
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
Surgical Guideレジンは、サージカルガイド、ドリルテンプレート、パイロットドリルガイド、デバイスサイジングテンプレートなどのクラスI機器の3Dプリント用に設計された材料です。Surgical Guide Resinは、数々の加圧減菌器、溶剤やインプラントシステムで厳密に試験を繰り返し、プリントの品質、精度と機械特性がいずれも向上するように設計されたFormlabs SLAプリンタ専用の素材として開発されました。

推奨用途:
備考:
Surgical Guideレジンの性能や特定の材料特性の詳細については、安全データシート(SDS)および技術データシート(TDS)を参照してください。Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
他材料との比較
Surgical Guideレジンは、同様の材料で見られる脆さや破損を最小限に抑えるため、比較的高い伸びと引張強さを持つように設計されています。Dental SGレジンと比較して、Surgical Guideレジンは曲げ強度と曲げ弾性率が高く、ISO規格の要件を上回る性能を発揮し、歯科用ガイド手術に必要な一貫性を実現します。下記の表には、ISO基準を最低限満たせる材料特性をSurgical Guide ResinとDental SG Resinで比較した結果が表示されています。
| 機械的特性 | Dental SGレジン | Surgical Guideレジン |
|---|---|---|
| 曲げ強さ | ≥ 50 MPa | ≥70 MPa |
| 曲げ弾性率 | ≥1500 MPa | ≥2000 MPa |
必要な備品
サードパーティ製:
ワークフローの概要
備考:
This is an abbreviated version of the application guide 3D Printing Surgical Guides [en]. Surgical Guideレジンのワークフローの詳細については、アプリケーションガイドをお読みください。
スキャン
オプティカルスキャナを使って、患者の歯列の解剖学的データを収集します。方法としては、口腔内スキャナーを使って直接スキャンするか、デスクトップ型のオプティカルスキャナーとポリビニルシロキサン(PVS)印象材を使って患者の歯列データのPVS印象または歯型のスキャンデータを採得します。限定箇所だけのサージカルガイドを製作する時は、コーンビームコンピュータ断層撮影(CBCT)スキャナを使って、患者の骨切り術の解剖図も採得します。
