
Materials
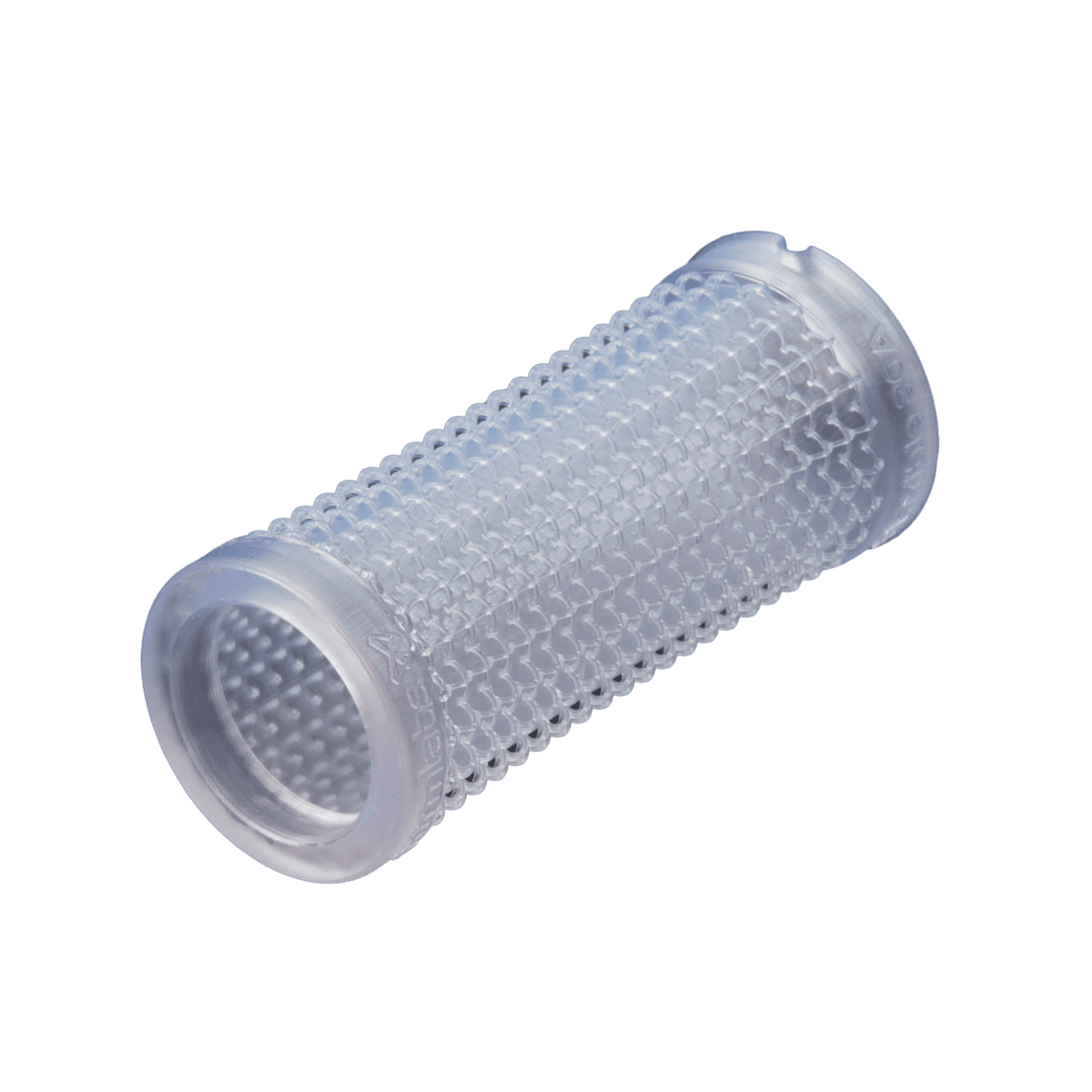
Flexible 80A Resin V2
New
- Elongation at Break
230%
- Ultimate Tensile Strength
10 MPa
- Flexural Modulus
- —
- Flexural Strength
- —
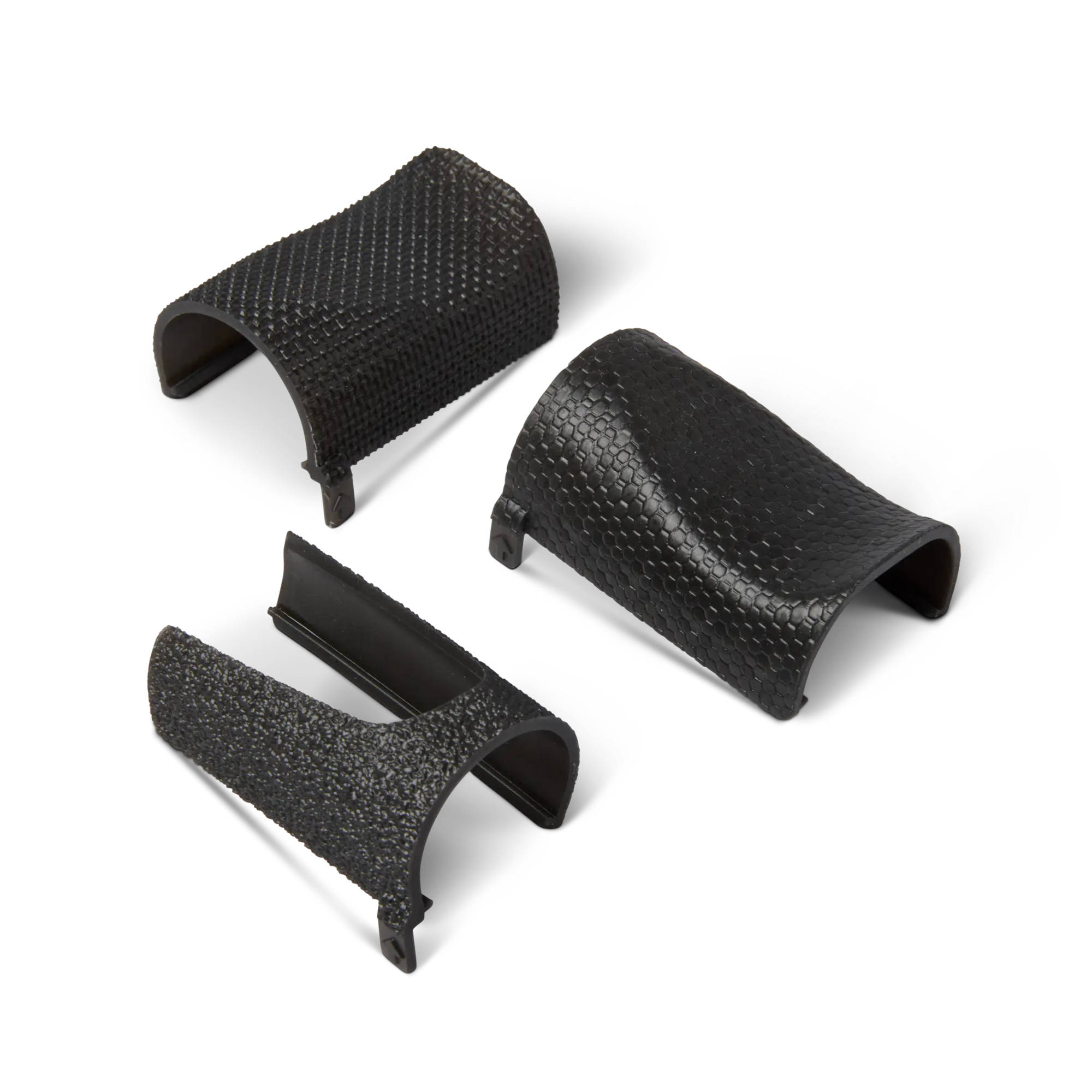
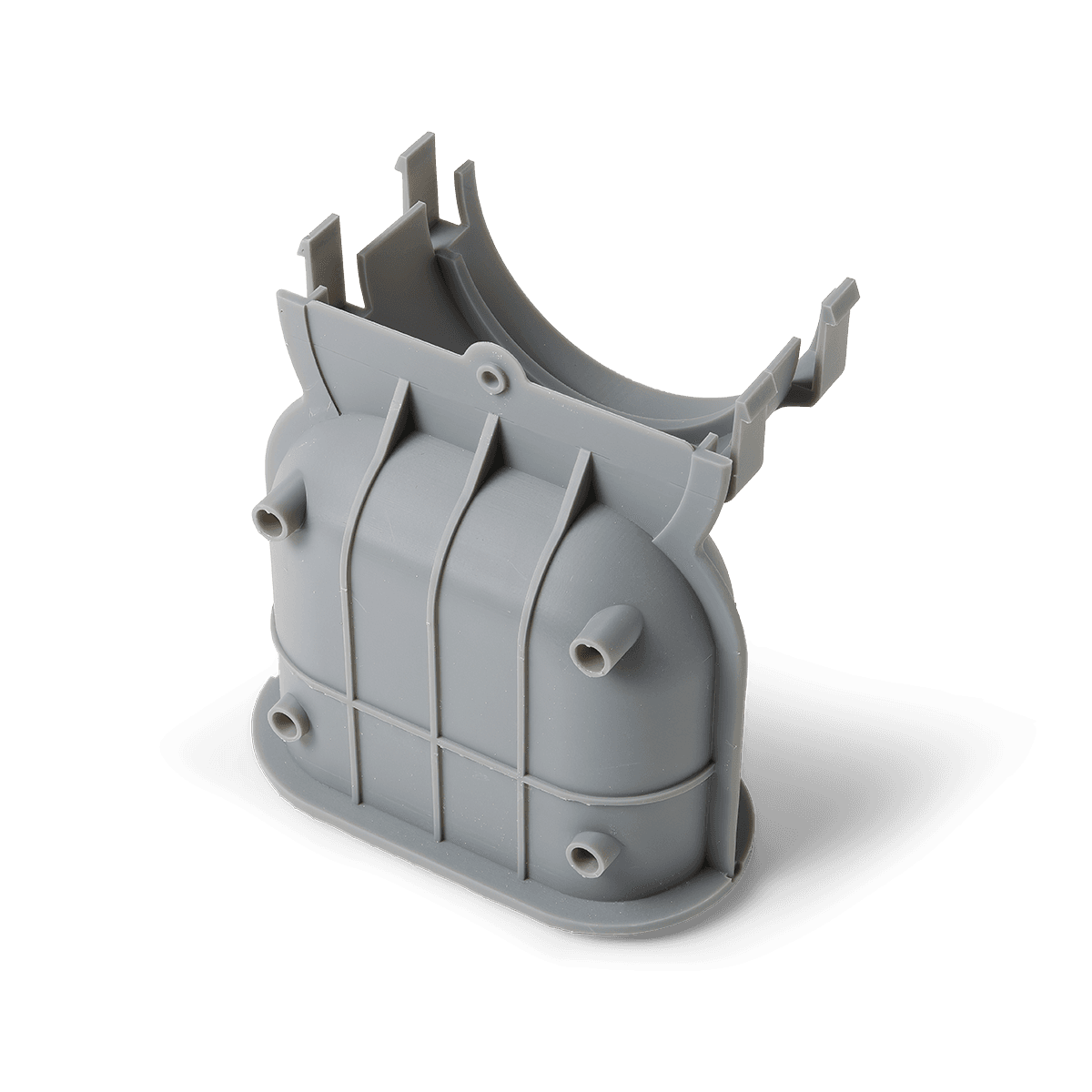
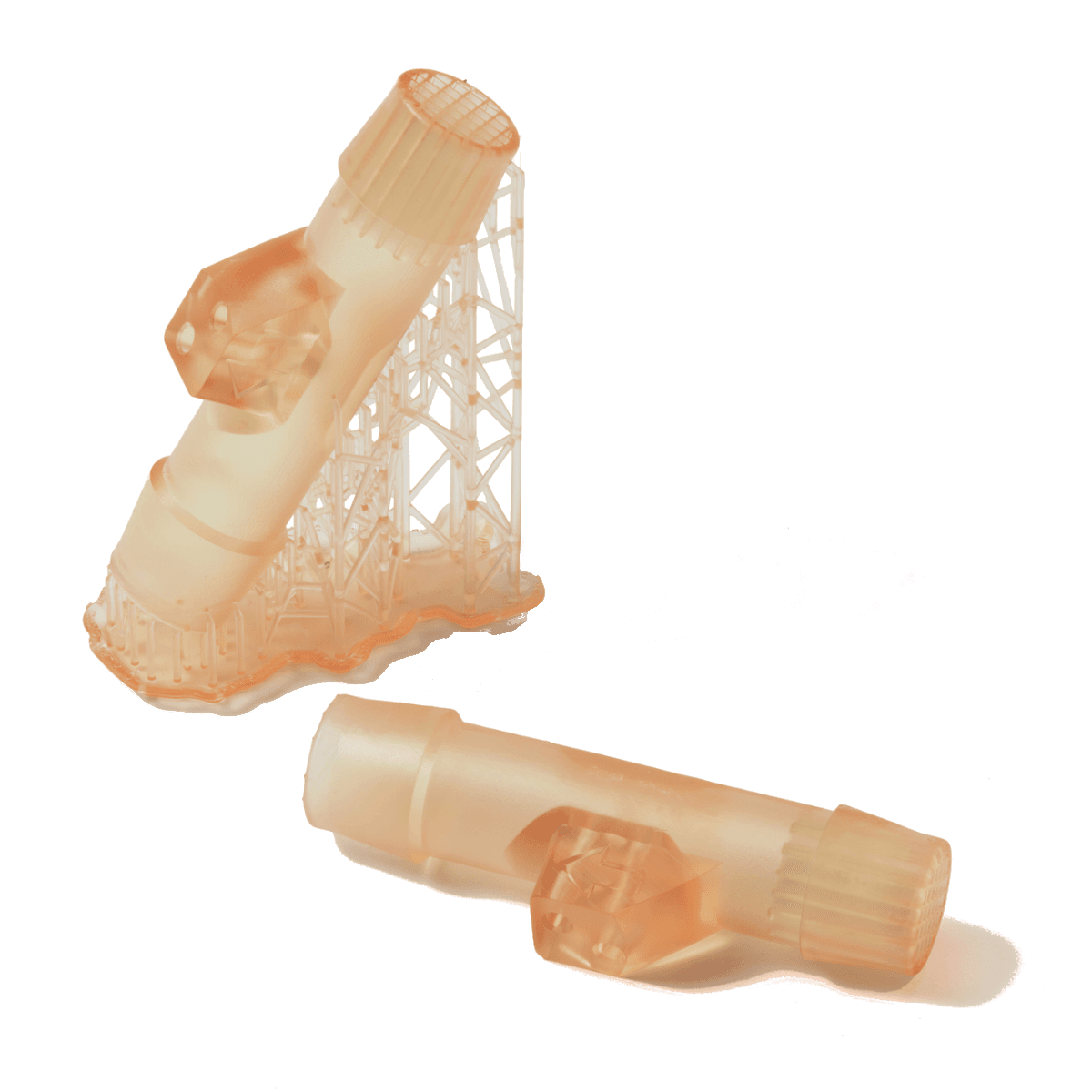
Flexible 80A Resin V2 is a resilient 3D printing elastomer that rivals the look, feel, and function of 80A cast urethanes, TPUs, and hard rubbers.
Parts printed in Flexible 80A Resin V2 snap back into place and withstand repeated bending, tension, and compression. Create tear-resistant functional prototypes and end use parts, protect sensitive components with soft inserts and fixtures, or design refined padding and grips with tack-free surfaces and a matte, black finish.
Flexible 80A Resin V2 is a new material formulation that leverages the technology of Form 4 Series printers to deliver 2x higher tear strength, 2x higher elongation at break, 4x higher rebound, and improved aesthetics and aging compared to the previous version.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
- Categories
- Elastomeric
Tough 2000 Resin V2
Manufacturing Aids, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 79.0 %
- Ultimate Tensile Strength
- 40.4 MPa
- Flexural Modulus
- 1701.0 MPa
- Flexural Strength
- 67.0 MPa

