
備考:
この素材は購入できません。Formlabsでの生産・販売が終了しています。その他のFormlabs材料の情報については、最適なレジンの選び方をご覧ください。
備考:
この素材は購入できません。Formlabsでの生産・販売が終了しています。その他のFormlabs材料の情報については、最適なレジンの選び方をご覧ください。
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
PU Rigid 1000 レジンのワークフローは、Formlabsの他のSLA光造形用材料よりも複雑です。Formlabsでは、ポリウレタンレジンでのプリントを確実に成功させるために、サードパーティ製の消耗品を追加で購入することを推奨しています。
ポリウレタンは防音性、耐薬品性、物理的性質に優れ、一般的に鋳造や反応射出成形で使われます。PU Rigid 1000 レジンは、ハイブリッド化学の手法を用い、Formlabs SLA光造形プリンターで使える材料として開発されています。

PU Rigid 1000 レジンで造形したパーツは、非常に高い衝撃強さとポリウレタンの物理的特性を持ち、過酷な環境に晒される造形品や実製品用部品として最適です。
PU Rigid 650とPU Rigid 1000 レジンは、ISO10993-1に準拠する皮膚接触デバイスとして評価されています。
備考:
To learn more about the performance or specific material properties of PU Rigid 1000 Resin, refer to the Safety Data Sheet (SDS) and Technical Data Sheet (TDS). Formlabsの材料の安全性や取扱方法の詳細は、SDSを一次情報源としてご参照ください。
最適な用途:
不向きな用途:
PU Rigid 1000 レジンは、積層ピッチ50ミクロンと100ミクロンでの造形が可能です。
他材料との比較
下記の表に、主な材料特性の比較結果がまとめられています:
| PU Rigid 650 Resin | PU Rigid 1000 Resin | |
|---|---|---|
| 引張強さ(MPa) | 34 ± 3.4 | |
| 35 ± 3.5 | 引張弾性率(GPa) | 0.67 ± 0.06 |
| 0.92 ± 0.09 | 破断時伸び(%) | 170 ± 17 |
| 80 ± 8 | 曲げ強さ(MPa) | 22 ± 1.1 |
| 32 ± 1.6 | 曲げ弾性率(GPa) | 0.57 ± 0.03 |