手動式のPOI同定ツールと自動アライメントツールを両方使って、口腔内のスキャンデータとCBCTスキャンデータを詳細に一致させます。必要に応じて、下顎神経の位置を確認します。
設計
サージカルガイドを設計する時には、歯科医療用CADソフトウェアを使用します。最大の保持力と精度を求める場合は、フルアーチ型ガイドを使用します。設計手順は各ソフトウェアによって違うこともあるので、ソフトウェアのプロバイダに患者のスキャンデータからスプリントを生成する詳細な手順について確認することをお勧めします。歯科医療用CADソフトウェアには、STL形式のオープンファイルをエクスポートできるソフトウェアを選んでください。
各ガイドの安全性、精密度と嵌め具合を最大限に高められるよう、ガイドのデザイン設定を慎重に微調整してください。以下のガイドラインに従ってForm 2でサージカルガイドを設計し、強度と耐久性のある結果を確実に得られるようにします。使用されているガイドスリーブのブランドやサイズに応じて、推奨されているデザイン設定値を調整してください。
| 設計設定 | 推奨最小デフォルト値 | 推奨最大デフォルト値 |
|---|---|---|
| 壁の厚さ 構造の安定性を確保するため、十分な強度と耐久性を持つ大きさである必要があります。 | 2.0 mm | n/a |
| 歯からのオフセット ガイドが患者の歯にどれだけぴったりとフィットするかに影響します。値が高いほど緩く、値が低いほどきつくフィットします。 | 0.050 mm | 0.070 mm |
| スリーブからのオフセット 金属製のガイドスリーブを挿入する際に、ぴったりとした圧入を確保します。 | 0.000 mm | 0.040 mm |
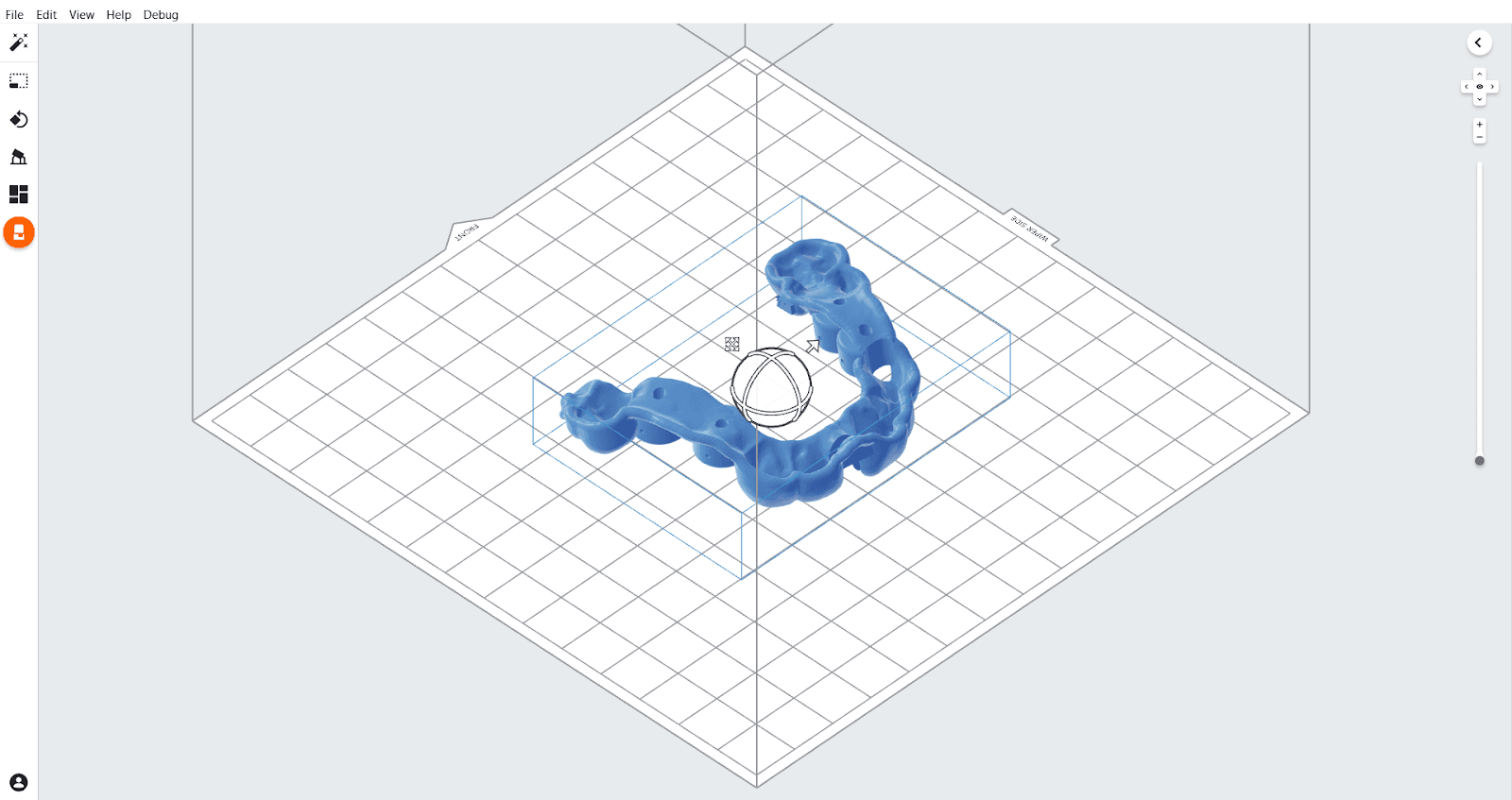
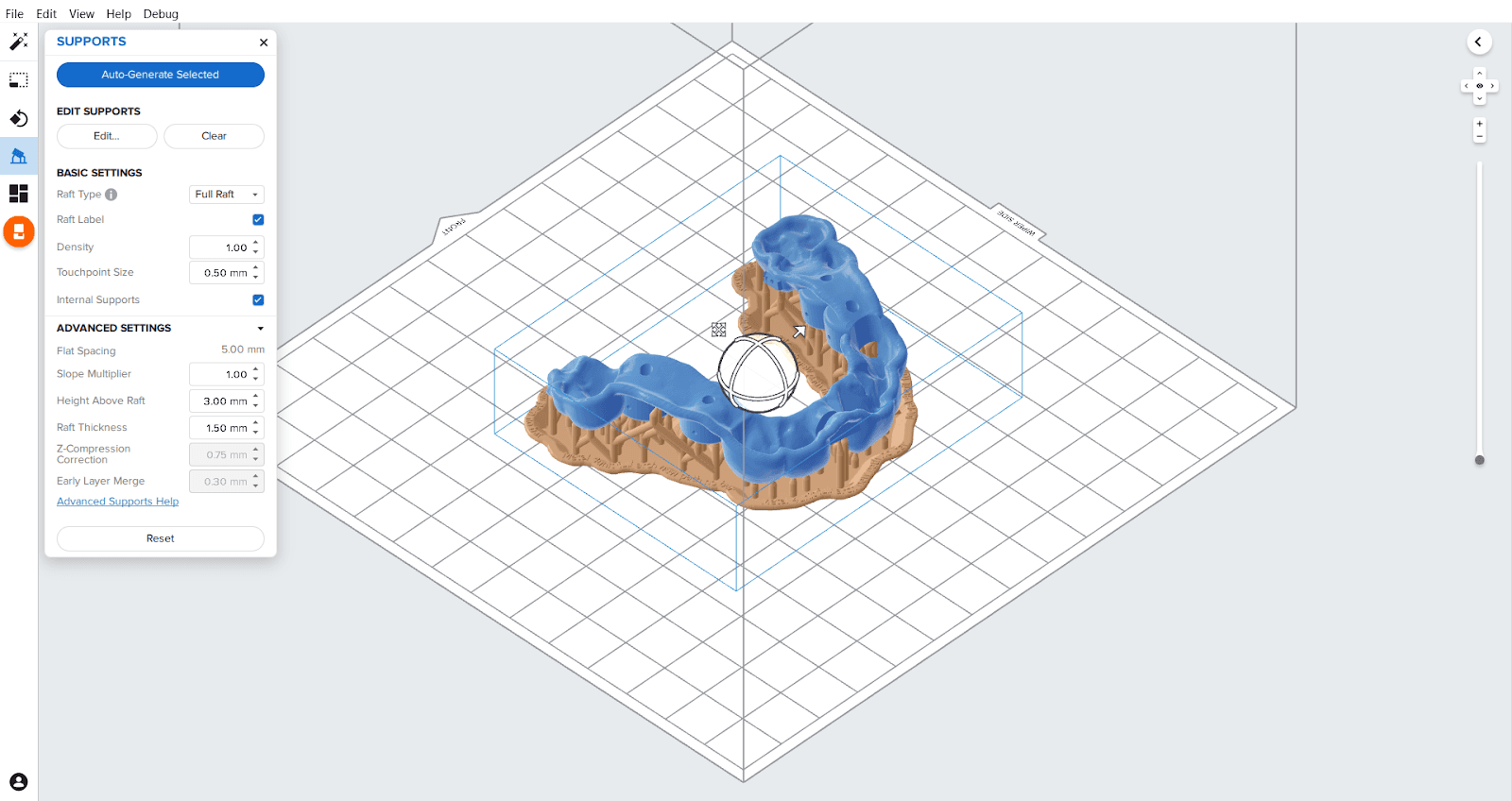
Surgical Guideレジンで造形する
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
レジンカートリッジは、よく振り、何回も上下逆さまにし、内容物が完全に混ざり合うようにしてください。プリンタにレジンタンク、レジンカートリッジならびにビルドプラットフォームを装着します。
備考:
Surgical Guideが生体適合性の要件に完全に適合するためには、専用のレジンタンク、ビルドプラットフォームや仕上げ用キットを使用する必要があります。なお、こうしたツールを他の種類のレジンに使用する時は、同じ生体適合性に適したFormlabsのレジンにのみ併用することをお勧めします。
仕上げ
Form Washは、造形品を溶剤が入った浴槽の中で攪拌しながら洗浄し、事前に設定した洗浄時間に達したら、自動的に造形品を取り出します。Form Washを使った造形品の洗浄方法は、サポート記事Form Washの時間設定に記載の手順をご確認ください。機械特性や生体適合性に関する要件に影響のある情報は、特に注意してご確認ください。
備考:
パーツの表面から余分なイソプロピルアルコール (IPA) を除去するために、パーツを少なくとも 30分間、空気乾燥させます。厚みがあると乾燥時間が長くなるため、プリントしたパーツが置かれている環境の湿度やパーツの厚みが乾燥時間の長さに影響に与えます。プリントしたパーツが完全に乾燥していないと、オートクレーブの結果に影響が出る可能性があります。大きなパーツや厚みがあるパーツは、最適な性能を発揮できるようになるためには、二次硬化させ前に一晩乾燥させておくことをお勧めします。
二次硬化の要件
Surgical Guideレジンで造形したパーツは、生体適合性と最適な機械的特性を得るために、二次硬化が必要です。また、患者が安全で快適にサージカルガイドを着用できるようにするためには、プリントしたパーツの二次硬化を徹底的に行う必要もあります。
二次硬化の推奨事項については、サポート記事Form Cureの時間と温度の設定を参照してください。二次硬化が進む間、パーツの色が半透明の黄色から半透明のオレンジ色に変色していきます。
サポート材を取り外す
備考:
サポートを取り外すのは、パーツが撓むのを防ぐために、二次硬化後にしてください。
Formlabs Finish Kitに付属のフラッシュカッターまたはその他の造形品取り外し用ツールを使用して、サージカルガイドに接触している箇所のサポート材を慎重に切り取ります。その際、二次硬化した素材は砕けやすくなっていますので、切る力をあまり強く加えないようにご注意ください。サポートは、カッティングディスクや丸みのあるカーバイドバーといった特殊な技工用器具で切断することもできます。
後処理、消毒、滅菌、組み立ての手順については、アプリケーションガイド「3D Printing Surgical Guides」[(英語版)]をご参照ください。生体適合性
Surgical Guideレジンは、非細胞毒性、非感作性、非刺激性であり、ISO 10993-1:2018に準拠しています。
その他資料