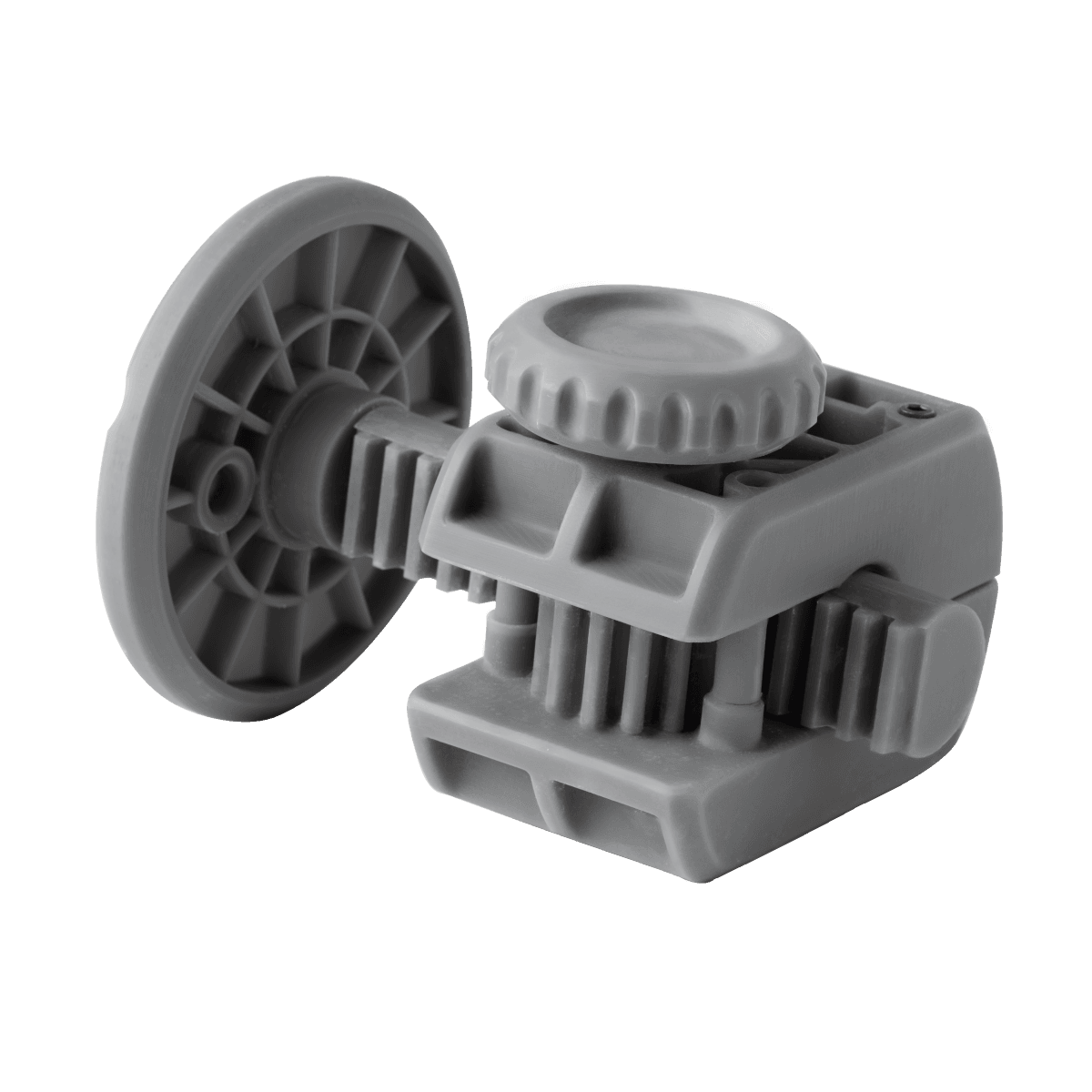
Tough 2000 Resin V2 is a rugged material with strength and stiffness comparable to ABS, combining toughness with high temperature and creep resistance.
Tough 2000 Resin V2 excels in heavy-duty applications and delivers highly functional prototypes and end-use parts that resist shattering, deformation, and long-term wear. With a 79% elongation at break and a heat deflection temperature (HDT) of 70 °C, parts maintain structural integrity under mechanical and environmental stress. The new formulation is darker with a matte finish, for presentation-ready parts with enhanced details and a smooth finish.
Tough 2000 Resin V2 is a new material formulation that leverages the technology of Form 4 Series printers to deliver 3x higher fracture toughness, improved temperature resistance, material longevity, and aesthetics compared to the previous version.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Colors
- Grey
- Categories
- Impact Resistant
- Compatible Printer
- Form 4, Form 4L
- Applications
- Manufacturing Aids, End-Use Parts, Rapid Prototyping
Tough 1000 Resin
Manufacturing Aids, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 180.0 %
- Ultimate Tensile Strength
- 26.3 MPa
- Flexural Modulus
- 761.0 MPa
- Flexural Strength
- 29.0 MPa
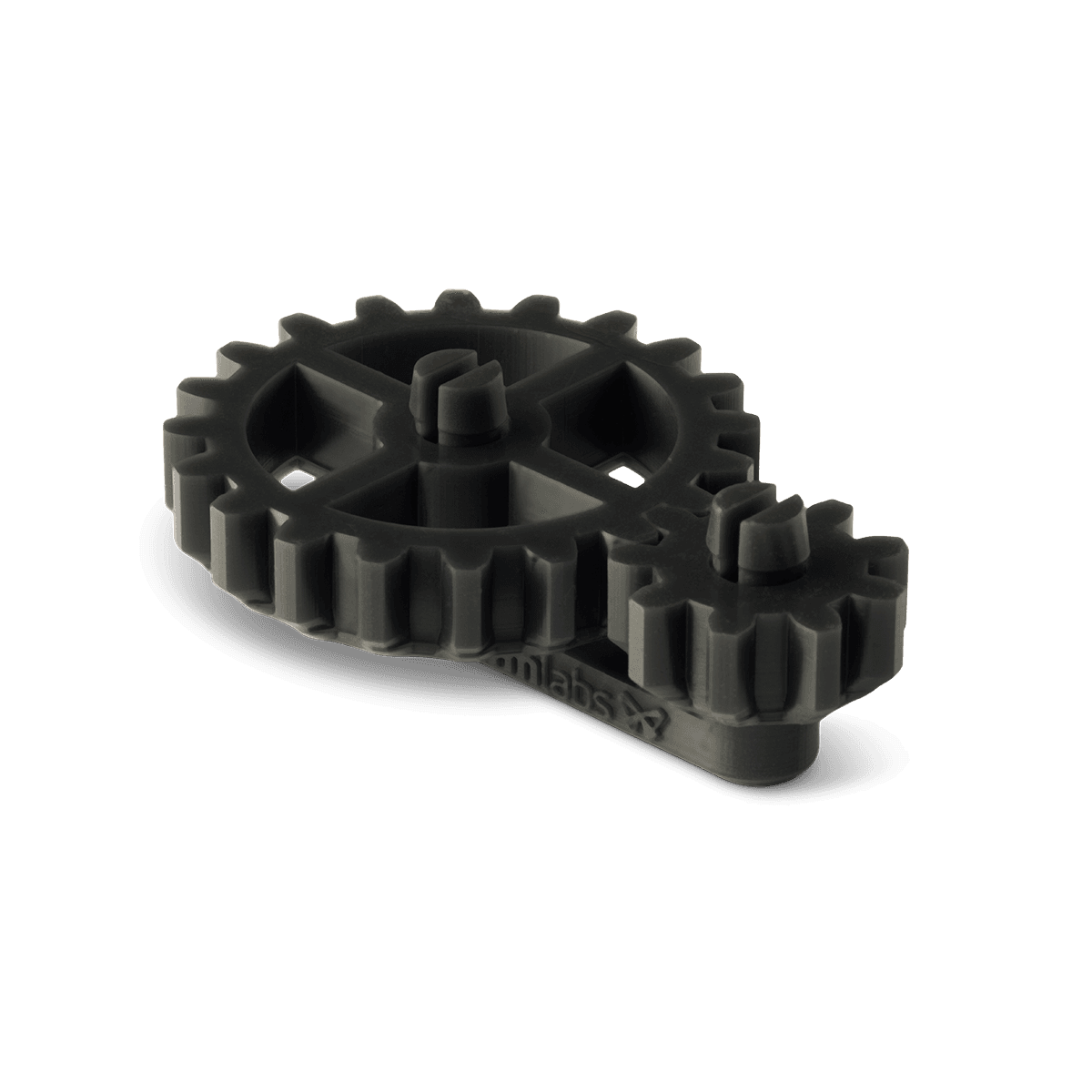
Tough 1000 Resin is a ductile, impact-resistant material with comparable strength, stiffness, and toughness to high-density polyethylene (HDPE), designed with exceptional wear and fatigue resistance for long-term toughness and utility.
The 180% elongation at break (EAB) and Gardner impact strength of 128 in-lb surpass HDPE, making it ideal for parts that bend, compress, or deform without cracking. Hinges and functional parts can handle repeated stress and wear with a work of fracture of 3,200 J/m2 and a Ross flex fatigue of >100,000 cycles (at 23 °C). With a matte, dark grey color, Tough 1000 Resin is engineered for applications that require smooth surfaces and low-friction finishes.
Tough 1000 Resin is a new material formulation that leverages the technology of Form 4 Series printers, with 5x higher fracture toughness, 2x higher EAB, and improved temperature, creep, and aging resistance compared to Durable Resin.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Colors
- Grey
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Categories
- Impact Resistant
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
- Applications
- Manufacturing Aids, End-Use Parts, Rapid Prototyping
Tough 1500 Resin V2
Manufacturing Aids, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 155.0 %
- Ultimate Tensile Strength
- 34.0 MPa
- Flexural Modulus
- 1370.0 MPa
- Flexural Strength
- 41.0 MPa

Tough 1500 Resin V2 is a resilient material with strength, stiffness, and toughness comparable to polypropylene (PP), offering exceptional resistance to fractures, impacts, and shattering.
Create parts that balance stiffness and ductility, whether for compliant mechanisms or rugged enclosures with self-tapping screws and snap fits. Tough 1500 Resin V2 enables a wide range of applications, from functional prototypes to end-use jigs and fixtures.
Tough 1500 Resin V2 is a new material formulation that leverages the Form 4 Series to deliver 10 times higher fracture toughness than the previous version.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact
- Colors
- Grey
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Categories
- Impact Resistant
- Compatible Printer
- Form 4, Form 4L
- Applications
- Manufacturing Aids, End-Use Parts, Rapid Prototyping
Color Resin
Models & Props, Manufacturing Aids, Rapid Prototyping
- Elongation at Break
- 15.0 %
- Ultimate Tensile Strength
- 54.0 MPa
- Flexural Modulus
- 2450.0 MPa
- Flexural Strength
- 91.0 MPa
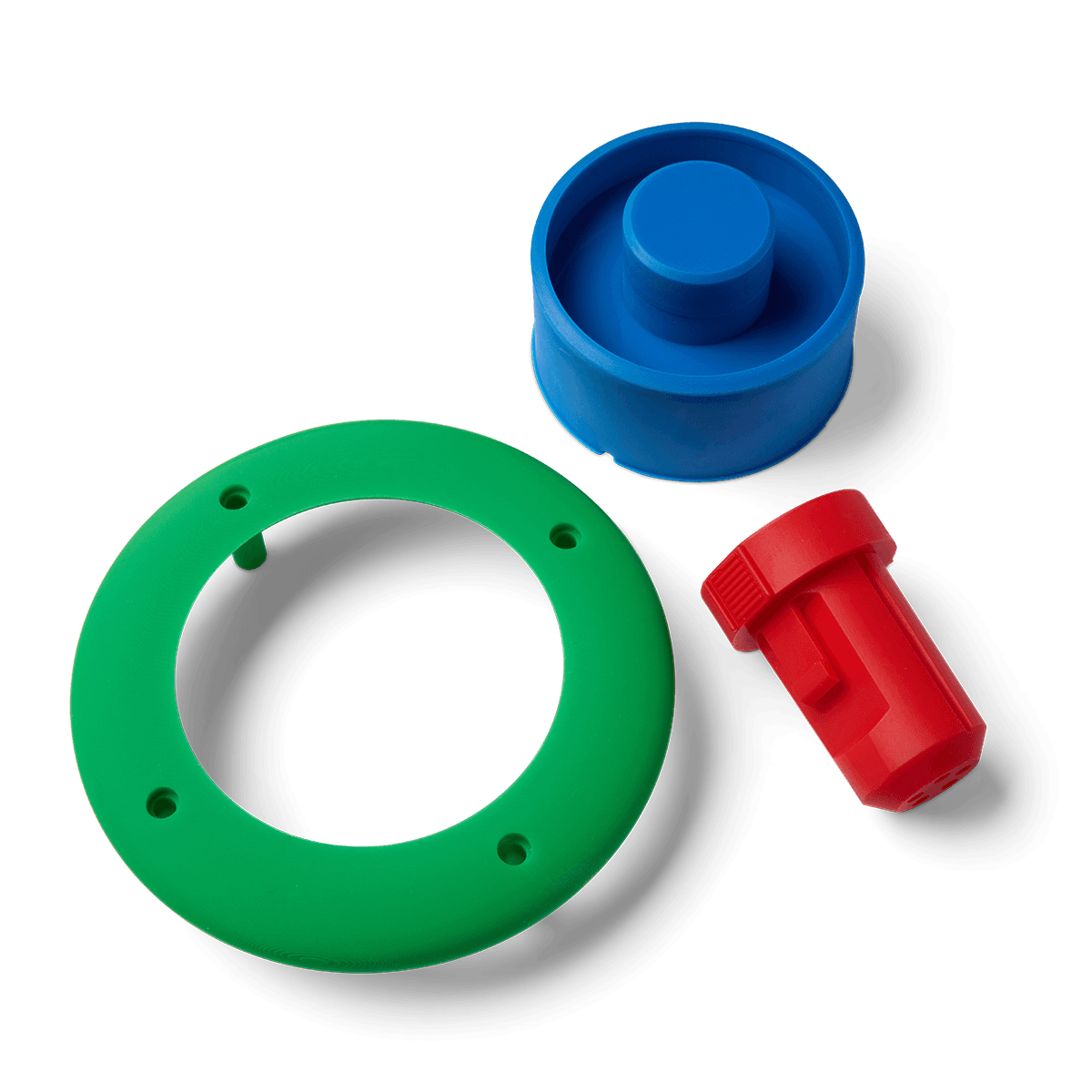
Color Resin is a General Purpose Resin designed to produce final parts in color without painting, coating, or pigment mixing. Each order is custom-manufactured and quality checked, and ships in as little as two days.
Choose between 16 classic colors or pick a color using our color picker tool to 3D print parts in colors ranging from soft pastels to bold, vivid hues that represent your brand, product line, or creative vision.
Create color-accurate prototypes, color-coded jigs and fixtures, or custom-colored end-use parts with similar dimensional accuracy, aesthetics, and mechanical properties to V5 Formlabs General Purpose Resins.
- Print Technology
- SLA
- Categories
- General Purpose
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Applications
- Models & Props, Manufacturing Aids, Rapid Prototyping
- Minimum Layer Thickness
- 100 micron
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
- Colors
- Custom Colors, Matte
True Cast Resin
Rapid Tooling
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- —