| 0.75 ± 0.03 | アイゾッド衝撃強さ(J/m) | 375 |
| 170 | たわみ温度(HDT)@ 1.8 MPa(°C) | 59 |
| 64 | たわみ温度(HDT)@ 0.45 MPa(°C) | 82 |
Formlabsの各レジンの性能特性の詳細については、材料特性データシートのライブラリ
をご参照ください。
必要な備品
Formlabs製:
した、ワークフローの概要
備考:
PU Rigid 1000レジンの使用ガイドを読み、Formlabsのガイドラインに従って、常に高品質な結果を得られるようにしてください。
PU Rigid 1000 レジンのワークフローは、Formlabsの他のSLA光造形用材料よりも複雑です。Formlabsでは、ポリウレタンレジンでのプリントを確実に成功させるために、サードパーティ製の消耗品を追加で購入することを推奨しています。
Formlabsでは、PU Rigid 650 レジンやPU Rigid 1000 レジンを使って造形したり、保管したりする際、気温や湿度を最適な状態で維持できるドライキャビネットの使用を推奨しています。
Formlabs PU Rigid 1000 レジンで造形する場合、ニーズと利用可能なリソースに応じて、複数のワークフローが考えられます。ドライキャビネットを使って造形する方法もあれば、周囲環境下で造形する方法もあり、またレジンの供給方法も自供給機能(他のFormlabsレジンと同様)を使うか手動で充填するか(Form 2では使用きません)を選ぶことができます。
| ワークフロー | 方法 | メリット | 考慮事項 | 使用タイミング |
|---|---|---|---|---|
| 推奨 | ドライキャビネットでの自動充填 | 最良の結果と簡単なワークフロー | ドライキャビネットが必要 | PU Rigid 1000レジンでの頻繁なプリント |
| 低コスト | 環境条件下での自動充填 | 低コストでシンプル | ポットライフが短い | 環境条件下でのプリント |
| 変更済み | ドライキャビネットでの手動充填 | レジンのポットライフを延長 | ドライキャビネットが必要で微調整が必要な場合あり | 断続的なプリントや同じパーツの繰り返しプリント |
備考:
推奨または改良ワークフローのどちらかを選択した場合、他のレジンで造形する間、プリンタをドライキャビネットに入れたままにしておいても構いません。Formlabsのレジンはいずれも、低湿度環境下でも正常に造形することができます。
ポットライフ
