
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。

Tough 2000レジンは、アクリロニトリルブタジエンスチレン(ABS)樹脂の質感と重要な機械的特性の両方を再現します。ABSは、強度と柔軟性をバランスよく備えた、非常に一般的な熱可塑性物質です。Tough 2000レジンは、強度の高いエンジニアリングプロトタイプを製作できる材料で、高い応力や歪みにも耐えられるように開発されています。さらに仕上げを行う場合は、Tough 2000レジンで造形したパーツを機械加工することも可能です。
Tough 2000 Resinは、Tough 1500 ResinやDurable Resinなど、Tough ResinやDurable Resinファミリーの他の材料よりもたわみ温度が高いのも特徴です。
Tough 2000レジンは、50ミクロンと100ミクロンの積層ピッチで造形できます。
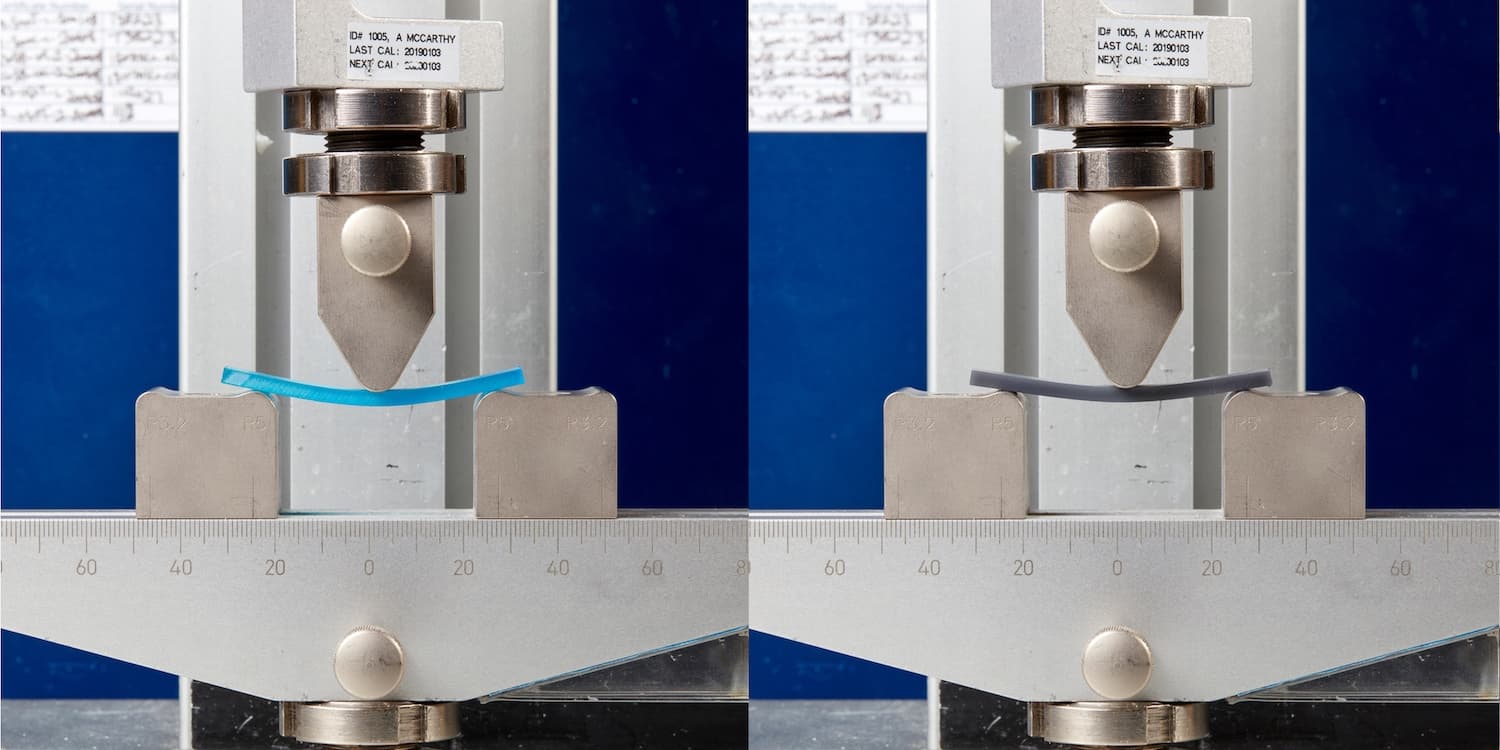
靭性とは、破壊する前にエネルギーを吸収する材料の能力を指します。タフな材料は、単に粉々になるのではなく、変形することで破壊に至ります。言い方を変えれば、靱性のある素材は脆い素材よりも「曲がり」が少し大きいと言えます。
靭性は、応力-ひずみ曲線の下の面積としても定義されます。Toughレジンは一般的に、「強度」(材料が耐えられる応力の大きさ)と「延性」(伸びやひずみの割合)のバランスが良い材料です。そのため、タフな材料の応力-ひずみ曲線の下の面積は、伸び率の低い非常に強くて硬い材料の面積よりもはるかに大きくなります。Tough 2000レジンは、スタンダードレジンよりも剛性が低く伸び率が高いため、破損する前により多くのエネルギーを吸収することができます。
最適な用途:
不向きな用途:
備考:
Tough 2000レジンの性能および具体的な材料特性については、安全データシート(SDS)および技術データシート(TDS)をご参照ください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
他材料との比較
| Durable Resin V2、二次硬化後(60°C) | Tough 1500 Resin、二次硬化後(70°C) | Tough 2000 Resin、二次硬化後(80°C) | |
|---|---|---|---|
| 最大引張強さ(MPa) | 31.8 | 33 | 46 |
| 引張弾性率(GPa) | 1.26 | 1.50 | 2.20 |
| 破断時伸び(%) | 49.0 | 51.0 | 48.0 |
| 曲げ弾性率(GPa) | 0.82 | 1.40 | 1.90 |
| アイゾット衝撃強さ(J/m) | 109 | 67 | 40 |
| HDT @ 1.8 MPa(°C) | -- | 45 | 53 |
| HDT @ 0.45 MPa(°C) | 43.3 | 52.0 | 63 |

Tough 2000レジンで造形する
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
PreFormをインストールまたは最新バージョンに更新してから、次のプリントジョブをセットアップしてください。
PreFormでプリント用のモデルを準備するには:
Tough 2000レジンで造形する際は、サポート材を使用し、ビルドプラットフォーム上で直接造形しないでください。非常に容積の大きいパーツをプリントする場合は、サポートのタッチポイントのサイズも大きくしておくべきです。
Tough 2000レジンで造形したパーツは、スタンダードレジンで造形したパーツよりもビルドプラットフォームから取り外すのが難しい場合があります。その時は、熱風を吹きかけると、ビルドプラットフォームが温まり、取り外しやすくなります。
仕上げ
Form Washは、造形品を溶剤が入った浴槽の中で攪拌しながら洗浄し、事前に設定した洗浄時間に達したら、自動的に造形品を取り出します。Form Washを使った造形品の洗浄方法は、サポート記事Form Washの時間設定に記載の手順をご確認ください。機械特性や生体適合性に関する要件に影響のある情報は、特に注意してご確認ください。
備考:
パーツを洗浄したら、二次硬化に移る前に、完全に乾くのを待ちます。完全に乾燥していない状態で二次硬化を行うと、機械的特性に悪影響を及ぼす可能性があります。
二次硬化の要件
Tough 2000レジンは、その機械的特性を最大限に発揮できるようになるには、二次硬化させる必要があります。