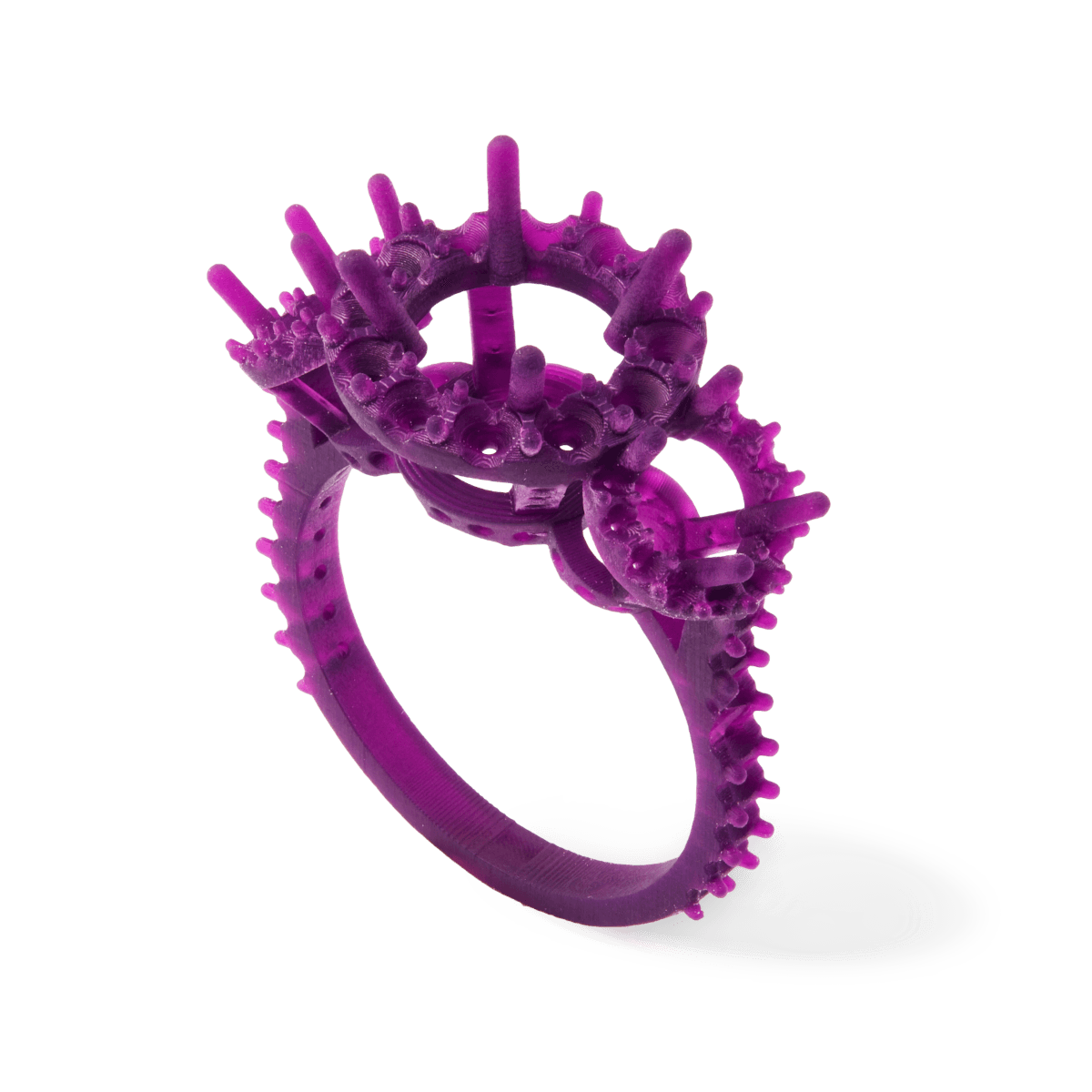
True Cast Resin is a wax-filled material designed for precision casting of intricate jewelry to complex engineering components up to 5 mm thick. It delivers highly accurate parts with exceptional detail and smooth surfaces.
Engineered for reliability, quality, and versatility, True Cast Resin integrates easily into a wide range of burnout schedules. Low thermal expansion, minimal shrinkage, and 0.03% ash content ensure clean burnout and consistently excellent casting outcomes.
- Print Technology
- SLA
- Minimum Layer Thickness
- 25 micron
- Compatible Tank
- Form 4 Resin Tank
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform
- Compatible Printer
- Form 4, Form 4B
- Colors
- Purple
- Categories
- Casting
- Applications
- Rapid Tooling
Clear Cast Resin
Models & Props, Rapid Tooling, End-Use Parts, Rapid Prototyping, Investment Casting
- Elongation at Break
- 6.0 %
- Ultimate Tensile Strength
- 65.0 MPa
- Flexural Modulus
- 2200.0 MPa
- Flexural Strength
- —
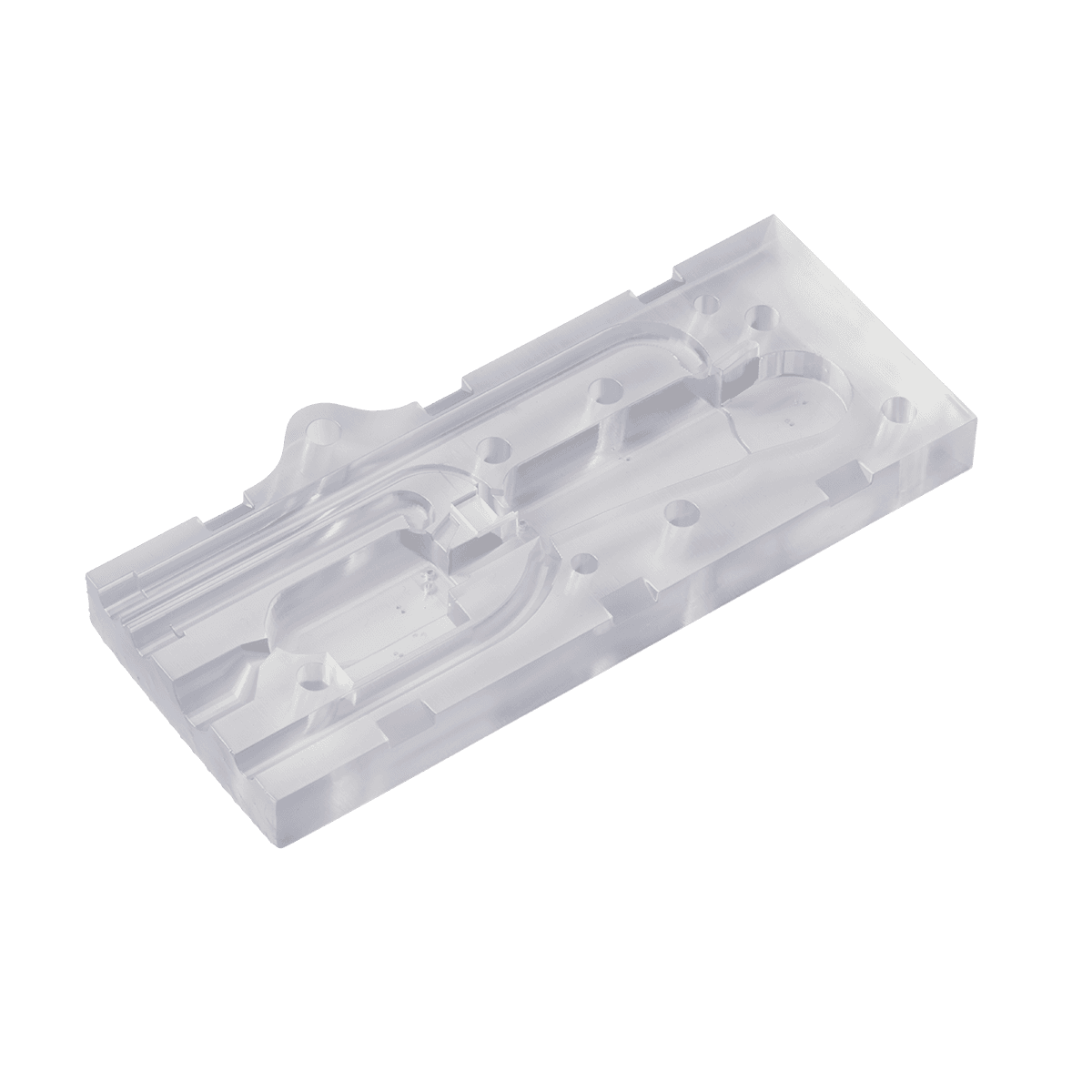
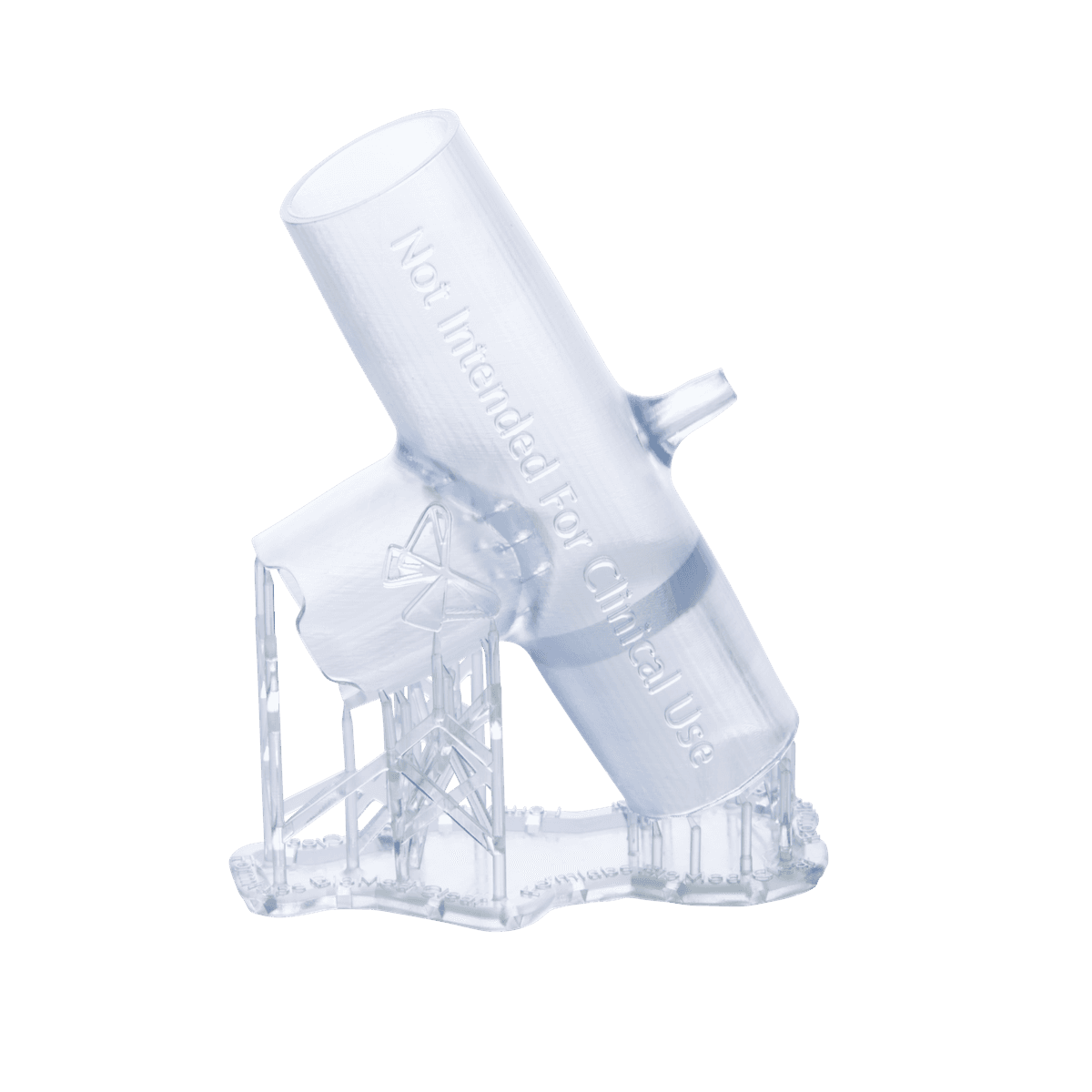
Clear Cast Resin is a resin designed for investment casting, to directly print patterns that can be invested and cast. It has an extremely low thermal expansion, low ash, and no trace heavy metals.
Clear Cast Resin, paired with a latticing software, is recommended for use with larger parts, excelling at producing geometries thicker than 3 mm.
- Print Technology
- SLA
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Minimum Layer Thickness
- 25 micron
- Applications
- Models & Props, Rapid Tooling, End-Use Parts, Rapid Prototyping, Investment Casting
- Colors
- Transparent
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Categories
- Specialty, Casting
White Resin V5
Rapid Prototyping, Dental
- Elongation at Break
- 11.0 %
- Ultimate Tensile Strength
- 61.0 MPa
- Flexural Modulus
- 2750.0 MPa
- Flexural Strength
- 103.0 MPa