PU Rigid 1000 レジンは、熱と湿気に敏感です。このレジンは、アルミボトルに入った状態で空のレジンカートリッジを付けて出荷されます。アルミボトル開封後のレジンの賞味期限は約1カ月です。
カートリッジやタンクに注がれたレジンは、空気中の水分に晒され続けると、硬化が始まり、造形ができなくなるまで粘度が上昇します。レジンタンクまたはカートリッジ内のレジン粘度が造形可能な範囲内にある期間をポットライフと呼びます。
| 相対湿度 | レジンのポットライフ |
|---|---|
| 45% | 24時間 |
| 30% | 2日 |
| 15% | 3日 |
| 5% | 7日 |
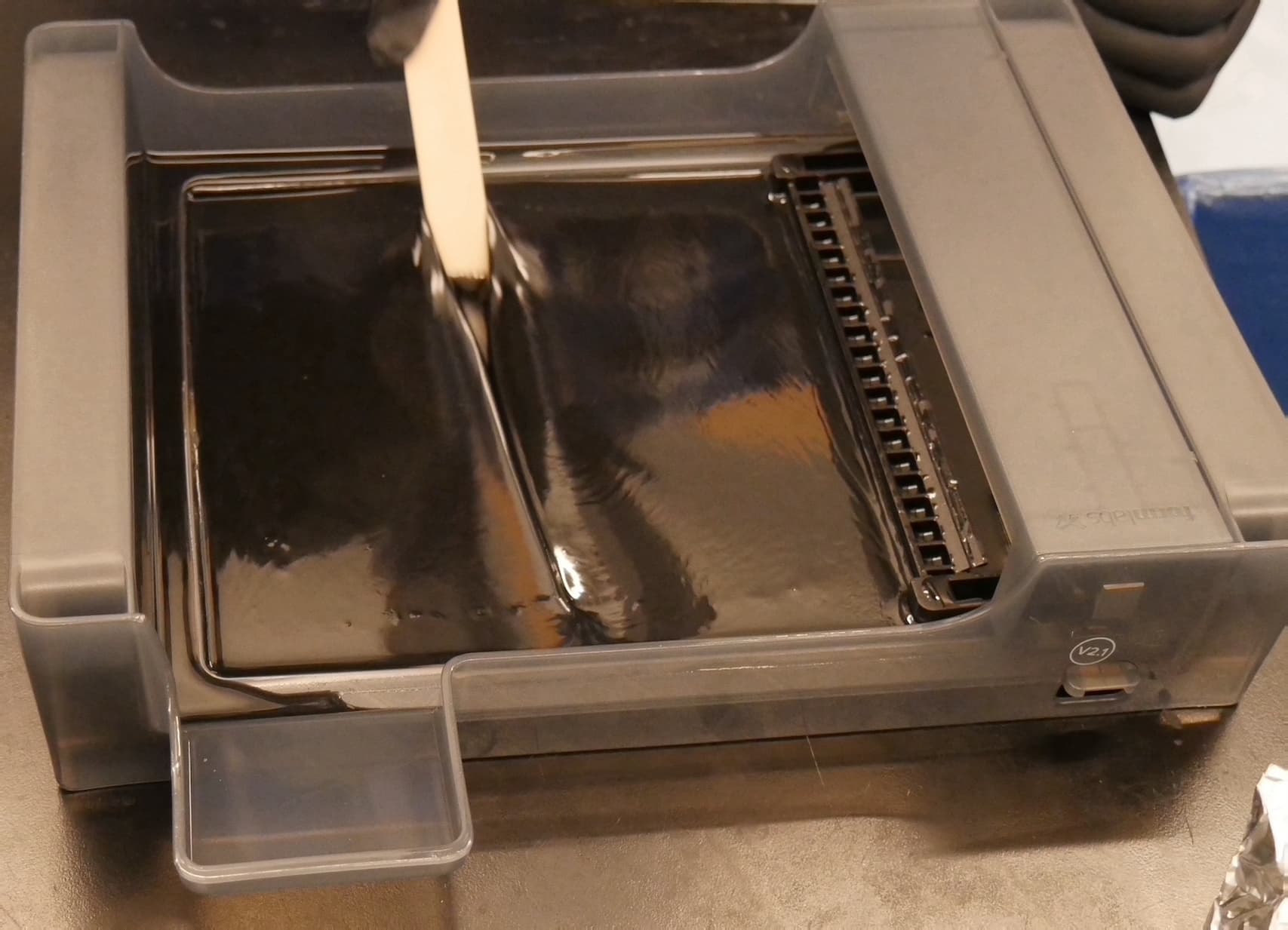
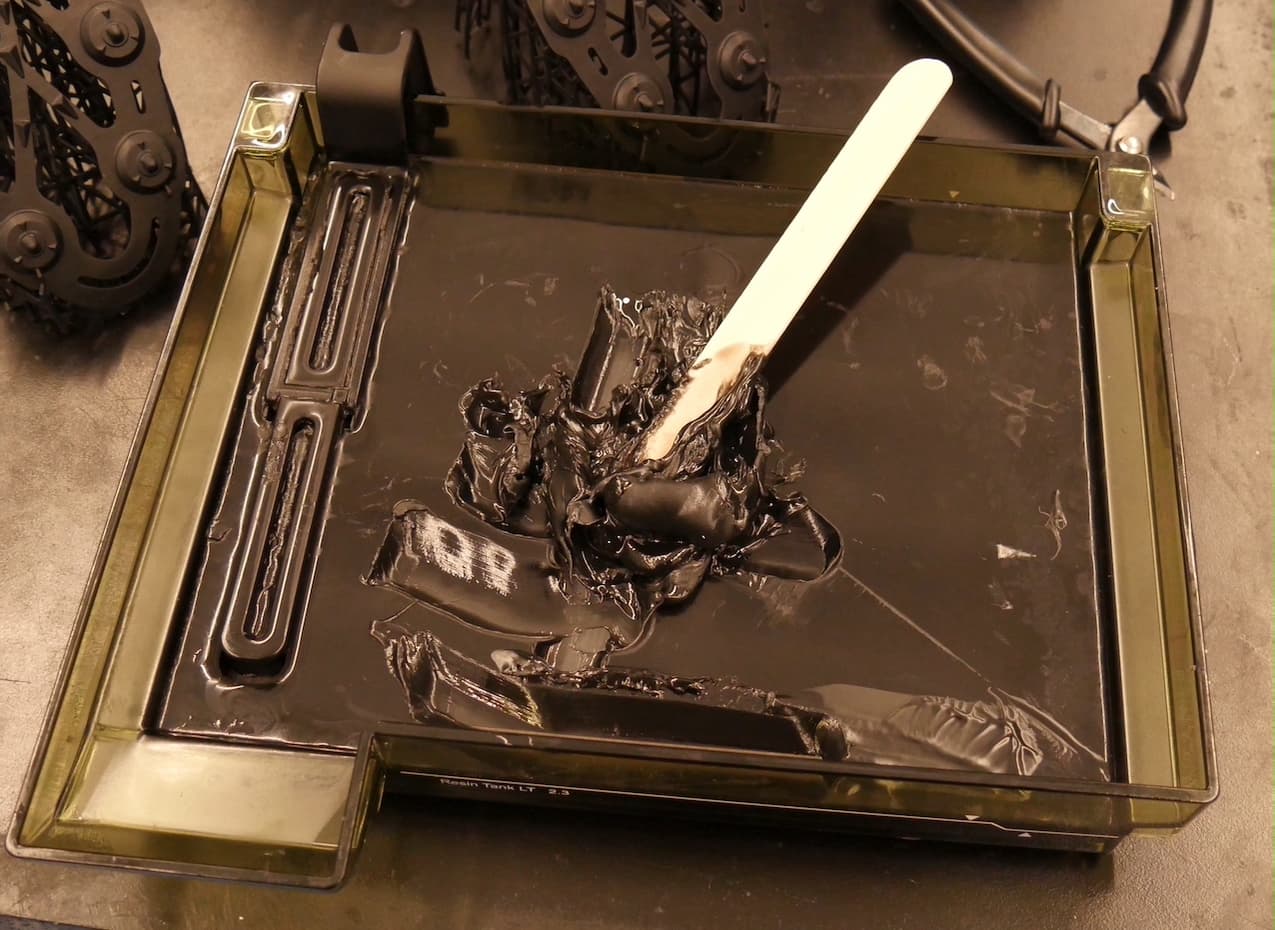
左:まだ使えるPU Rigid 1000 レジン。右:もう使えなくなったPU Rigid 1000 レジン。
レジンタンク内のPU Rigid 1000 レジンが使用可能かどうかを判断するには、ヘラなどの平らで鈍い道具をタンクの底面に沿ってずらします。工具を滑らせることでレジンが分かれ、隙間ができます。その隙間に周りのレジンが流れ込む(隙間が埋まる)状態であれば、まだ使用可能と判断できます。または、Zahn cup #5 粘度計を使用して、レジン粘度が2000cPsを超えるかどうかを判断します。粘度が2000cPsを超える場合は、レジンタンク内のレジンを交換するか、レジンカートリッジから新しいレジンを追加してください。
PU Rigid 1000 レジンで造形する準備をする
造形を開始する前に、レジンとプリンタを準備します。
自動充填機能を使ってプリントする場合は、レジンカートリッジを充填します。アルミボトルのレジンをよく振って、完全に混ざるようにします。

推奨または変更済みのワークフローを使用する場合は、プリンターをドライキャビネットに設置します。
PU Rigid 1000 レジンを使って造形する
備考:
機器の破損を防ぐために、サポート記事Choosing the right material(適切な材料を選定)に記載されているレジンタンクの互換性テーブルを参照し、お使いのレジンタンクに使用予定の材料との互換性があるかどうかを事前に確認してください。
備考:
どちらのPUレジンで造形した造形品でも、ビルドプラットフォームに強力に密着します。Formlabsでは、ビルドプラットフォームからの取り外しを容易にし、取り外しの際の造形品への偶発的な損傷を減らすために、すべての造形品をサポート材上に造形することを推奨しています。
洗浄
備考:
