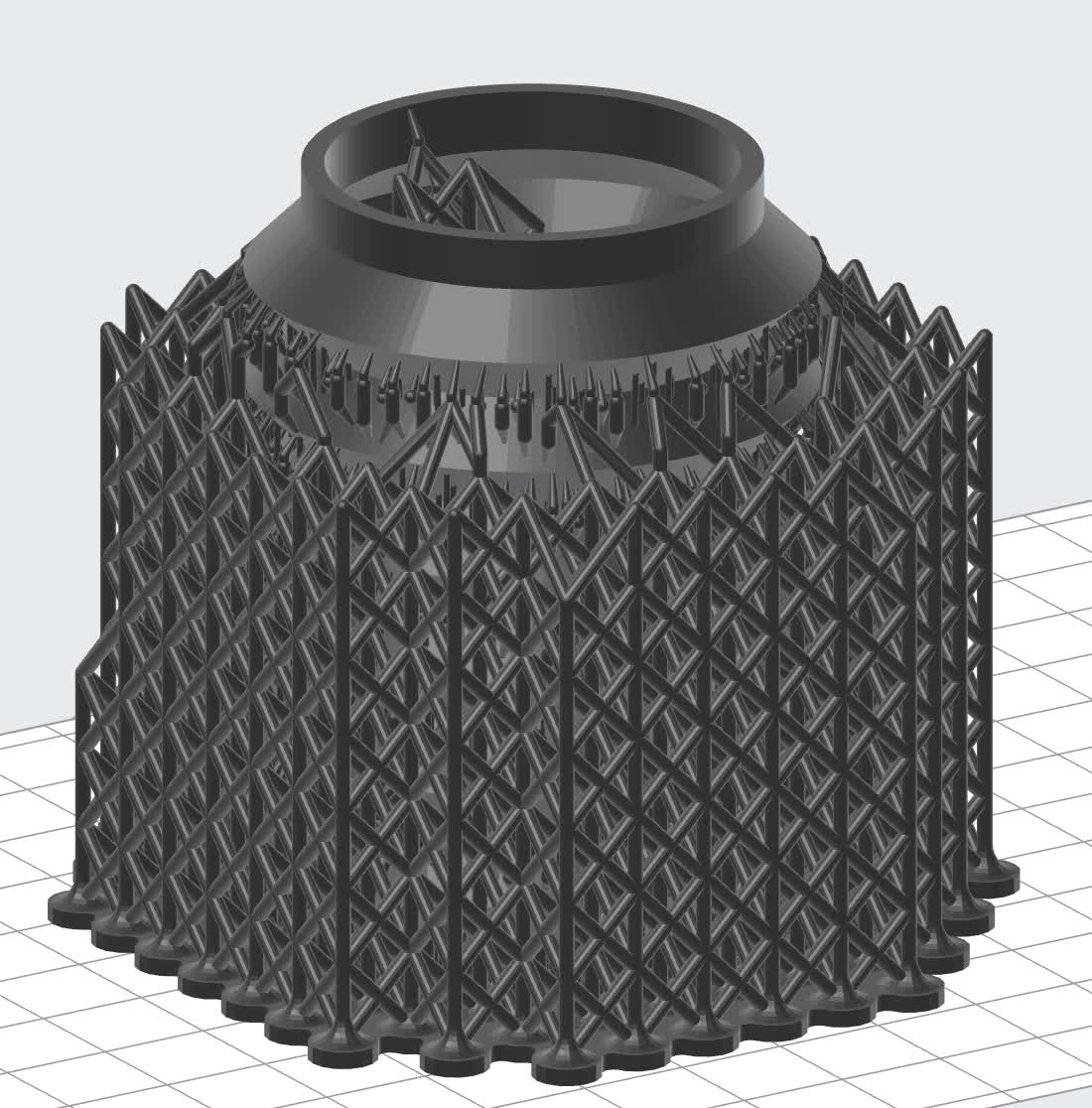 | 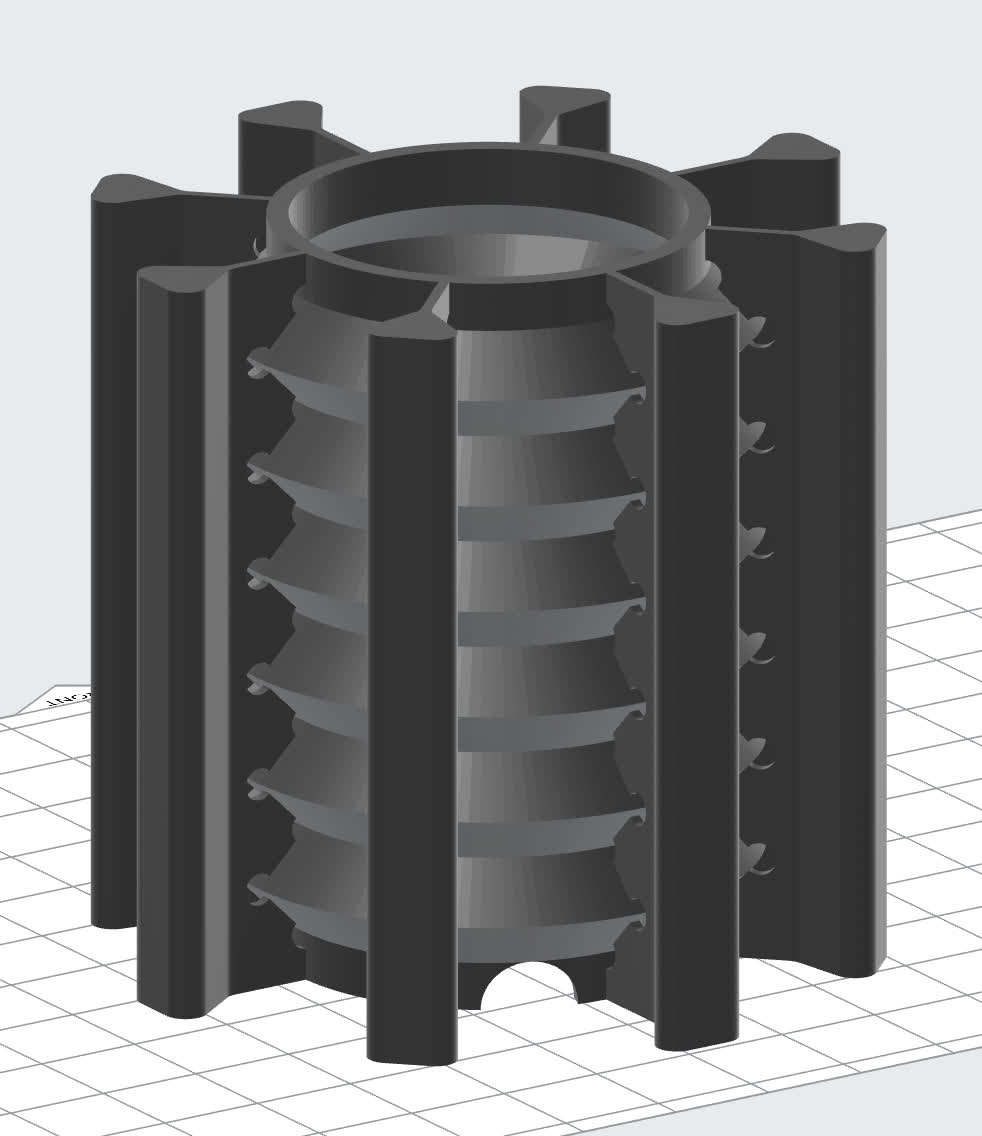 STL | 手順 STL | 手順
備考:このモデルの底面には水抜き穴が開いています。 | 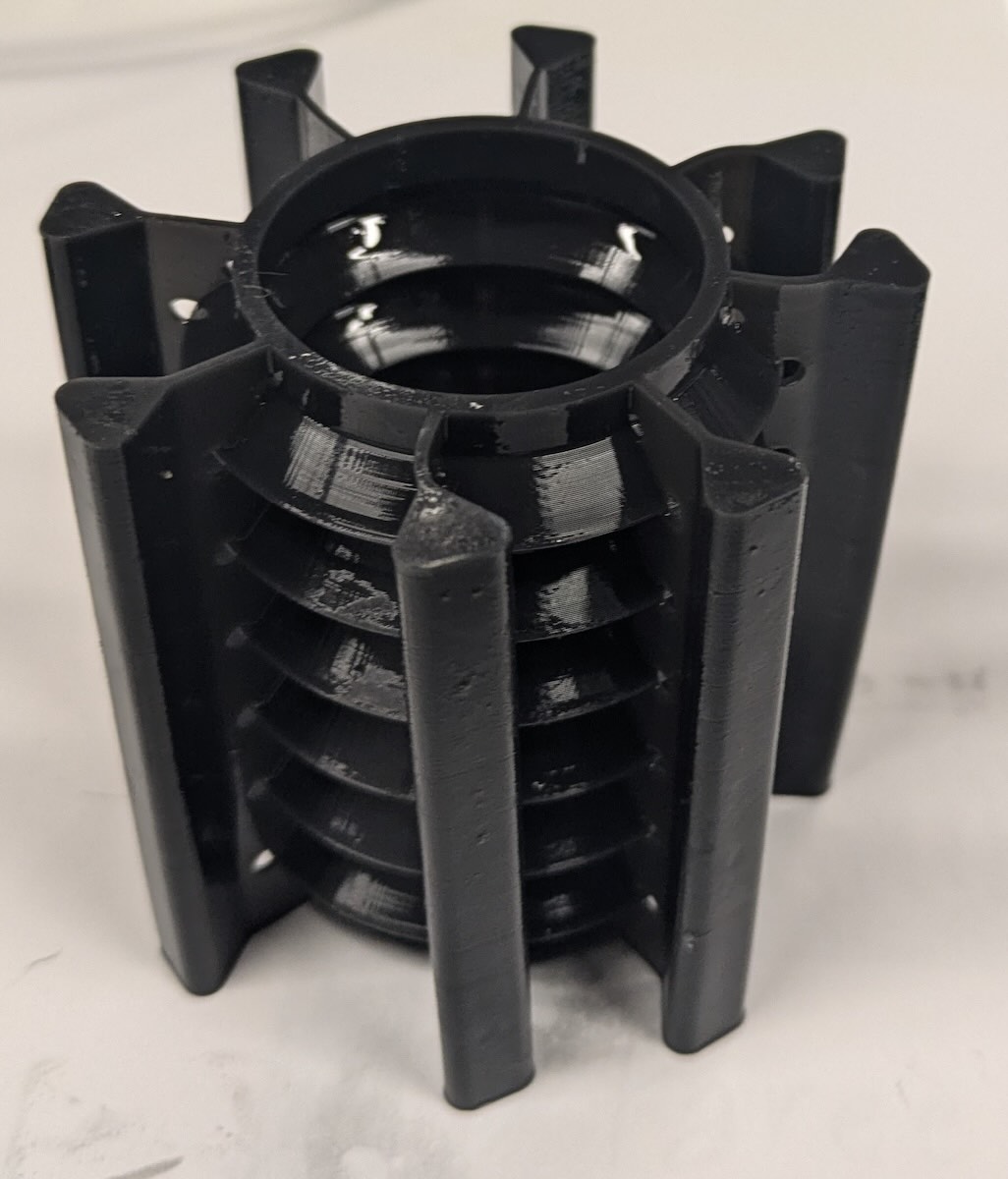 |
 手順 手順 | 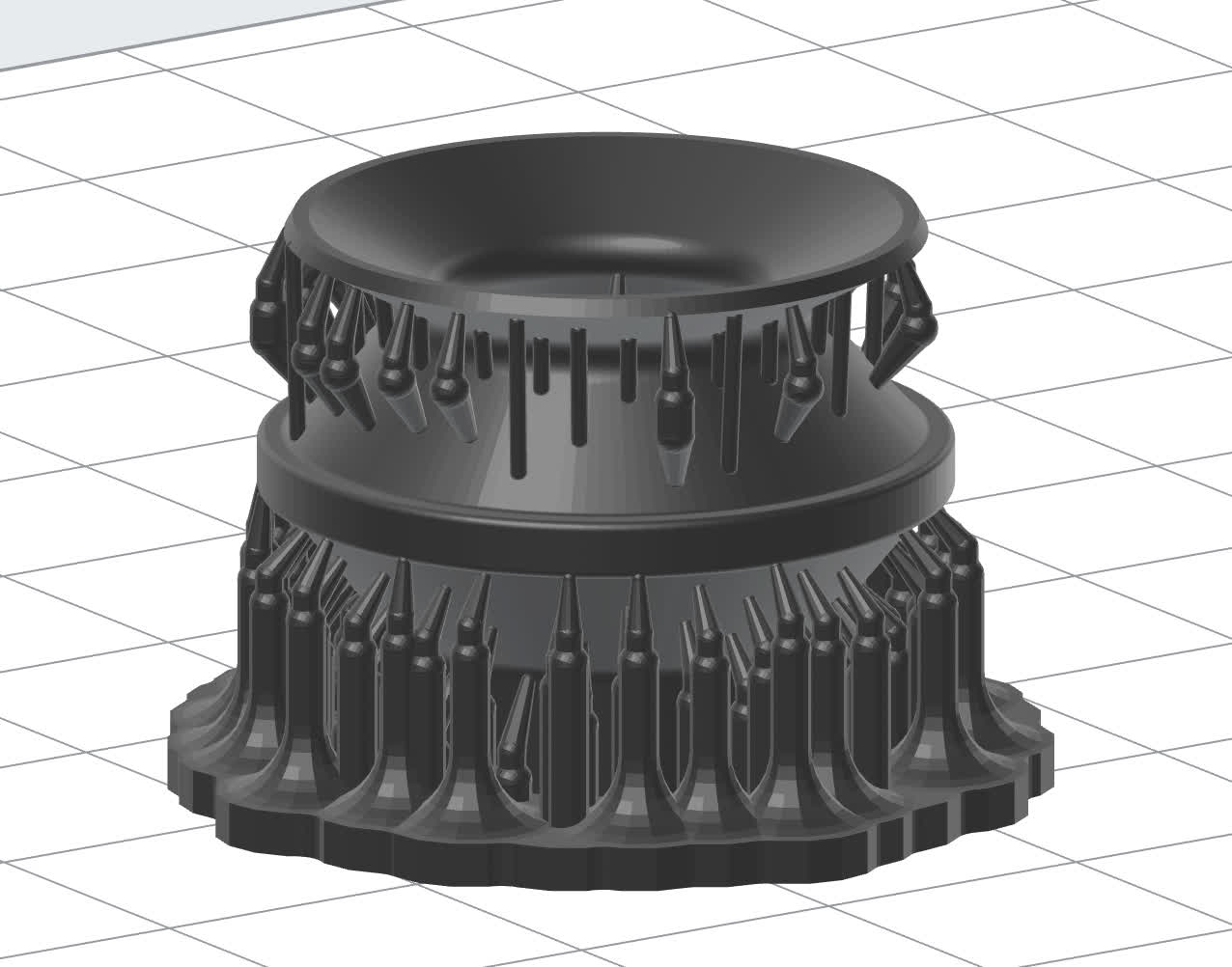 | 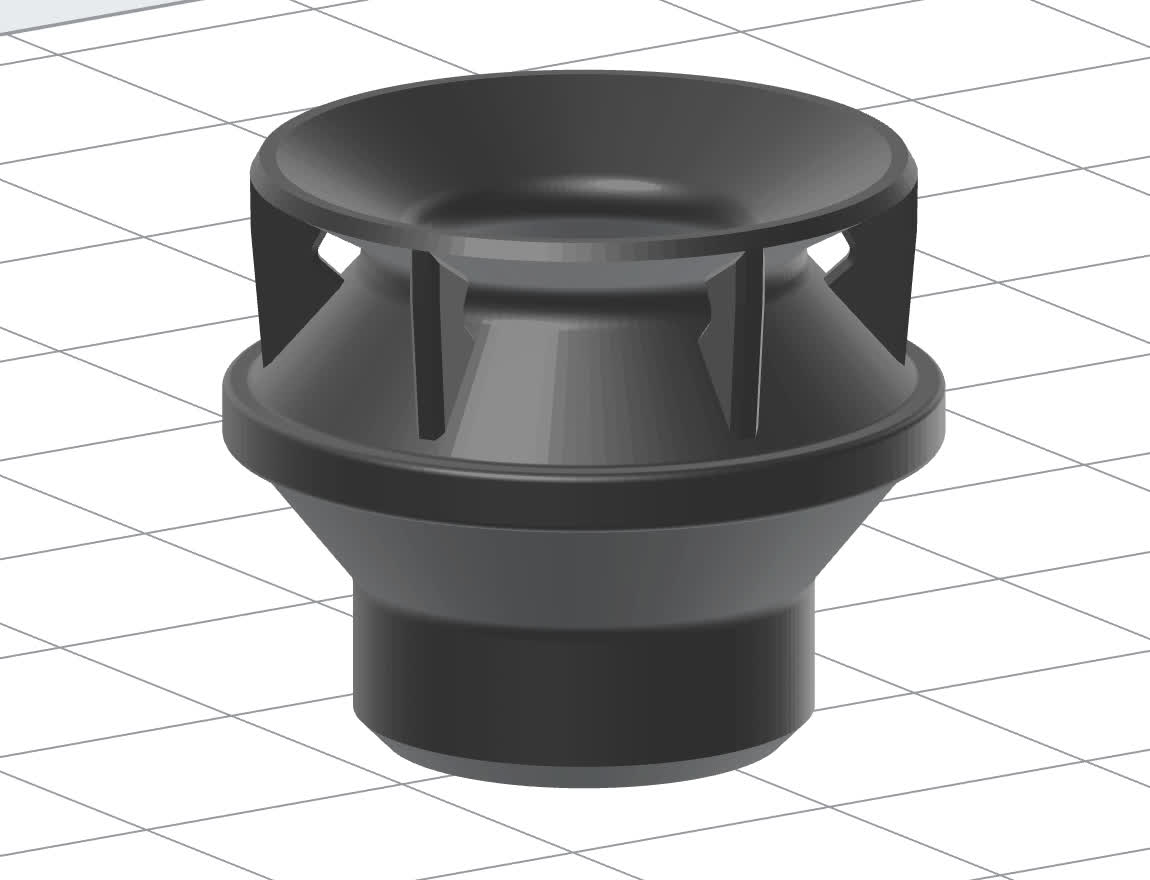 STL | 手順 STL | 手順 |  |
