
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
ろうを20%含んだ信頼性の高い鋳造用素材として開発されたFormlabsのCastable Wax Resinは、緻密で、灰を出さずに完全に燃え尽きるように設計されています。二次硬化を必要としないため、ワークフローも簡単かつ早期に完了できます。
Castable Wax Resinを使ってプリントする時は、積層ピッチを25ミクロンまたは50ミクロンに設定してください。
備考:
Castable Wax 40 レジンの性能や具体的な材料特性については、 安全データシート(SDS)および技術データシート(TDS)をご参照ください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
必要な備品
Formlabsの販売製品:
した、サードパーティの販売製品:
ワークフローの概要
注意:
以下は、Dental Casting and Pressing from 3D Printed Patterns [en]に記載されている手順を簡略化したものです。Castable Wax Resinを使ってプリントするパーツの設計、設定や方向付けの方法に関する詳細な指示内容については、応用ガイドブック原本をご参照ください。
スキャン
まずスキャナを使って、患者の歯列の解剖学的データを収集します。方法としては、口腔内スキャナを使って直接スキャンするか、デスクトップ型のオプティカルスキャナとポリビニルシロキサン(PVS)印象材を使って患者の歯列データのPVSインプレッションまたは歯型のスキャンデータを採得します。
設計
スキャンデータを歯科医療用CADソフトウェアにインポートして、歯の復元状態または歯列矯正器具を設計します。インポート先には、STL形式のオープンファイルをエクスポートできる、3Shapeまたはexocadなど、PreFormと互換性のあるソフトウェアを必ず使用するようにしてください。
インポート方法や設計手順は、ソフトウェアパッケージによって異なります。より詳細な情報やサポートが必要な時は、ソフトウェアのメーカまたは販売業者にお問い合わせください。
プリント
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
クラウンとブリッジのサポート
修復物の最も大切な部分にサポート材が生成されてしまうことを防ぐため、クラウンとブリッジのモデルの方向づけを行う際は、装着箇所やマージンが上を向くようにします。
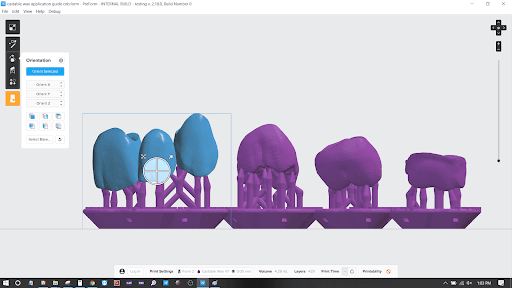
全体を覆うクラウンやブリッジのパターンの場合、クラウンの接触部分にではなく、咬頭部の先にサポートのタッチポイントを置きます。
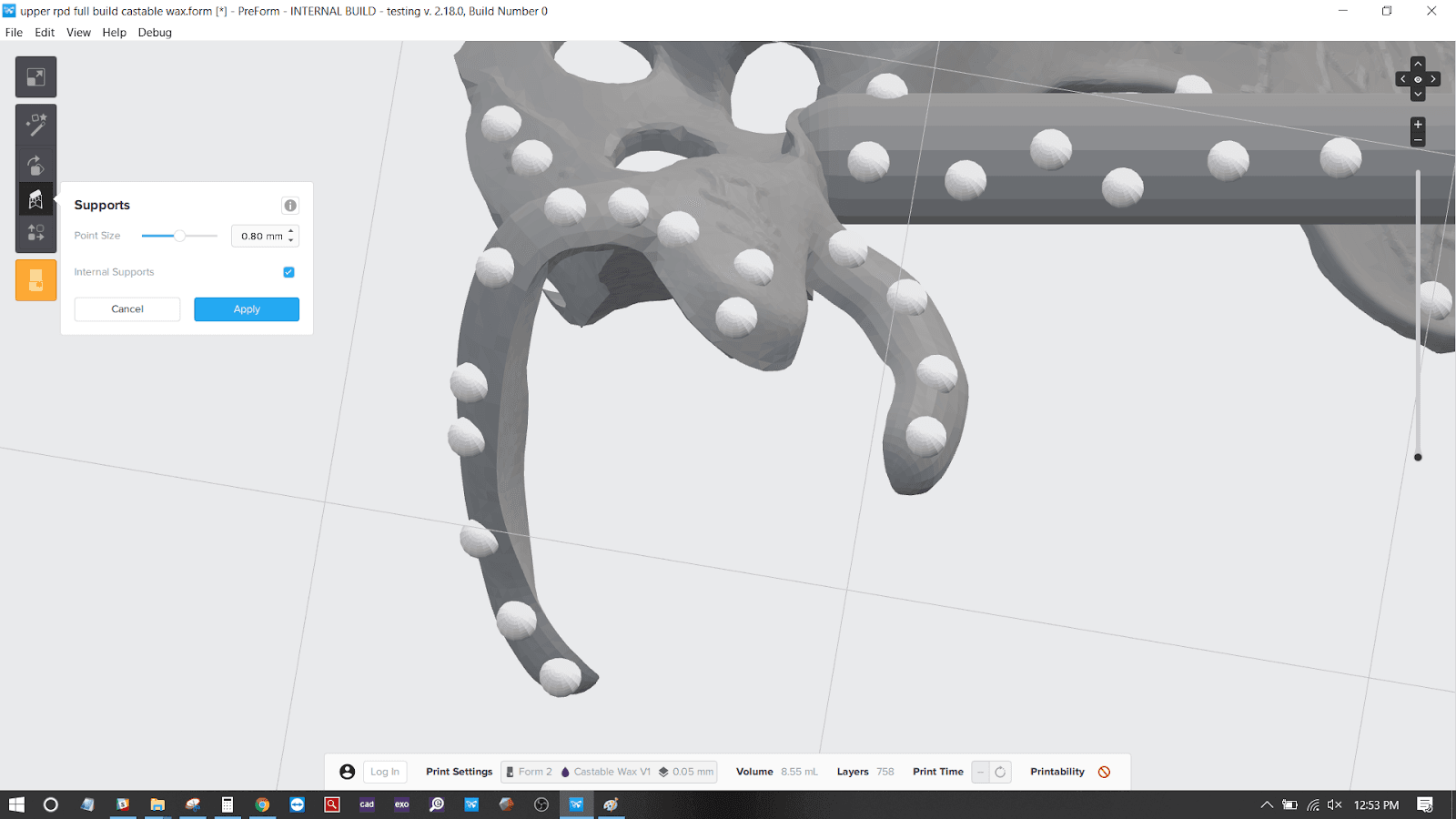
部分義歯フレームサポート