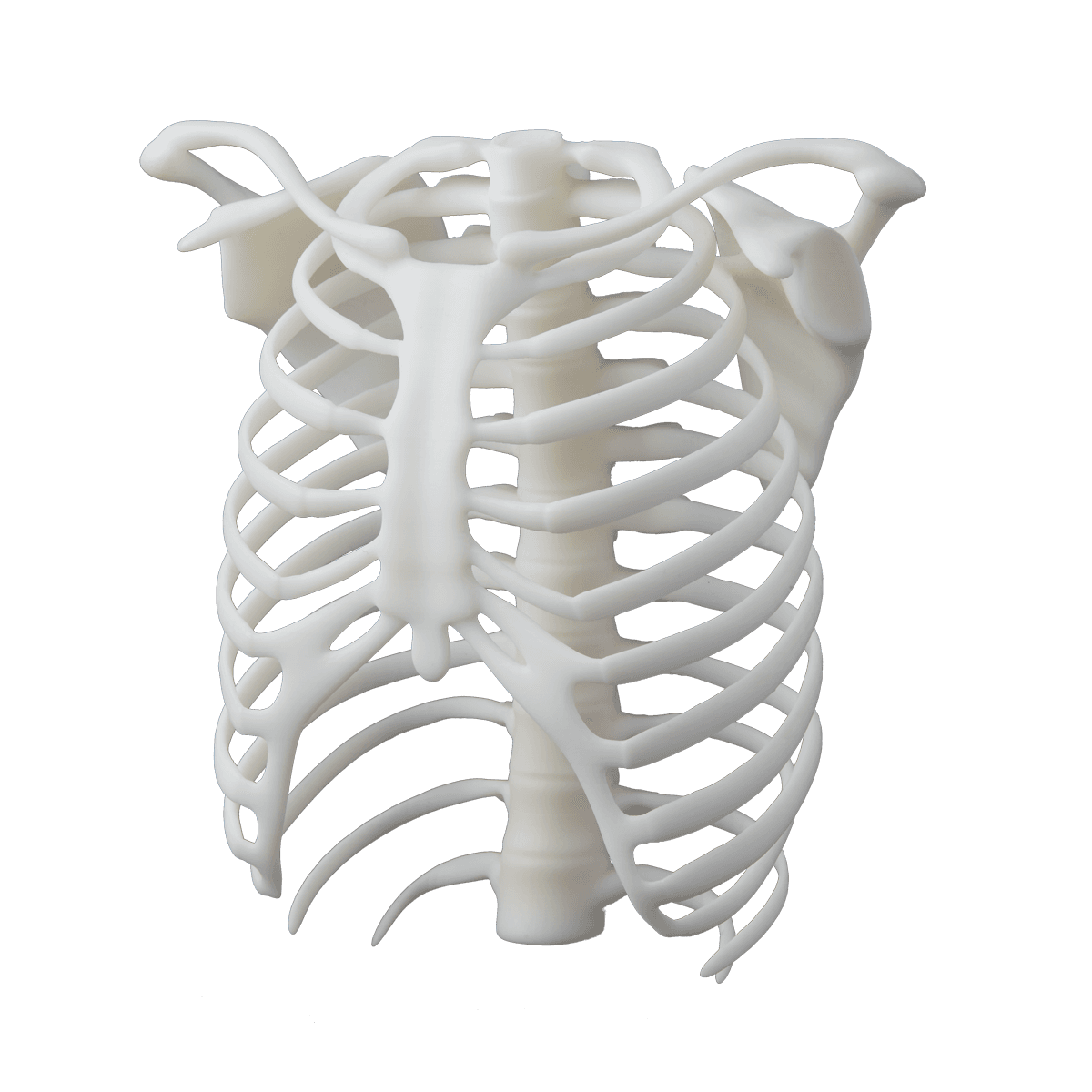
White Resin V5 is an exceptionally bright white General Purpose Resin, offering an optimal balance of fast print speed, high accuracy, presentation-ready appearance, strong mechanical properties, and an easy, reliable workflow.
Create parts that are stiff and strong with a surface finish that rivals injection molding. White Resin has a bright, matte shade that captures fine features accurately.
White Resin V5 is a new material formulation that leverages the Form 4 Series to print three times faster than the previous version, while offering improved mechanical properties.
- Colors
- White, Matte
- Print Technology
- SLA
- Categories
- General Purpose
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
- Applications
- Rapid Prototyping, Dental
Grey Resin V5
Models & Props, Manufacturing Aids, Rapid Prototyping, Dental
- Elongation at Break
- 13.0 %
- Ultimate Tensile Strength
- 62.0 MPa
- Flexural Modulus
- 2750.0 MPa
- Flexural Strength
- 103.0 MPa
Grey Resin is an exceptionally versatile General Purpose Resin, offering an optimal balance of fast print speed, high accuracy, presentation-ready appearance, strong mechanical properties, and an easy, reliable workflow.
Create parts that are stiff and strong with a surface finish that rivals injection molding. Grey Resin has a rich, matte color that captures fine features accurately.
Grey Resin V5 is a new material formulation that leverages the Form 4 Series to print three times faster than the previous version, while offering improved mechanical properties.
- Print Technology
- SLA
- Colors
- Grey, Matte
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Categories
- General Purpose, Dental
- Applications
- Models & Props, Manufacturing Aids, Rapid Prototyping, Dental
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
Clear Resin V5
Models & Props, Rapid Prototyping
- Elongation at Break
- 8.0 %
- Ultimate Tensile Strength
- 60.0 MPa
- Flexural Modulus
- 2700.0 MPa
- Flexural Strength
- 105.0 MPa
Clear Resin is an exceptionally clear and color-neutral 3D printing resin, offering an optimal balance of fast print speed, high accuracy, transparency, strong mechanical properties, and an easy, reliable workflow.
Clear Resin creates highly transparent and colorless parts that can be polished to near optical transparency. Create parts that are stiff and strong with a smooth surface finish that rivals acrylic.
Clear Resin V5 is a new material formulation that leverages the Form 4 ecosystem to print three times faster than the previous version, while offering improved clarity, color, and mechanical properties.
- Print Technology
- SLA
- Minimum Layer Thickness
- 25 micron
- Categories
- General Purpose
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Applications
- Models & Props, Rapid Prototyping
- Colors
- Transparent
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
Black Resin V5
Models & Props, Rapid Prototyping
- Elongation at Break
- 10.0 %
- Ultimate Tensile Strength
- 61.0 MPa
- Flexural Modulus
- 2750.0 MPa
- Flexural Strength
- 103.0 MPa

Black Resin is an exceptionally rich, deep black General Purpose Resin, offering an optimal balance of fast print speed, high accuracy, presentation-ready appearance, strong mechanical properties, and an easy, reliable workflow.
Create parts that are stiff and strong with a surface finish that rivals injection molding. Black Resin has a rich, matte shade that captures fine features accurately.
Black Resin V5 is a new material formulation that leverages the Form 4 Series to print three times faster than the previous version, while offering improved mechanical properties.
- Print Technology
- SLA
- Categories
- General Purpose
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Applications
- Models & Props, Rapid Prototyping
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
- Colors
- Matte
Grey Pro Resin
Rapid Tooling, Rapid Prototyping
- Elongation at Break
- 13.0 %
- Ultimate Tensile Strength
- 61.0 MPa
- Flexural Modulus
- 2200.0 MPa
- Flexural Strength
- 86.0 MPa
Grey Pro Resin is a tough and heat-resistant material with a low creep that has increased elongation and improved toughness compared to Formlabs General Purpose Resins. It is a versatile material suitable for concept modeling, looks-like prototypes, and functional prototyping with rigorous hands-on testing.
Grey Pro Resin is compatible with Form 2 and Form 3 Series printers. Grey Resin V5 on the Form 4 Series offers improved mechanical properties and three times faster print speed.
- Print Technology
- SLA
- Categories
- General Purpose, Impact Resistant
- Colors
- Grey, Matte
- Minimum Layer Thickness
- 50 micron
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L
- Compatible Tank
- Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Applications
- Rapid Tooling, Rapid Prototyping
Fast Model Resin
- Elongation at Break
- 11.0 %
- Ultimate Tensile Strength
- 62.0 MPa
- Flexural Modulus
- 2740.0 MPa
- Flexural Strength
- 106.0 MPa

Fast Model Resin is Formlabs’ fastest resin, capable of printing at speeds of over 100 mm/h on Form 4 and 80 mm/h on Form 4L, empowering you to print large prototypes in less than two hours.
Fast Model Resin is the next generation of Draft Resin that leverages the Form 4 Series to print three times faster, while offering improved mechanical properties.
- Print Technology
- SLA
- Colors
- Grey
- Categories
- General Purpose, Dental
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Minimum Layer Thickness
- 100 micron
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
Flame Retardant Resin
End-Use Parts, Rapid Prototyping
- Elongation at Break
- 7.1 %
- Ultimate Tensile Strength
- 41.0 MPa
- Flexural Modulus
- 2700.0 MPa
- Flexural Strength
- 75.0 MPa

Flame Retardant Resin is a specialty UL 94 Blue Card-certified material for creating self-extinguishing and halogen-free parts with favorable flame, smoke, and toxicity (FST) ratings. Use FR Resin to easily 3D print flame-retardant, heat-resistant, stiff, and creep-resistant parts that will perform well long-term in indoor and industrial environments with high temperatures or ignition sources.
Tests and certifications include: UL 94 V-0 at 3 mm thickness for flammability; FAR 25.853 Appendix F, Part I for flammability; and ASTM E662 for FST. For full test results and certifications, see the Technical Data Sheet.
- Print Technology
- SLA
- Colors
- Grey
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Minimum Layer Thickness
- 50 micron
- Categories
- High Stiffness, Temperature Resistant, Specialty
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL
- Applications
- End-Use Parts, Rapid Prototyping
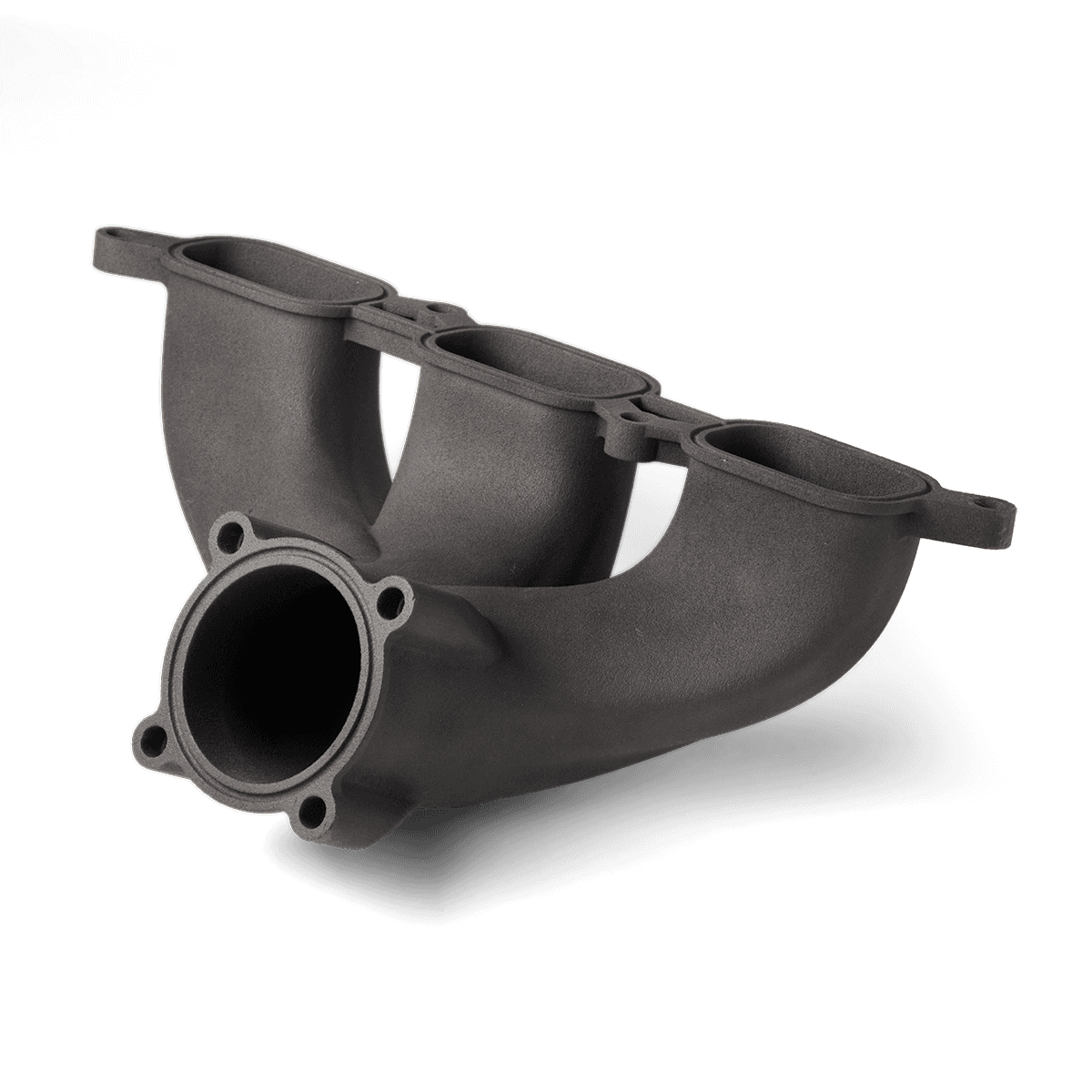
Alumina 4N Resin
Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- 400.0 MPa
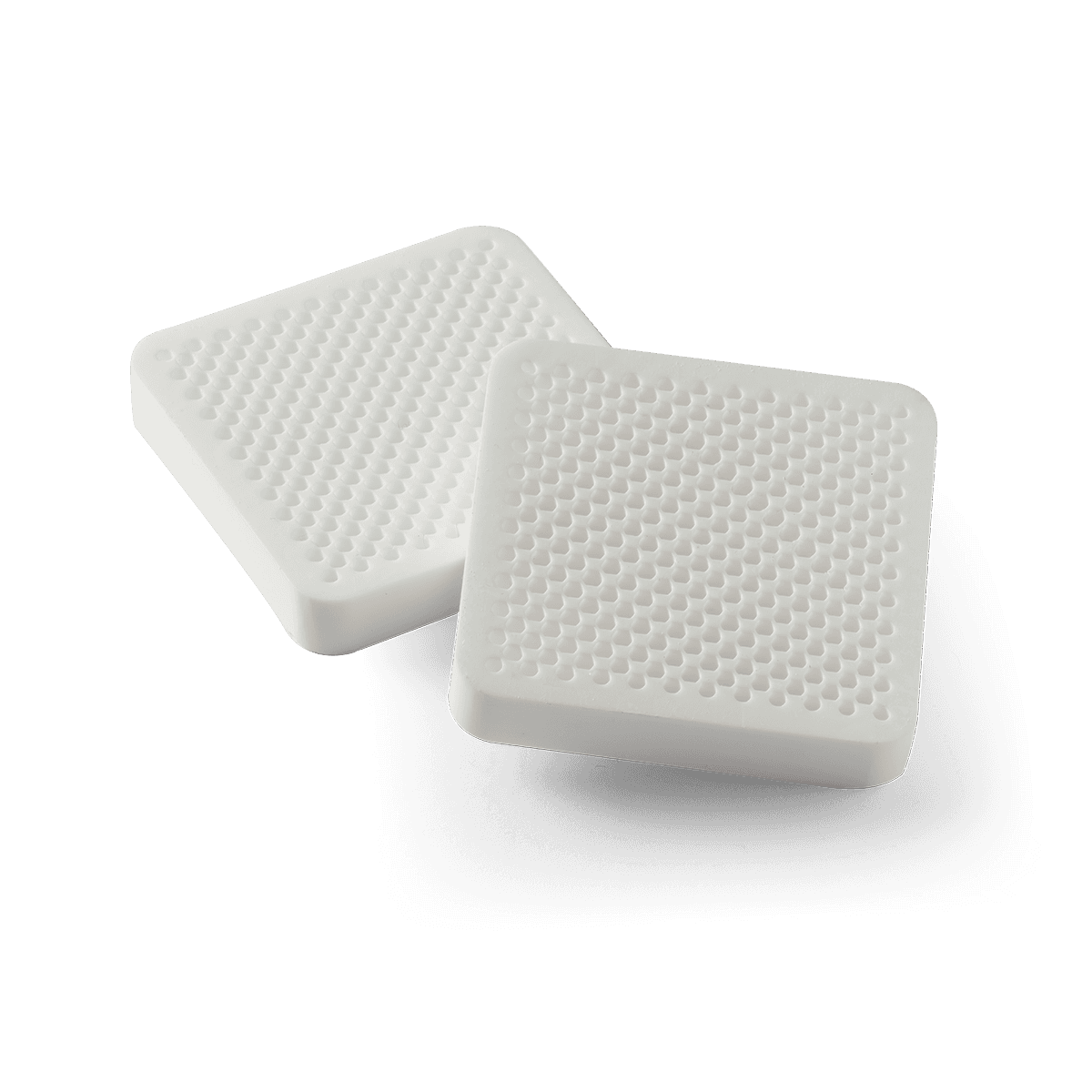
Embrace the future of ceramic engineering with the most affordable ceramic 3D printing ecosystem in the world. Leverage the power of 3D printing to manufacture your advanced ceramic components without expensive tooling, and reduce production costs and lead times while increasing design freedom.
Alumina 4N Resin is a high-density and high-purity technical ceramic 3D printing material with exceptional performance in extreme environments: thermally resistant, hard, abrasion-resistant, mechanically strong, and chemically inert.
Alumina 4N Resin has a total shelf life of 3 months at room temperature. Refrigerating your resin (at -25 – 4 °C) can add up to 12 months of additional shelf life.
- Print Technology
- SLA
- Colors
- White
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Stainless Steel Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 3 Resin Tank V2.1
- Minimum Layer Thickness
- 50 micron
- Categories
- High Stiffness, Temperature Resistant, Specialty
- Compatible Printer
- Form 4, Form 4B, Form 3, Form 3B
- Applications
- Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
Color Base Resin
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- —
Color Kit is the first integrated color mixing solution for resin 3D printing. It enables 3D printing in a range of colors without the manual work of finishing, dying, or painting.
Color Base Resin is the foundation to mix with any Color Kit pigment and create Color Resin. Restock on Color Base Resin to mix with any Color Kit pigment and create Color Resin.
- Print Technology
- SLA
- Minimum Layer Thickness
- 25 micron
- Categories
- General Purpose
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Colors
- Custom Colors, Matte
Flexible 50A Resin
Rapid Prototyping
- Elongation at Break
- 160.0 %
- Ultimate Tensile Strength
- 3.4 MPa
- Flexural Modulus
- —
- Flexural Strength
- —