 STL | 手順 STL | 手順 | 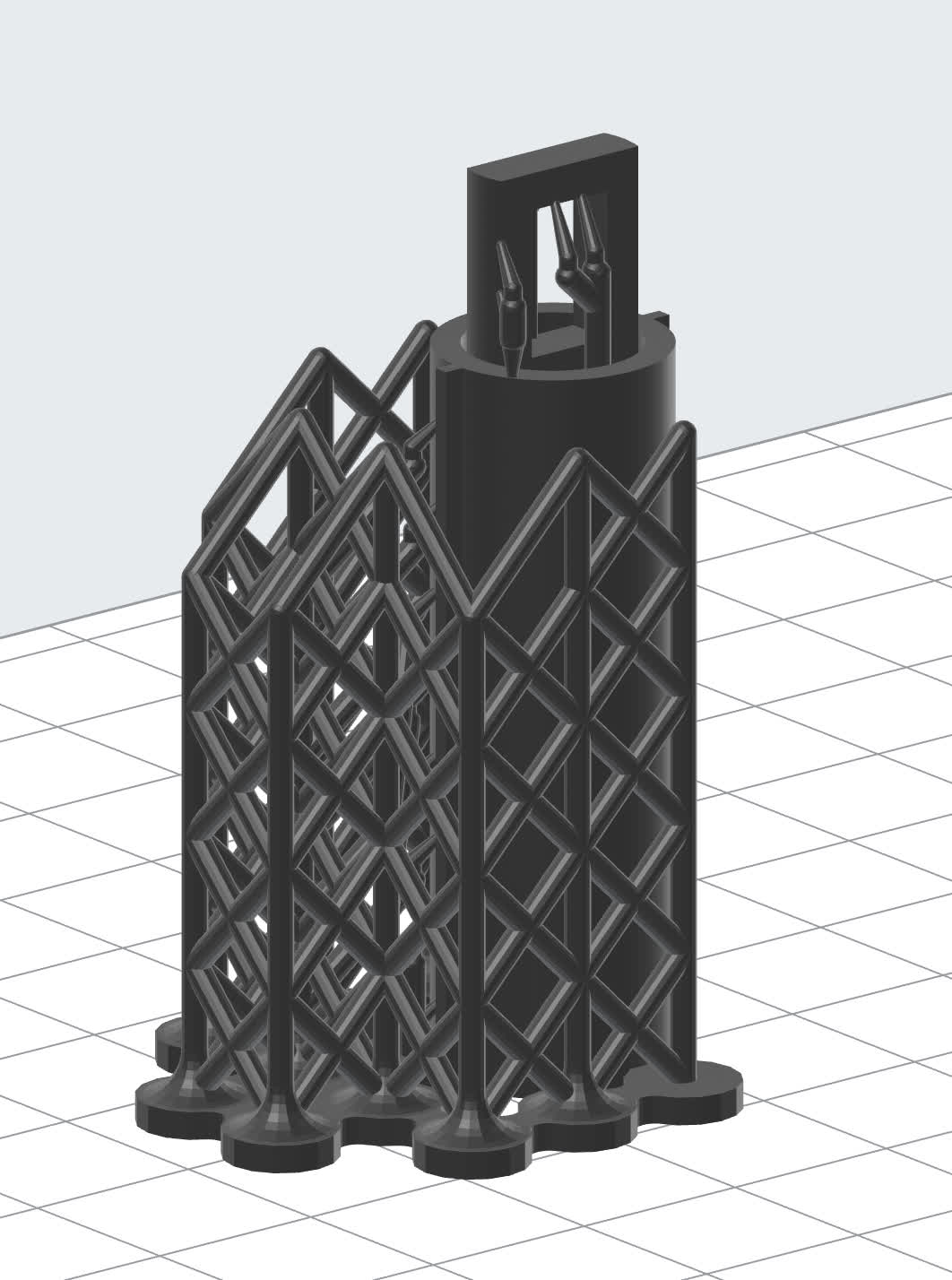 | 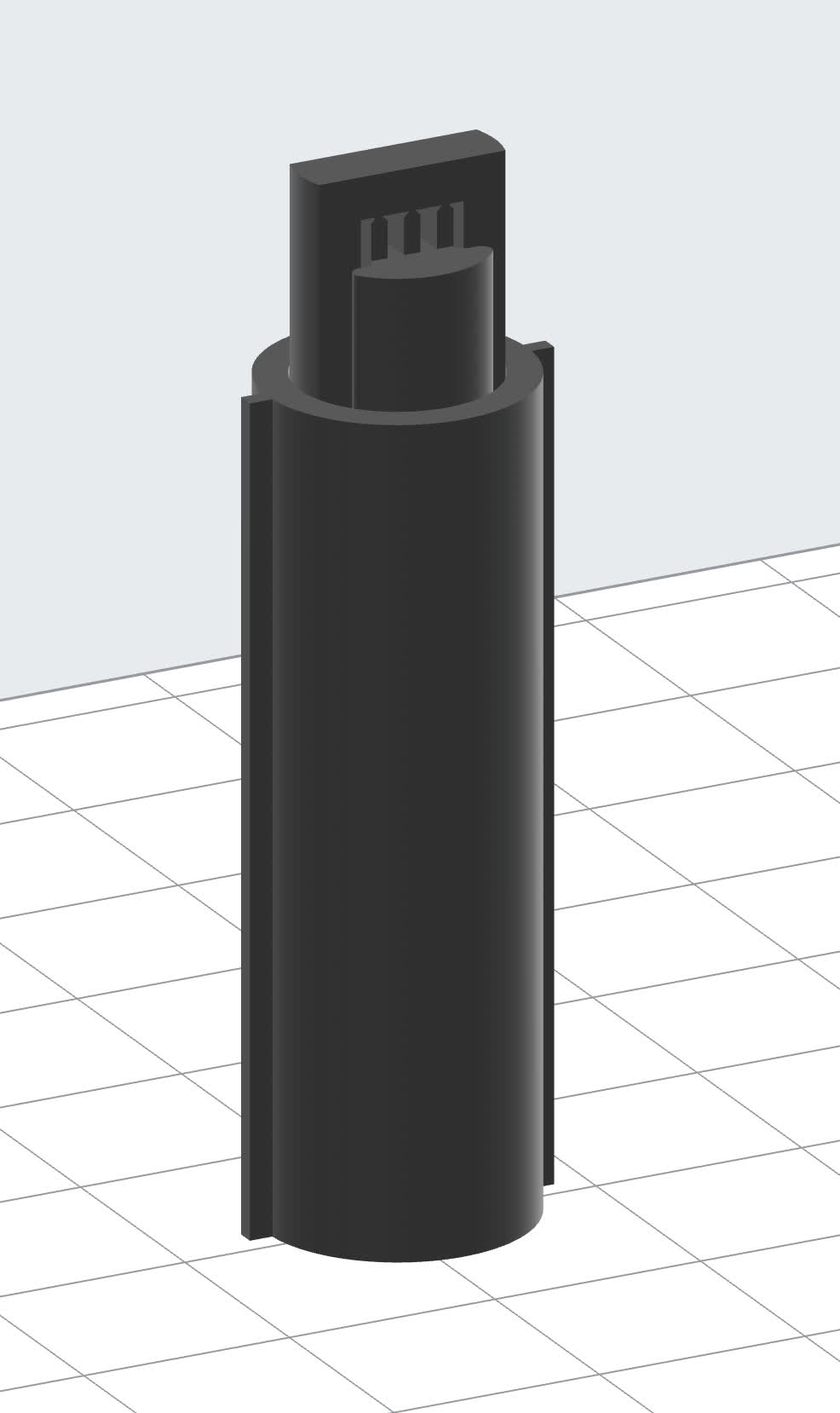 STL | 手順STL STL | 手順STL