サポートを必要に応じて手動で追加したり、外したりしてください。患者の歯列または部分義歯フレームの他の重要な部位に接触する面にサポートを置かないようにしてください。
備考:
義歯フレームと留め金は、鋳造前に撓んでしまうことがないよう、少なくとも800ミクロンの厚みにしておくべきです。
レジンカートリッジは、よく振り、何回も上下逆さまにし、内容物が完全に混ざり合うようにしてください。
プリントジョブをアップロードしたら、プリンタのボタンを押して、プリントを開始します。
仕上げ
Form Washやその他の洗浄装置は設定時間に基づいて庫内の溶剤を撹拌して造形品を洗浄し、洗浄が終わると造形品を溶剤から取り出します。お使いの洗浄装置に関するサポート記事に記載されている手順に従って造形品を洗浄します。機械特性や生体適合性に関する要件に影響のある情報は、特に注意してご確認ください。
パターンが空洞の場合は、内部チャネルや空洞に残っているレジンがすべて取り除かれていることを確認します。パーツが完全に乾くのを待ちます。
Castable Wax Resinは、二次硬化が不要な素材として設計されています。Formlabsではプリントしたパターンの精度を最大に高めるために、多少縮んでしまう原因になり得る二次硬化はお勧めしていません。
パターンをプリントしたら、できるだけ早く処理し、鋳造またはプレス工程に移るようにしてください。Castable Wax Resinでプリントしたパターンをすぐに鋳造またはプレス工程に移れない場合は、洗浄後に冷暗所で保管してください。

備考:
取り外し可能な部分義歯など、非常に繊細なパーツは、サポートの取り外し作業中に簡単に折れてしまう恐れがあります。CADソフトウェアでサポートなどのアタッチメントを設計する際、後の取り外し作業が容易になり、繊細なパーツに影響が出ない箇所に配置するように工夫してください。
プリントが完了したら、Formlabs Finish Kitに含まれているフラッシュカッターまたは非常に鋭利な外科用メスを使って、パーツからサポートを慎重に取り外してください。非常に細かな部分に取り付けられているサポートは、二次硬化の後で取り外しても構いません。そうした方が、二次硬化の間にパーツが破損することを防ぎ、鋳造後のパーツのフィット感が増す可能性があります。
サポートの切り取り作業を行う際は、素材が脆くなって、破片が飛び散る恐れがありますので、必ず安全グラスを掛けて作業するようにしてください。サポートは、切断用ディスク、ドリルやバフといった歯科用ハンドピースを使って取り外すこともできます。
インベストメントと鋳造
Castable Wax Resinで鋳造するには、高温のリン酸化結合インベストメントが必要です。埋没材や鋳造に関する詳細は、Dental Casting and Pressing application guide(歯科鋳造・プレス成形アプリケーションガイド)をご参照ください。インベストメント製造元の推奨方法を常に参考にするようにしてください。
その他資料