Flexible 50A Resin is a soft, translucent elastomer with a 50A Shore durometer that is ideal for prototyping parts normally produced with softer rubbers and silicones.
Parts printed in Flexible 50A Resin will bend, stretch, compress, and hold up to repeated cycles without tearing, and spring back quickly to their original shape.
- Print Technology
- SLA
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Minimum Layer Thickness
- 100 micron
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL
- Categories
- Elastomeric
- Colors
- Translucent
- Applications
- Rapid Prototyping
Rigid 10K Resin
Rapid Tooling, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 0.7 %
- Ultimate Tensile Strength
- 88.0 MPa
- Flexural Modulus
- 9900.0 MPa
- Flexural Strength
- 158.0 MPa
Rigid 10K Resin is a highly glass-filled and extremely stiff material that is similar to glass and fiber-filled thermoplastics. It prints with a smooth, matte, polished finish and is highly resistant to heat and chemicals.
Choose Rigid 10K Resin for precise industrial parts such as molds, jigs, dies, and other tooling for processes like injection molding, thermoforming, or blow molding, as well as functional prototypes and end-use parts requiring dimensional accuracy and stability under high temperatures and pressures.
- Print Technology
- SLA
- Colors
- White
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Categories
- High Stiffness, Temperature Resistant
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Applications
- Rapid Tooling, End-Use Parts, Rapid Prototyping
BioMed Flex 80A Resin
- Elongation at Break
- 135.0 %
- Ultimate Tensile Strength
- 7.2 MPa
- Flexural Modulus
- —
- Flexural Strength
- —

BioMed Flex 80A Resin is a firm, flexible, and transparent material for biocompatible applications requiring durability and long-term skin (>30 days) or short-term mucosal membrane contact (<24 hours).
BioMed Flex 80A Resin is manufactured in our FDA-registered, ISO 13485-certified facility.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL
- Categories
- Elastomeric, Medical
- Colors
- Translucent
BioMed Flex 50A Resin
- Elongation at Break
- 150.0 %
- Ultimate Tensile Strength
- 2.3 MPa
- Flexural Modulus
- —
- Flexural Strength
- —
BioMed Flex 50A Resin is a soft, elastic, and transparent material for biocompatible applications requiring comfort and long-term skin (>30 days) or short-term mucosal membrane contact (<24 hours).
BioMed Flex 50A Resin is manufactured in our FDA-registered, ISO 13485-certified facility.
- Print Technology
- SLA
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 100 micron
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL, Form 2
- Categories
- Elastomeric, Medical
- Colors
- Translucent
BioMed Durable Resin
- Elongation at Break
- 33.0 %
- Ultimate Tensile Strength
- 29.1 MPa
- Flexural Modulus
- 643.0 MPa
- Flexural Strength
- 21.0 MPa
BioMed Durable Resin is a transparent 3D printing material for biocompatible applications requiring impact, shatter, and abrasion resistance. This USP Class VI material can be used in applications for long-term skin (>30 days) and mucosal membrane (>30 hours) or short-term tissue, bone, and dentin contact (<24 hours).
BioMed Durable Resin is manufactured in our FDA-registered, ISO 13485-certified facility and is also USP Class VI certified, which makes it suitable for pharmaceutical and drug delivery applications.
- Print Technology
- SLA
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Categories
- Impact Resistant, Medical
- Minimum Layer Thickness
- 100 micron
- Colors
- Transparent
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL
Silicone 40A Resin
Manufacturing Aids, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 230.0 %
- Ultimate Tensile Strength
- 5.0 MPa
- Flexural Modulus
- —
- Flexural Strength
- —

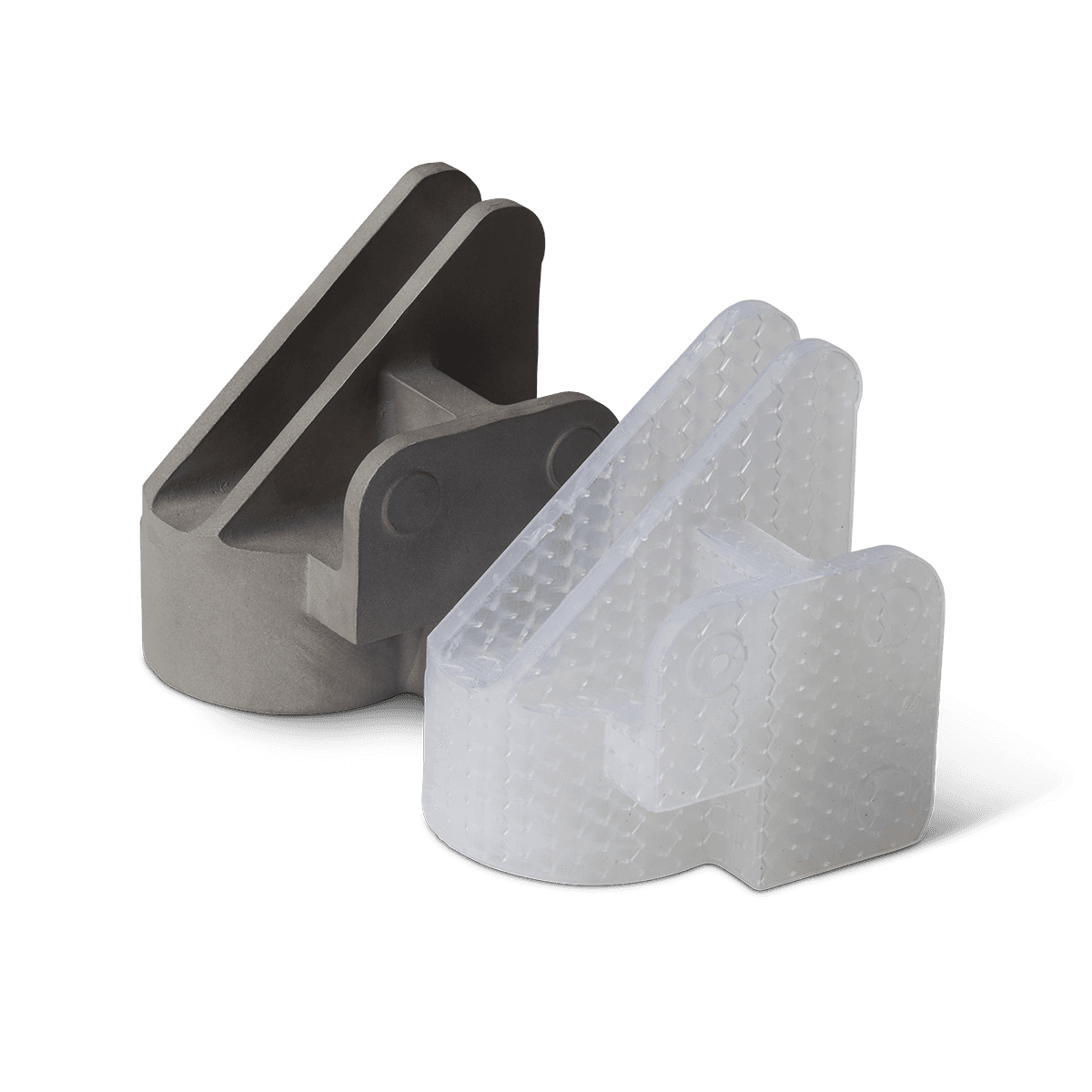
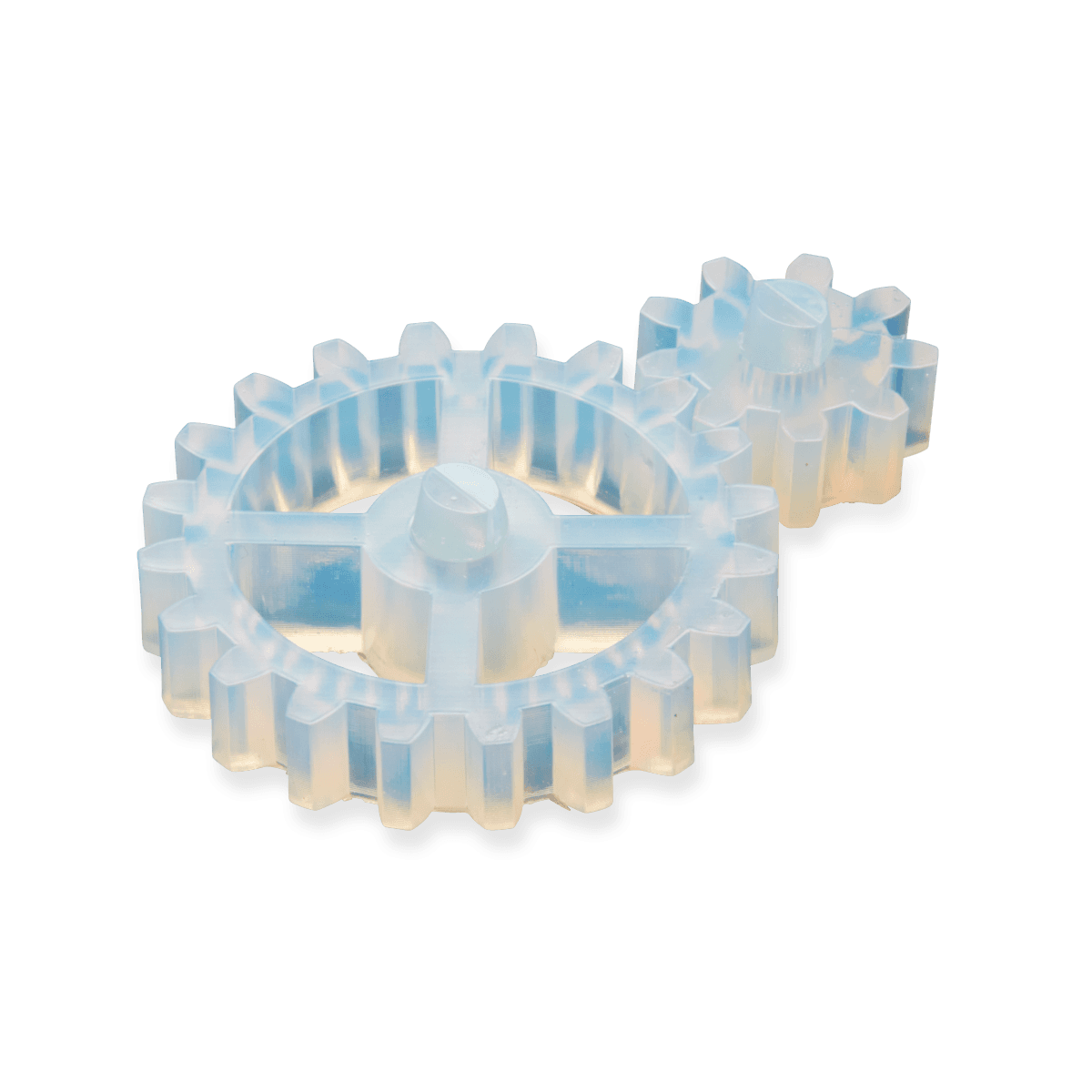
Silicone 40A Resin is the first accessible 100% silicone 3D printing material, using Formlabs’ patent-pending Pure Silicone Technology™. Eliminate molding and labor-intensive casting processes and 3D print pure silicone parts in-house, in a matter of hours.
With this 40A Shore durometer material, you can fabricate soft, pliable, and durable parts with a 230% elongation at break and a 12 kN/m tear strength that can withstand repeated cycles of stretching, flexing, and compression.
Combine the high performance of silicone and the design freedom of 3D printing to create highly functional silicone parts with excellent chemical and thermal resistance (-25°C to 125°C), fine features as small as 0.3 mm, and complex geometries that are not possible with traditional methods.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 3 Resin Tank V2.1
- Biocompatibility
- Skin Contact
- Minimum Layer Thickness
- 100 micron
- Categories
- Temperature Resistant, Elastomeric, Specialty, Medical
- Compatible Printer
- Form 4, Form 4B, Form 3, Form 3B
- Applications
- Manufacturing Aids, End-Use Parts, Rapid Prototyping
BioMed Black Resin
- Elongation at Break
- 14.0 %
- Ultimate Tensile Strength
- 36.0 MPa
- Flexural Modulus
- 1668.53 MPa
- Flexural Strength
- 57.16 MPa

BioMed Black Resin is a rigid, matte material for biocompatible applications requiring long-term skin (>30 days) or short-term mucosal membrane contact (<24 hours). Parts printed with BioMed Black Resin are compatible with common solvent disinfection and sterilization methods.
BioMed Black Resin is manufactured in our FDA-registered, ISO 13485 certified facility and is also USP Class VI certified which makes it suitable for pharmaceutical and drug delivery applications.
- Print Technology
- SLA
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Minimum Layer Thickness
- 50 micron
- Colors
- Black
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL, Form 2
- Categories
- Medical
BioMed White Resin
- Elongation at Break
- 10.0 %
- Ultimate Tensile Strength
- 45.78 MPa
- Flexural Modulus
- 2020.16 MPa
- Flexural Strength
- 74.46 MPa

BioMed White Resin is a rigid material for biocompatible applications requiring long-term skin (>30 days) or short-term bone, tissue, dentin, and mucosal membrane contact (<24 hours).
Parts printed with BioMed White Resin are compatible with common solvent disinfection and sterilization methods.
BioMed White Resin is manufactured in our FDA-registered, ISO 13485-certified facility and is also USP Class VI certified, which makes it suitable for pharmaceutical and drug delivery applications.
- Colors
- White, Matte
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL, Form 2
- Categories
- Medical
BioMed Amber Resin
- Elongation at Break
- 12.0 %
- Ultimate Tensile Strength
- 73.0 MPa
- Flexural Modulus
- 2500.0 MPa
- Flexural Strength
- 103.0 MPa
BioMed Amber Resin is a strong, stiff material for biocompatible applications requiring long-term skin (>30 days) or short-term bone, tissue, dentin, and mucosal membrane contact (<24 hours). Parts printed with BioMed Amber Resin are compatible with common solvent disinfection and sterilization methods.
BioMed Amber Resin is manufactured in our FDA-registered, ISO 13485-certified facility.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL, Form 2
- Colors
- Translucent
- Categories
- Medical
ESD Resin
Rapid Prototyping
- Elongation at Break
- 12.0 %
- Ultimate Tensile Strength
- 44.2 MPa
- Flexural Modulus
- 1841.0 MPa
- Flexural Strength
- 61.0 MPa