備考:このカスタムのCADサポート材はモデルの内側から出てくる設計で、終端で中央をつないで突出部を支える構造になっています。 |  |
ティアアウェイサポート材のカスタム設計
Silicone 40Aレジンで造形したモデル用のカスタムティアアウェイサポート材の設計に関する専門家のアドバイスは、こちらの動画をご覧ください。Silicone 40Aレジンの高い伸び率(230%)や引裂強度(12kN/m)などの特性を活かし、サポート材を作成する際に造形品の形状を考慮する方法をご紹介します。ティアアウェイサポートを戦略的に設計することで、造形の成功率を高め、サポート材の取り外しを容易にし、パーツの用途を妨げるような小さなタッチポイントのない優れた表面仕上げを実現できます。この動画では、背の高いパーツの補強方法や、ベローズ、ガスケット、シール、チューブなどの一般的なエラストマーモデルの設計戦略についても解説しています。
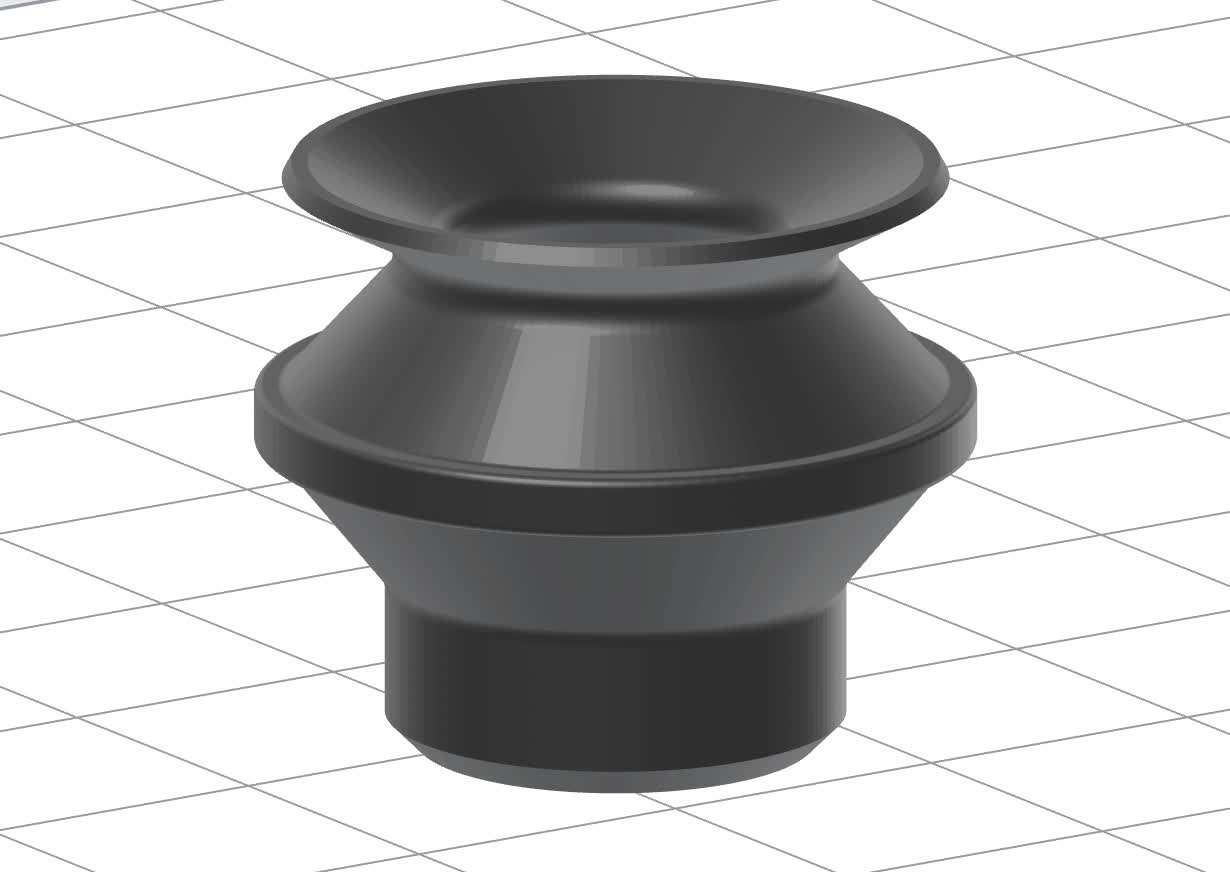
カップ付きモデル


モデルをカスタム設計のサポート材で支えていない例
カスタム設計のサポート材に水抜き穴を追加した例
設計仕様
サポート材付きの壁の厚み
最小:1.0mm

サポート無しの壁の最小厚み
推奨:2.0 mm

サポート材なしの突出部
最大長さ:400ミクロン
サポート材なしの角度
推奨:45度
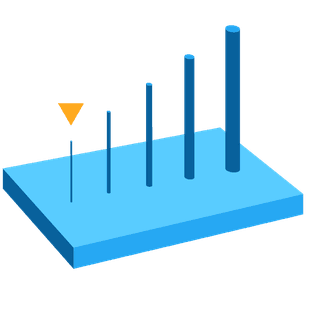
垂直ワイヤーの最小直径
推奨: 1.0 mm
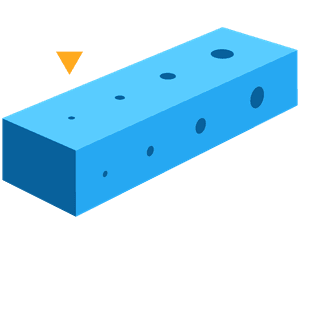
穴の最小直径
推奨: 1.0 mm
その他資料