PU Rigid 1000レジンの使用ガイドを読み、Formlabsのガイドラインに従って、常に高品質な結果を得られるようにしてください。
Form WashとForm Wash Lは、溶剤バスを攪拌し、設定した時間が経過するとバスから造形品を取り出します。造形品をビルドプラットフォームから取り外さずに洗浄すると、損傷を防ぐことができます。PGDAで2分間洗浄し、その後、圧縮空気で造形品に付着している溶剤を吹き飛ばします。必要であれば、ここまでの手順を繰り返してください。
PGDAで洗浄後、ビルドプラットフォームからを取り出します。リムーバルツールやスクレーパーナイフを、ラフトの面取りされたエッジの下に慎重に滑り込ませます。をビルドプラットフォームからゆっくりと剥がす用に切り離します。PGDAまたはイソプロピルアルコールをスプレーボトルに入れて、ビルドプラットフォームに付着している余分な液体レジンを洗い流します。
ヒント:
造形品の取り外しが容易なBuild Platform 2を使用して造形します。または、ドライヤーなどでビルドプラットフォームを軽く加熱することでも、造形品が取り外しやすくなります。
PGDAの蒸発を促進させたい時は、酢酸ブチルが入った浴槽に造形品を少しの間浸漬させておくと効果的です。浸漬させる時間は、15秒以内に止めておいてください。圧縮空気を使って、パーツに付着している過剰な酢酸ブチルを吹き飛ばします。n-ブチルアセテートのバスには、Form Washのバケットは使用しないでください。高濃度の溶剤に対する耐性が確認されていません。
パーチメント紙または同様の非粘着性の表面に造形品を置き、24時間以上放置して、周囲に残っているzGDAをすべて蒸発させます。二次硬化前に付着している溶剤が完全に蒸発していることを確認してください。残っていると表面品質に影響が出る可能性があります。
備考:
ポリウレタンレジンは、イソプロピルアルコール(IPA)で洗浄しないようにしてください。造形品と反応し、材料特性を劣化させる可能性があります。
二次硬化の要件
PU Rigid 1000 レジンは、湿度硬化チャンバーで二次硬化する必要があります。推奨されるサードパーティ製品の詳細については、サポート記事推奨ツールと消耗品(PUレジン)をご参照ください。
PU Rigid 1000 レジンの二次硬化サイクルは、他のFormlabs SLA光造形用レジンに比べて長いです。適切な二次硬化時間は、造形品の厚みによって異なります。
Formlabsでは、ほとんどの造形品の二次硬化をサポート材無しで行うことを推奨しています。サポート材は二次硬化後に取り外すことが難しくなります。しかし、グリーン状態での強度が元々低いため、形状によっては二次硬化時に温度が上昇する際、材料が完全に硬化する前に若干の弛みや反りが発生することがあります。このような形状の造形品は、サポート材の上で二次硬化させることをお勧めします。