ESD Resin is a specialty material for producing custom ESD-safe prototypes and production tooling to increase operational efficiency and improve the yield of electronics manufacturing lines. Parts printed in ESD Resin are static-dissipative and have high modulus and impact strength similar to ABS.
Choose ESD Resin to prototype and validate electronics production workflows, print static-dissipative parts that repel dust and powder, and create enclosures to protect sensitive electronics from static discharge.
- Print Technology
- SLA
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL
- Categories
- Specialty
- Applications
- Rapid Prototyping
BioMed Clear Resin
- Elongation at Break
- 12.0 %
- Ultimate Tensile Strength
- 52.0 MPa
- Flexural Modulus
- 2300.0 MPa
- Flexural Strength
- 84.0 MPa
BioMed Clear Resin is a transparent, hard, strong, and wear-resistant material for biocompatible applications requiring long-term skin (>30 days), breathing gas pathways, and mucosal membrane contact (>30 hours) or short-term bone, tissue, and dentin (<24 hours). This USP Class VI certified material is suitable for pharmaceutical and drug delivery applications and uses that require wear resistance and low water absorption over time.
Parts printed with BioMed Clear Resin are compatible with common sterilization methods.
BioMed Clear Resin is manufactured in our FDA-registered, ISO 13485-certified facility and is supported with an FDA Device Master File.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Colors
- Transparent
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL, Form 2
- Categories
- Medical
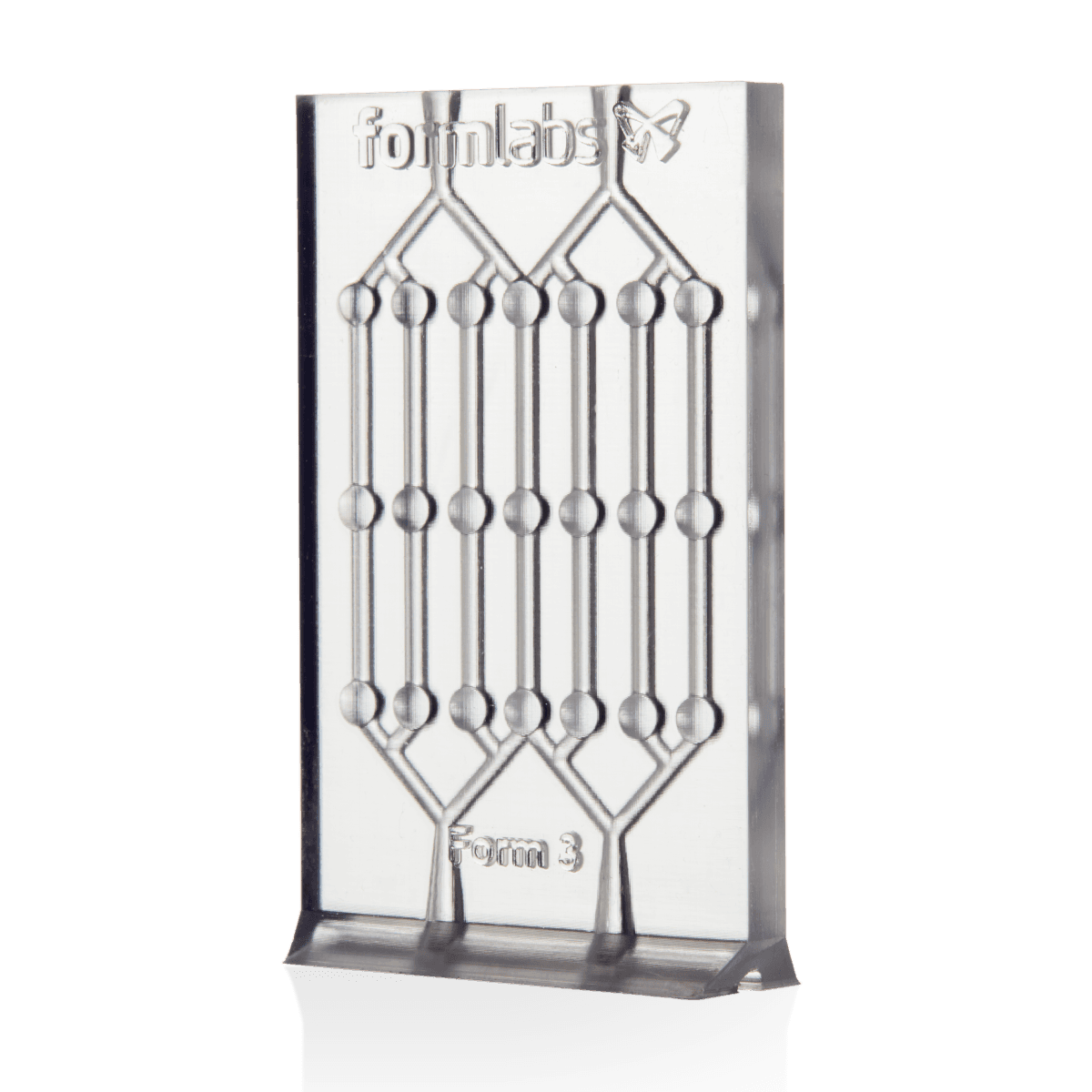
Castable Wax Resin
Rapid Tooling, Investment Casting, Patterns for Casting & Pressing
- Elongation at Break
- —
- Ultimate Tensile Strength
- 12.0 MPa
- Flexural Modulus
- —
- Flexural Strength
- —
Castable Wax Resin is a 20% wax-filled material for casting that can capture intricate features and offers a smooth surface finish for accurate castings with zero ash content and clean burnout. It is ideal for ultrafine structures in jewelry.
Castable Wax Resin offers high strength and stiffness, making it capable of printing ultrafine structures. The high green strength ensures excellent shape retention for thin patterns such as wire filigree.
- Print Technology
- SLA
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 25 micron
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 2
- Colors
- Purple
- Categories
- Casting, Dental
- Applications
- Rapid Tooling, Investment Casting, Patterns for Casting & Pressing
Durable Resin
Manufacturing Aids, Rapid Prototyping
- Elongation at Break
- 55.0 %
- Ultimate Tensile Strength
- 28.0 MPa
- Flexural Modulus
- 660.0 MPa
- Flexural Strength
- 24.0 MPa
Durable Resin V2 is a pliable, impact-resistant, and lubricious material for squeezable parts and low-friction assemblies. Parts printed in Durable Resin are robust and have low friction, with similar strength and stiffness to polyethylene (PE), and a coefficient of friction comparable to Delrin® (POM).
Choose Durable Resin V2 for squeezable prototypes, low-friction assemblies, and jigs and fixtures undergoing significant impacts.
Durable Resin V2 is compatible with Form 3 Series printers. Choose Tough 1000 Resin on Form 4 Series printers for an improved formulation with 5x higher fracture toughness, and improved temperature and creep resistance.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Applications
- Manufacturing Aids, Rapid Prototyping
Flexible 80A Resin
Rapid Prototyping
- Elongation at Break
- 120.0 %
- Ultimate Tensile Strength
- 8.9 MPa
- Flexural Modulus
- —
- Flexural Strength
- —
Flexible 80A Resin is a stiff, soft-touch, translucent elastomer with an 80A Shore durometer that is ideal for prototyping rubber-like parts with the flexibility of harder rubber or TPU.
Parts printed in Flexible 80A Resin can withstand bending, flexing, and compression, even through repeated cycles.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Categories
- Elastomeric
- Colors
- Translucent
- Applications
- Rapid Prototyping
High Temp Resin
Rapid Tooling, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 2.3 %
- Ultimate Tensile Strength
- 49.0 MPa
- Flexural Modulus
- 2800.0 MPa
- Flexural Strength
- 97.0 MPa

High Temp Resin is among the most heat-resistant resins, with a heat deflection temperature (HDT) of 238 °C at 0.45 MPa.
Choose High Temp Resin to print detailed, precise prototypes and end-use parts that require high thermal stability, such as molds and inserts, parts exposed to hot air, gas, and fluid flow, as well as heat-resistant mounts, housings, and fixtures.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Minimum Layer Thickness
- 25 micron, 25 micron (Form 3/3B/3+/3B+)
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Categories
- High Stiffness, Temperature Resistant
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Colors
- Translucent
- Applications
- Rapid Tooling, End-Use Parts, Rapid Prototyping
Rigid 4000 Resin
End-Use Parts, Rapid Prototyping
- Elongation at Break
- 5.3 %
- Ultimate Tensile Strength
- 69.0 MPa
- Flexural Modulus
- 3400.0 MPa
- Flexural Strength
- 105.0 MPa

Rigid 4000 Resin is a glass-filled resin that is precise and offers similar stiffness to PEEK and PEKK thermoplastics. It prints with a smooth, matte, polished finish and is highly resistant to heat and chemicals.
Choose Rigid 4000 Resin for stiff and strong engineering-grade prototypes, general load-bearing applications, and industrial parts that need to withstand significant loads without bending.
- Print Technology
- SLA
- Colors
- White
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Minimum Layer Thickness
- 50 micron
- Categories
- High Stiffness, Temperature Resistant
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Applications
- End-Use Parts, Rapid Prototyping
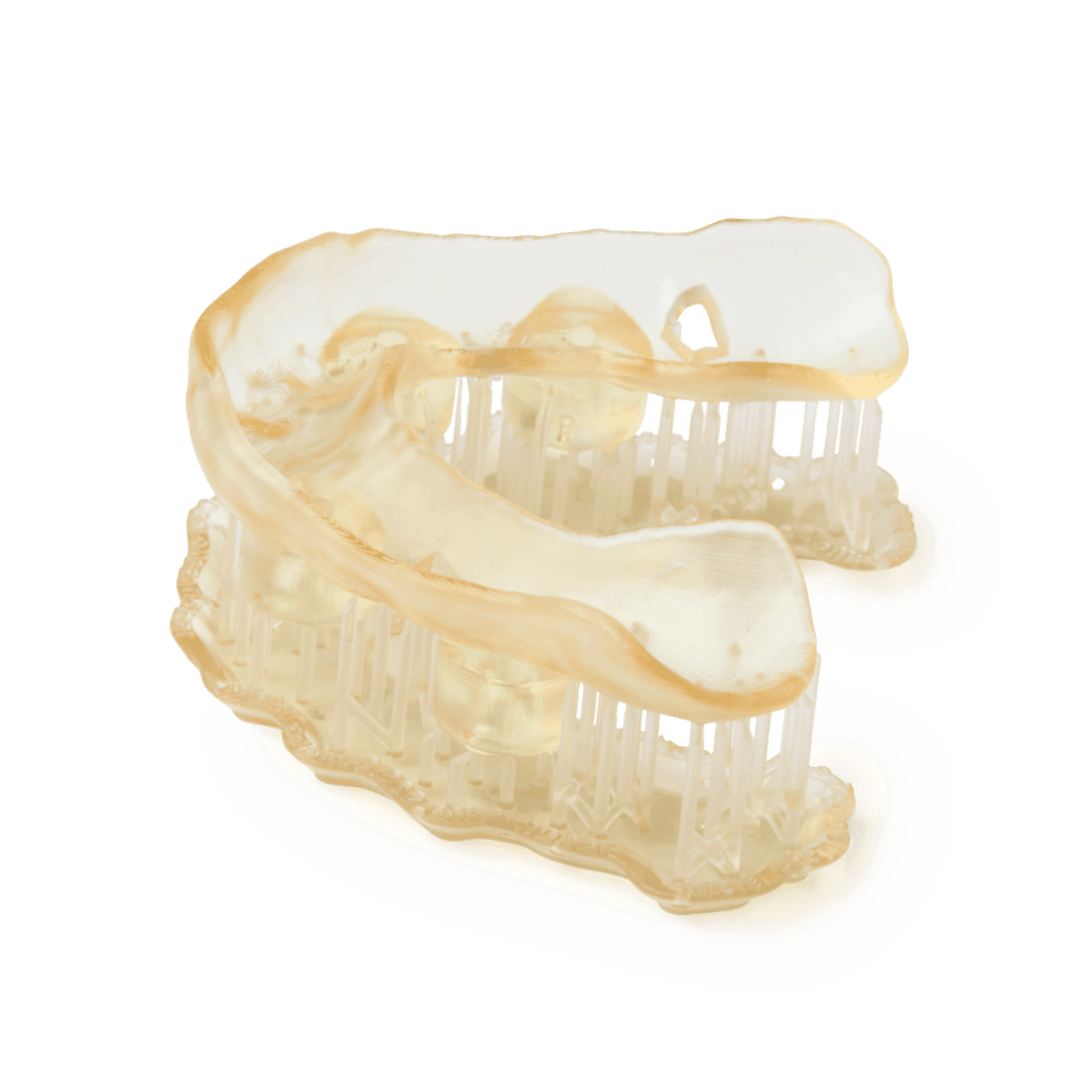
Denture Base Resin V2
New
Dental
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- 2200.0 MPa
- Flexural Strength
- 67.0 MPa

Denture Base Resin V2 is a high-impact, biocompatible material for producing strong, lifelike dentures that exceed ISO standards. Available in three semi-translucent pink shades — Original, Light, and Dark Pink — the material's optimized translucency blends naturally with patient tissue for gingiva that looks and feels authentic.
Full compatibility with Formlabs Premium Teeth Resin, milled teeth, acrylic carded teeth, and third-party bonding materials, plus streamlined post-processing means Denture Base Resin V2 fits into any lab's existing workflow. Its improved toughness and support for hard and soft reline materials gives dental professionals the confidence to guarantee their work for years of patient wear.
- Print Technology
- SLA
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Printer
- Form 4B, Form 4BL
- Categories
- Dental
- Colors
- Multiple Shades
- Applications
- Dental
Premium Teeth Resin
Dental
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- 4300.0 MPa
- Flexural Strength
- 155.0 MPa

Premium Teeth Resin is a nano-ceramic filled biocompatible material with enhanced aesthetics, mechanical properties, and validated longevity to guarantee optimal clinical performance. 3D print denture teeth, temporary full-arch implant-supported restorations (All-on-X appliances), temporary single units (crowns, inlays, onlays, and veneers), and up to seven-unit bridges, without compromising on intraoral mechanics, life-like aesthetics, and simplified workflows.
Read our application guides to learn the complete digital workflow and best practices for making 3D printed temporary restorations, temporary All-on-X appliances, or dentures on your Formlabs 3D printer.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL
- Categories
- Dental
- Colors
- Multiple Shades
- Applications
- Dental
Denture Base Resin
Retiring
Dental
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- 50.0 MPa