Formlabs PU Rigid 1000レジンで造形したパーツを二次硬化する場合:
備考:
Anova Precision社製湿度オーブンは、目標温度と湿度を達成するために較正が必要な場合があります。温度計と湿度センサーで、オーブン内の温度と湿度を監視するようにしてください。オーブン内の温度が46 ºC、相対湿度が70%になるよう、必要に応じてオーブンの操作スイッチ類を調整します。
| 46℃、相対湿度70%での二次硬化時間 | ||
|---|---|---|
| 造形品の厚み | PU Rigid 650 | PU Rigid 1000 |
| 2 mm | 3日 | 3日 |
| 3 mm | 3日 | 4日 |
| 6 mm | 4日 | 5日 |
| 9 mm | 12日 | 9日 |
| 12 mm | ~14日 | ~14日 |
プリント完了後から次のプリントまでの間
造形の合間にPGDAを使ってレジンタンクのメンテナンスを実施しておくと、ワークフローの一貫性と成功率が高まります。
レジンタンクのクリーニングプリントを続行する前に、レジンタンク内に硬化したレジンやその後のプリントの妨げになるようなゴミがないか確認することをお勧めします。レジンタンク内部の点検方法については、Form 3、Form 3+、Form 3B、Form 3B+およびForm 2の説明書を参照してください。
PGDAの交換またはリサイクル
PGDA溶剤は、レジンの硬化により固まったレジン粒子で最終的に飽和状態になり、造形品の洗浄に効果がなくなります。Formlabsでは、洗浄サイクル後に造形品を確認し、造形品表面に硬化したレジン粒子が付着するようになったら、PGDA溶剤を交換することを推奨しています。この現象は一般的に、10リットルのレジンを使用して造形・洗浄した後、あるいはForm Washで数週間溶剤を使って洗浄した後に発生し始めます。
洗浄に使用しているPDGAがレジンで飽和したら、新しいPGDAと交換してください。また、PGDA内の硬化したレジン粒子をろ過して、溶剤を再利用することも可能です。PGDAをろ過するには:
備考:
液体または部分的に硬化したレジンを排水溝に流したり、家庭ゴミといっしょに廃棄したりしないでください。溶けたレジンが混ざっているプロピレングリコールジアセテート(PGDA)を排水溝に流したり、家庭ごみと一緒に捨てたりしないでください。使用済みPGDAの安全で適切な廃棄方法は、地域によって異なります。
その他資料