Denture Base Resin is a biocompatible material for producing long-lasting, wear-resistant denture bases and try-in dentures at a fraction of the cost of traditional methods. With four semi-translucent shades available, technicians can achieve lifelike gingiva with natural margins, whether with 3D printed denture teeth or acrylic cards.
Read our application guide to learn the complete digital workflow and best practices for making 3D printed dentures on your Formlabs 3D printer.
- Print Technology
- SLA
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Minimum Layer Thickness
- 50 micron
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2
- Compatible Tank
- Form 2 Resin Tank (PDMS), Form 3 Resin Tank V2.1
- Colors
- Multiple Shades
- Categories
- Dental
- Compatible Printer
- Form 3B, Form 2
- Applications
- Dental
BEGO™ VarseoSmile® TriniQ® Resin
Dental
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- 3600.0 MPa
- Flexural Strength
- 120.0 MPa

BEGO™ VarseoSmile® TriniQ® Resin is a versatile ceramic-filled biocompatible material, indicated for temporary and permanent single units (crowns, inlays, onlays, and veneers) and bridges, and denture teeth.
BEGO™ VarseoSmile® TriniQ® Resin is the first 3D-printed resin indicated for permanent bridges and has excellent accuracy, translucency, and an efficient workflow.
Available in three VITA shades (A2, A3, B1).
Read our application guides to learn the complete digital workflow and best practices for making 3D printed permanent restorations, temporary restorations, or dentures on your Formlabs 3D printer.
- Print Technology
- SLA
- Compatible Tank
- Form 4 Resin Tank
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Build Platform
- Form 4 Flex Build Platform
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4B
- Categories
- Dental
- Colors
- Multiple Shades
- Applications
- Dental
Precision Model Resin
Dental
- Elongation at Break
- 8.6 %
- Ultimate Tensile Strength
- 50.0 MPa
- Flexural Modulus
- 2300.0 MPa
- Flexural Strength
- 87.0 MPa
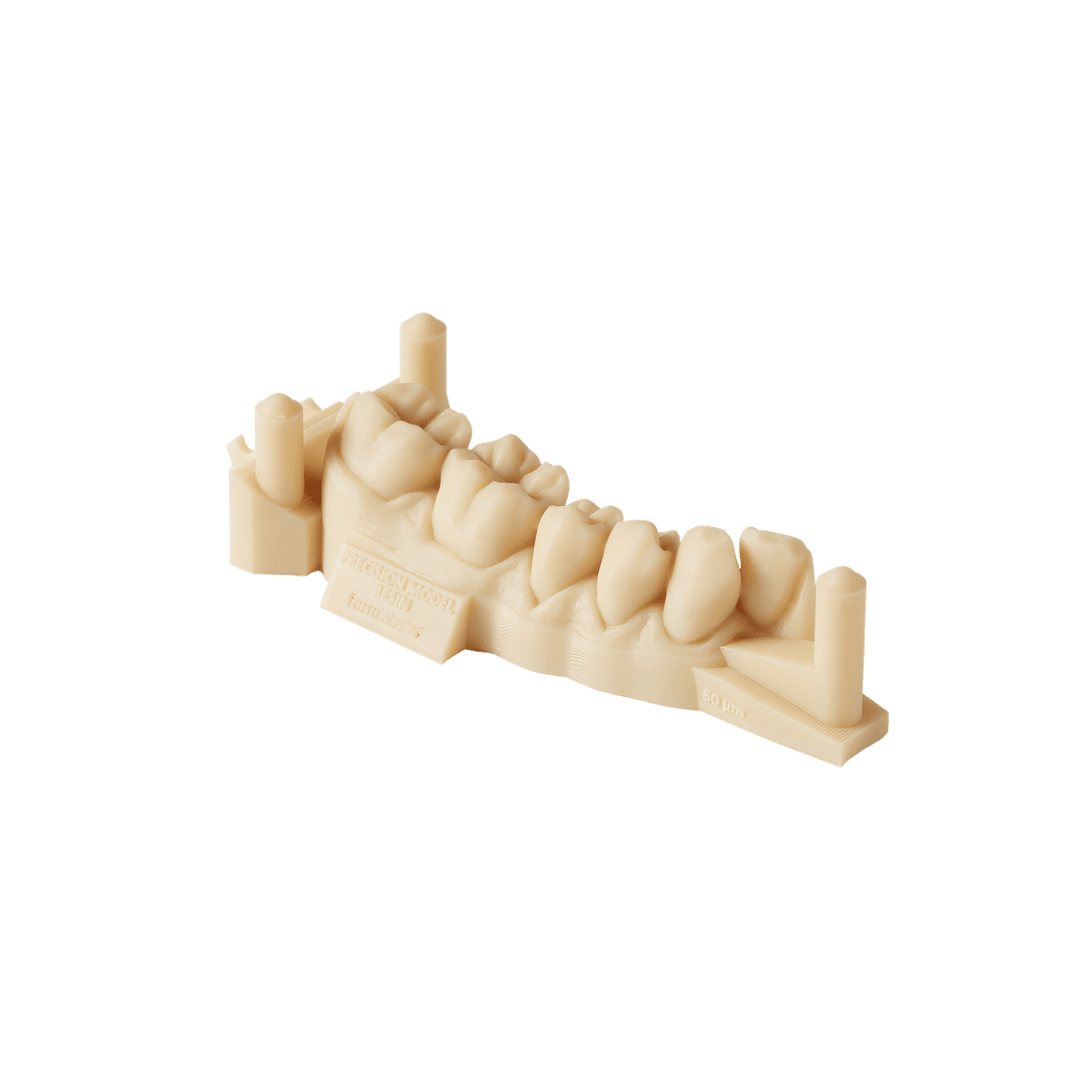
Precision Model Resin is a fast-printing material for the production of high-accuracy models, such as miniatures, figurines, or restorative models in dentistry. Create beautiful models with high opacity, beige color, and a smooth, matte finish to capture fine details.
Precision Model Resin is the next generation of Model Resin that leverages the Form 4 Series to print three times faster, while offering better accuracy and improved aesthetics.
- Print Technology
- SLA
- Categories
- General Purpose, Dental
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 4L Build Platform, Form 4L Flex Build Platform
- Minimum Layer Thickness
- 50 micron
- Colors
- Beige, Matte
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL
- Applications
- Dental
IBT Flex Resin
Dental
- Elongation at Break
- 135.0 %
- Ultimate Tensile Strength
- 7.2 MPa
- Flexural Modulus
- —
- Flexural Strength
- —
IBT Flex Resin is a Class I biocompatible material with enhanced flexibility, strength, translucency, and color to guarantee optimal clinical outcomes while providing a great patient experience and for seamless and precise transfer of orthodontic brackets and restorative composite materials. 3D print flexible and tear-resistant translucent trays and guides that save you time and deliver consistent, predictable outcomes.
Read our application guides to learn the complete digital workflow and best practices for making 3D printed indirect bonding trays or direct composite restorations guides on your Formlabs 3D printer.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL
- Categories
- Dental
- Applications
- Dental
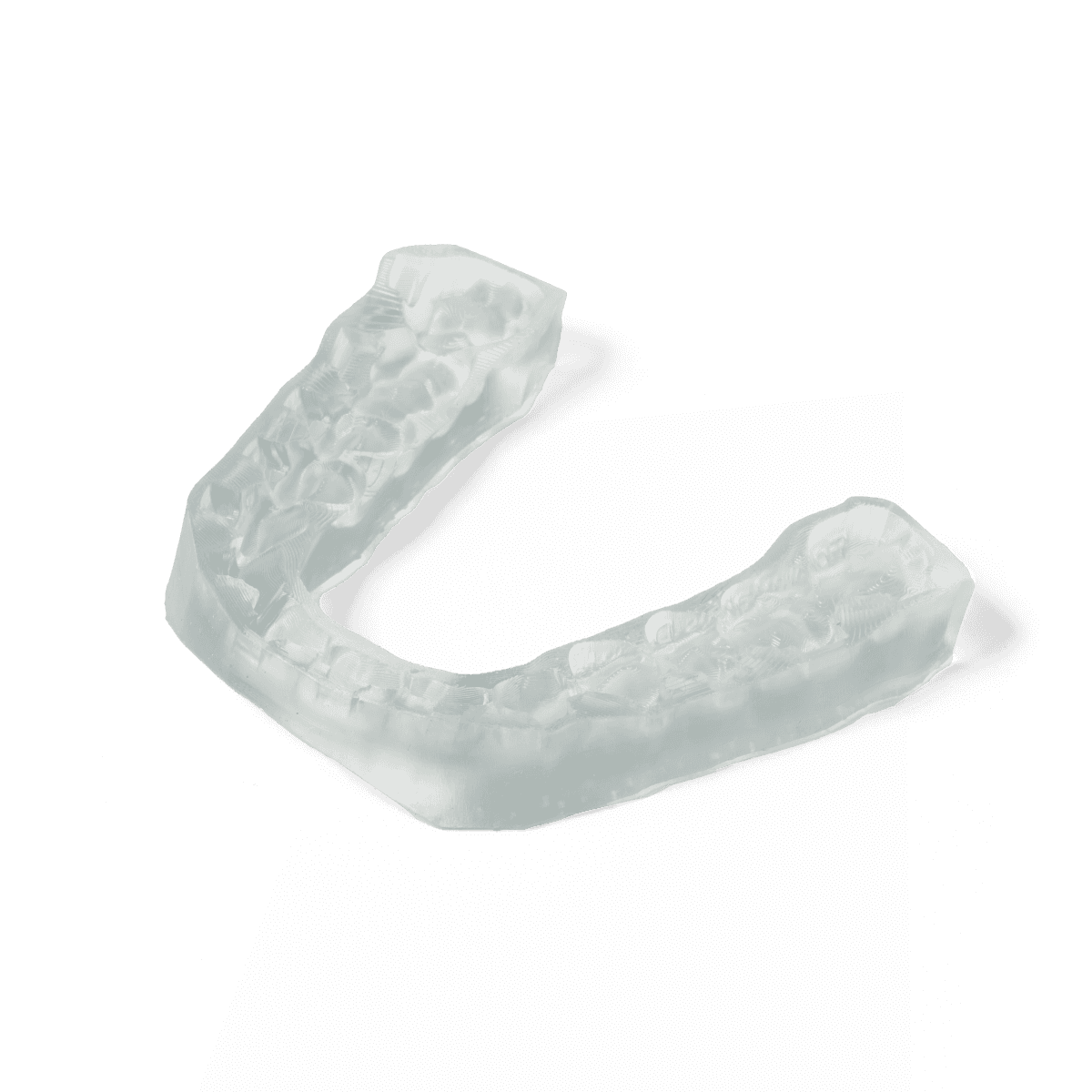
Dental LT Comfort Resin
Dental
- Elongation at Break
- 33.0 %
- Ultimate Tensile Strength
- —
- Flexural Modulus
- 643.0 MPa
- Flexural Strength
- 21.0 MPa

Dental LT Comfort Resin is a long-term biocompatible material for directly 3D printing flexible occlusal splints and night guards in-house, more easily than ever. Printed appliances are easily polished to high optical transparency, and offer enhanced comfort and durability that boosts patient adoption and compliance.
Read our application guide to learn the complete workflow and best practices for making 3D printed splints and night guards on your Formlabs 3D printer.
- Print Technology
- SLA
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 100 micron
- Colors
- Transparent
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL
- Categories
- Dental
- Applications
- Dental
Dental LT Clear Resin
Dental
- Elongation at Break
- 12.0 %
- Ultimate Tensile Strength
- 52.0 MPa
- Flexural Modulus
- 2300.0 MPa
- Flexural Strength
- 84.0 MPa
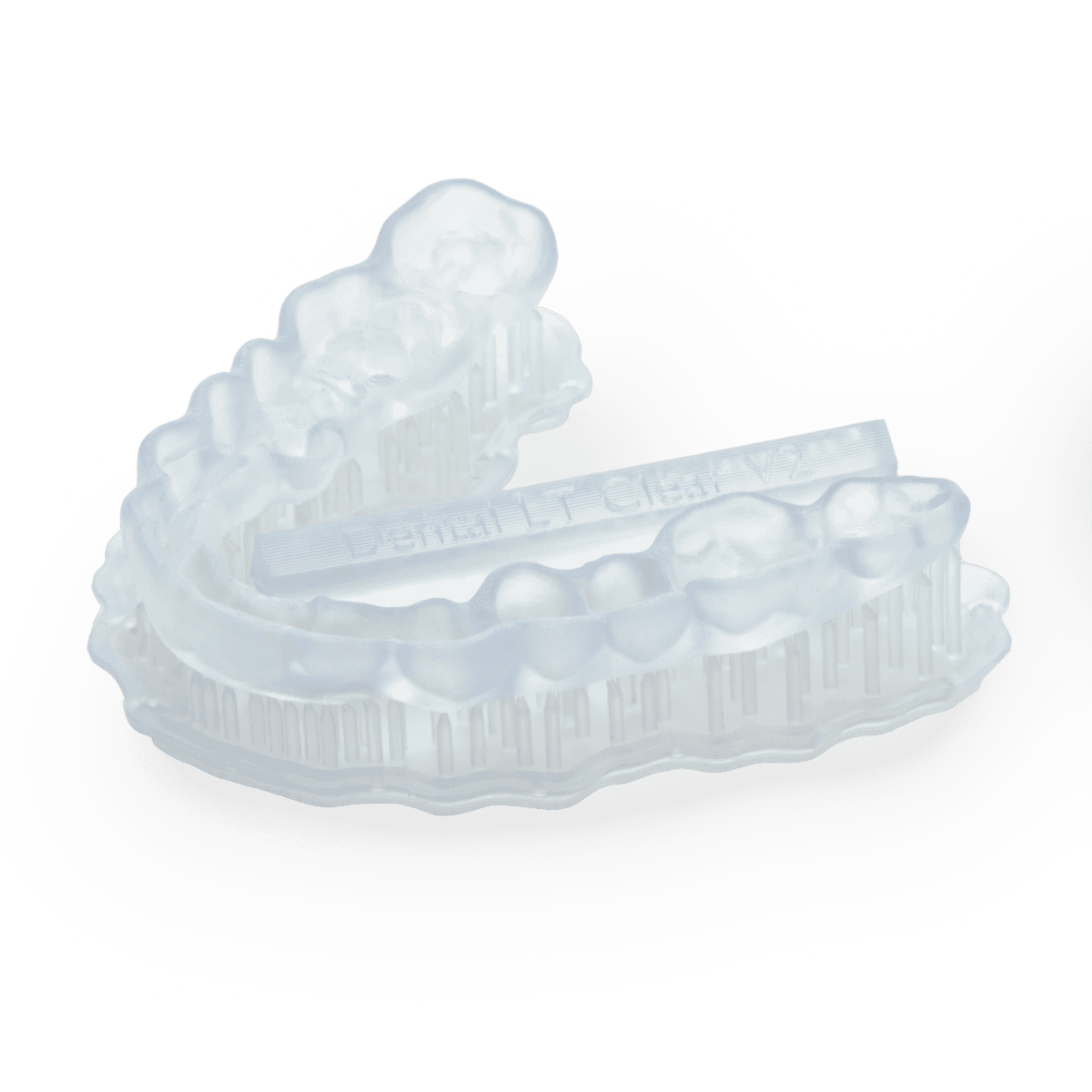
Dental LT Clear Resin V2 is a long-term biocompatible material for directly printing affordable, high-quality hard splints and occlusal guards in-house. Highly durable and resistant to fracture, this color-corrected material prints clear, polishes to high optical transparency, and resists discoloration over time.
Read our application guide to learn the complete workflow and best practices for making 3D printed splints and night guards on your Formlabs 3D printer.
- Print Technology
- SLA
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 100 micron
- Colors
- Transparent
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL, Form 2
- Categories
- Dental
- Applications
- Dental
Custom Tray Resin
Dental
- Elongation at Break
- 3.0 %
- Ultimate Tensile Strength
- 70.0 MPa
- Flexural Modulus
- 2600.0 MPa
- Flexural Strength
- 100.0 MPa

Custom Tray Resin is a fast-printing biocompatible material used to directly print custom impression trays for implants, dentures, crowns and bridges, and other comprehensive cases. Digitally manufactured impression trays provide consistent, accurate impressions for high-quality dentistry.
Custom Tray Resin prints full impression trays quickly using 200-micron layer heights, reducing labor time and enabling higher throughput.
Read our application guide to learn the complete workflow and best practices for making 3D printed custom impression trays on your Formlabs 3D printer.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 2
- Colors
- Blue, Translucent
- Categories
- Dental
- Applications
- Dental
Surgical Guide Resin
Dental
- Elongation at Break
- 12.0 %
- Ultimate Tensile Strength
- —
- Flexural Modulus
- 2400.0 MPa
- Flexural Strength
- 102.0 MPa
Surgical Guide Resin is an autoclavable, biocompatible resin for 3D printing surgical guides, drilling templates, pilot drill guides, and device sizing templates that exceed dental demands in accuracy, part quality, and performance. Surgical Guide Resin was formulated specifically for Formlabs printers and rigorously tested to meet solvent disinfection and autoclave sterilization standards for implant systems.
Read our application guide to learn the complete digital workflow and best practices for making 3D printed surgical guides on your Formlabs 3D printer.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Minimum Layer Thickness
- 50 micron
- Compatible Printer
- Form 4B, Form 4BL, Form 3B, Form 3BL, Form 2
- Categories
- Dental
- Colors
- Translucent
- Applications
- Dental
Tough 1500 Resin
Manufacturing Aids, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 51.0 %
- Ultimate Tensile Strength
- 33.0 MPa
- Flexural Modulus
- 1400.0 MPa
- Flexural Strength
- 39.0 MPa
Tough 1500 Resin V1 is a resilient, skin-safe material that offers similar strength and stiffness to polypropylene (PP). Choose Tough 1500 Resin for stiff and pliable parts that bend and spring back quickly, prototypes that repeatedly bend and quickly return to shape, and jigs and fixtures requiring repeated deflection.
Tough 1500 Resin is certified safe for skin contact, also making it an ideal material for wearables, personal protective equipment, and other consumer goods. For parts to be certified safe for skin contact, the recommended Tough 1500 Resin post-processing conditions must be followed without deviation
Tough 1500 Resin V1 is compatible with Form 3 Series printers. Choose Tough 1500 Resin V2 on the Form 4 Series for an improved formulation with 10 times higher fracture toughness.
- Print Technology
- SLA
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Biocompatibility
- Skin Contact
- Colors
- Grey
- Minimum Layer Thickness
- 50 micron
- Categories
- Impact Resistant
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3L Build Platform, Form 3L Build Platform 2L
- Applications
- Manufacturing Aids, End-Use Parts, Rapid Prototyping
- Compatible Printer
- Form 3, Form 3L
Tough 2000 Resin
Manufacturing Aids, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 74.0 %
- Ultimate Tensile Strength
- 29.0 MPa
- Flexural Modulus
- 450.0 MPa
- Flexural Strength
- 17.0 MPa
Tough 2000 Resin V1 has similar strength and stiffness to ABS plastics, making it ideal for functional parts that are difficult to bend and will hold up with extended use. Choose Tough 2000 Resin V1 for prototyping strong and sturdy parts that should not bend easily, as well as jigs and fixtures requiring minimal deflection.
Tough 2000 Resin V1 is compatible with Form 3 and Form 4 Series printers. Choose Tough 2000 Resin V2 on the Form 4 Series for 3x higher fracture toughness, and improved temperature resistance, material longevity, and aesthetics.
- Print Technology
- SLA
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 4L Resin Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Colors
- Grey
- Minimum Layer Thickness
- 50 micron
- Categories
- Impact Resistant
- Compatible Printer
- Form 4, Form 4L, Form 3, Form 3L
- Applications
- Manufacturing Aids, End-Use Parts, Rapid Prototyping
Nylon 12 Tough Powder
Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 25.0 %
- Ultimate Tensile Strength
- 42.0 MPa
- Flexural Modulus
- 1100.0 MPa
- Flexural Strength
- 42.0 MPa

Nylon 12 Tough Powder offers the best-in-class refresh rate among Nylon powders, high ductility, and great dimensional accuracy across the build chamber. Print more durable parts for prototyping and small batch production that have reduced warpage without sacrificing strength.
- Colors
- Grey
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Categories
- General Purpose, Impact Resistant, High Stiffness, Temperature Resistant, Medical
- Print Technology
- SLS
- Compatible Printer
- Fuse 1+ 30W
- Applications
- Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
Nylon 12 White Powder
Manufacturing Aids, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 8.0 %
- Ultimate Tensile Strength
- 47.0 MPa
- Flexural Modulus
- 1500.0 MPa
- Flexural Strength
- 56.0 MPa
Nylon 12 White Powder combines all of the great qualities of general purpose, biocompatible Nylon 12 Powder with the customizability of white parts. Create medical devices, models with high contrast and detail, or functional prototypes that can be easily dyed to suit specific applications.
Nylon 12 White powder offers a clean and professional finish, which more closely matches the color and texture of parts produced with MJF than traditional SLS printed parts. See the finish for yourself with a free sample part.
- Colors
- White
- Categories
- General Purpose, Impact Resistant, High Stiffness, Temperature Resistant, Medical
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Print Technology
- SLS
- Compatible Printer
- Fuse 1+ 30W
- Applications
- Manufacturing Aids, End-Use Parts, Rapid Prototyping
TPU 90A Powder
End-Use Parts, Rapid Prototyping
- Elongation at Break
- 110.0 %
- Ultimate Tensile Strength
- 7.2 MPa
- Flexural Modulus
- —
- Flexural Strength
- —

TPU 90A Powder is a tough elastomer with high elongation at break and superior tear strength for flexible, resilient, and skin-safe prototypes and end-use parts. It is ideal for flexible functional parts that withstand the demands of everyday use.
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Print Technology
- SLS
- Colors
- Grey
- Compatible Printer
- Fuse 1+ 30W, Fuse 1
- Categories
- Temperature Resistant, Elastomeric, Medical
- Applications
- End-Use Parts, Rapid Prototyping
Nylon 12 Powder
Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 11.0 %
- Ultimate Tensile Strength
- 50.0 MPa
- Flexural Modulus
- 1600.0 MPa
- Flexural Strength
- 66.0 MPa

Nylon 12 Powder is a general purpose, versatile, and biocompatible material with high detail and great dimensional accuracy. As the go-to material for SLS 3D printing, it is ideal for both functional prototyping and end-use production of complex assemblies and durable parts with high environmental stability.
- Compatible Printer
- Fuse X1, Fuse 1+ 30W, Fuse 1
- Print Technology
- SLS
- Colors
- Grey
- Categories
- General Purpose, Impact Resistant, High Stiffness, Temperature Resistant, Medical
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Applications
- Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
Nylon 11 CF Powder
Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 9.0 %
- Ultimate Tensile Strength
- 69.0 MPa
- Flexural Modulus
- 4200.0 MPa
- Flexural Strength
- 110.0 MPa
Nylon 11 CF Powder is a carbon fiber-filled material, perfect for applications that require both superior stiffness and strength. Produce lightweight, rigid parts that remain structurally and thermally stable and can sustain repeated impact.
- Print Technology
- SLS
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Compatible Printer
- Fuse 1+ 30W
- Categories
- Impact Resistant, High Stiffness, Temperature Resistant
- Applications
- Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
Nylon 12 GF Powder
Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 4.0 %
- Ultimate Tensile Strength
- 38.0 MPa
- Flexural Modulus
- 2400.0 MPa
- Flexural Strength
- 56.0 MPa

Nylon 12 GF Powder is a glass-filled, biocompatible material with enhanced stiffness and heat resistance for demanding industrial environments. Choose this material to produce stiff functional prototypes or end-use parts for applications where structural rigidity and thermal stability are critical.
- Colors
- Grey
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Print Technology
- SLS
- Compatible Printer
- Fuse 1+ 30W, Fuse 1
- Categories
- High Stiffness, Temperature Resistant
- Applications
- Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
Nylon 11 Powder
Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
- Elongation at Break
- 40.0 %
- Ultimate Tensile Strength
- 49.0 MPa
- Flexural Modulus
- 1400.0 MPa
- Flexural Strength
- 55.0 MPa

Nylon 11 Powder is a strong and highly ductile bio-based material. It is ideal for robust biocompatible parts, functional prototyping, and producing custom or low volume end-use parts that need to bend or take impact.
- Biocompatibility
- Skin Contact, Mucosal Membrane Contact
- Print Technology
- SLS
- Categories
- Impact Resistant, Temperature Resistant, Medical
- Compatible Printer
- Fuse 1+ 30W, Fuse 1
- Applications
- Manufacturing Aids, Rapid Tooling, End-Use Parts, Rapid Prototyping
Color Kit
- Elongation at Break
- 6.0 %
- Ultimate Tensile Strength
- 65.0 MPa
- Flexural Modulus
- 2200.0 MPa
- Flexural Strength
- —

Color Kit is the first integrated color mixing solution for resin 3D printing. It enables 3D printing in a range of colors without the manual work of finishing, dying, or painting.
Color Kit contains a Color Base cartridge and all five Color Pigments. Use Color Kit to mix and print matte, opaque parts in a range of colors without the manual work of finishing and painting.
- Print Technology
- SLA
- Compatible Printer
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Colors
- Custom Colors, Matte
Cyan Pigment
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- —

Color Kit is the first integrated color mixing solution for resin 3D printing. It enables 3D printing in a range of colors without the manual work of finishing, dying, or painting.
Restock on Cyan Pigment to add blue hues to your Color Resin.
- Print Technology
- SLA
- Minimum Layer Thickness
- 25 micron
- Categories
- General Purpose
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1
- Compatible Printer
- Form 4, Form 4B, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Colors
- Custom Colors
Magenta Pigment
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- —

Color Kit is the first integrated color mixing solution for resin 3D printing. It enables 3D printing in a range of colors without the manual work of finishing, dying, or painting.
Restock on Magenta Pigment to add pink hues to your Color Resin.
- Print Technology
- SLA
- Minimum Layer Thickness
- 25 micron
- Categories
- General Purpose
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1
- Compatible Printer
- Form 4, Form 4B, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Colors
- Custom Colors
White Pigment
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- —

Color Kit is the first integrated color mixing solution for resin 3D printing. It enables 3D printing in a range of colors without the manual work of finishing, dying, or painting.
Restock on White Pigment to create lighter shades of Color Resin.
- Print Technology
- SLA
- Colors
- White, Custom Colors
- Minimum Layer Thickness
- 25 micron
- Categories
- General Purpose
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1
- Compatible Printer
- Form 4, Form 4B, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
Black Pigment
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- —

Color Kit is the first integrated color mixing solution for resin 3D printing. It enables 3D printing in a range of colors without the manual work of finishing, dying, or painting.
Restock on Black Pigment to create darker shades of Color Resin.
- Print Technology
- SLA
- Categories
- General Purpose
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Printer
- Form 4, Form 4B, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Colors
- Custom Colors
Yellow Pigment
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- —

Color Kit is the first integrated color mixing solution for resin 3D printing. It enables 3D printing in a range of colors without the manual work of finishing, dying, or painting.
Restock on Yellow Pigment to add yellow hues to your Color Resin.
- Print Technology
- SLA
- Minimum Layer Thickness
- 25 micron
- Categories
- General Purpose
- Compatible Build Platform
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Compatible Tank
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1
- Compatible Printer
- Form 4, Form 4B, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Colors
- Custom Colors
Soft Tissue Starter Pack
- Elongation at Break
- —
- Ultimate Tensile Strength
- —
- Flexural Modulus
- —
- Flexural Strength
- —

Soft Tissue Starter Pack enables you to create your own Soft Tissue Resin in customizable dark, medium, and light pink shades to 3D print flexible gingiva masks for use in combination with rigid dental models to confidently check implant prosthetics by adding removable soft tissue components to your model production.
Magenta Color Pigment, Yellow Color Pigment, and White Color Pigment can also be purchased separately.
Read our application guide to learn the complete digital workflow and best practices for making 3D printed gingiva masks on your Formlabs 3D printer.
- Print Technology
- SLA
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L
- Compatible Tank
- Form 2 LT Tank, Form 3 Resin Tank V2.1
- Categories
- Dental
- Compatible Printer
- Form 3B, Form 3BL, Form 2
Black Resin V4.1
Models & Props, Rapid Prototyping
- Elongation at Break
- 12.0 %
- Ultimate Tensile Strength
- 48.0 MPa
- Flexural Modulus
- 2200.0 MPa
- Flexural Strength
- 89.0 MPa

Black Resin is perfect for general-purpose prototyping and design, and models with intricate details. With a matte surface finish, opaque appearance, and precise details, prints are ready to use right off the printer. Its neutral undertone makes a great base for parts that will eventually be painted or undergo other finishing processes.
Black Resin V4.1 is compatible with Form 3 Series printers. Black Resin V4.1 produces deeper black parts and offers improved print reliability compared to Black Resin V4.
Choose Black Resin V5 on the Form 4 Series for three times faster print speed and improved mechanical properties.
- Print Technology
- SLA
- Minimum Layer Thickness
- 25 micron
- Categories
- General Purpose
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L
- Applications
- Models & Props, Rapid Prototyping
- Compatible Tank
- Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 3, Form 3L, Form 3B, Form 3BL
- Colors
- Matte
Clear Resin V4.1
Models & Props, Rapid Prototyping
- Elongation at Break
- 9.0 %
- Ultimate Tensile Strength
- 53.0 MPa
- Flexural Modulus
- 2700.0 MPa
- Flexural Strength
- 103.0 MPa
Clear Resin is a rigid material that polishes to near optical transparency. It is ideal for working with light or showcasing internal features, printing see-through models and devices. Use Clear Resin to create clear prototype parts, LED housings, windows, fluidics, molds, optics, lighting, and any parts requiring translucency.
Clear Resin V4.1 is compatible with Form 3 Series printers. Clear Resin V4.1 creates more color-neutral and transparent parts compared to Clear Resin V4.
Choose Clear Resin V5 on the Form 4 Series for three times faster print speed and improved mechanical properties.
- Print Technology
- SLA
- Minimum Layer Thickness
- 25 micron
- Categories
- General Purpose
- Applications
- Models & Props, Rapid Prototyping
- Colors
- Transparent
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L
- Compatible Tank
- Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 3, Form 3L, Form 3B, Form 3BL
White Resin V4.1
Rapid Prototyping, Dental
- Elongation at Break
- 8.0 %
- Ultimate Tensile Strength
- 53.0 MPa
- Flexural Modulus
- 2414.0 MPa
- Flexural Strength
- 92.0 MPa
White Resin is perfect for general-purpose prototyping and design, and models with intricate details. With a matte surface finish, opaque appearance, and precise details, prints are ready to use right off the printer. Its neutral undertone makes a great base for parts that will eventually be painted or undergo other finishing processes.
White Resin V4.1 is compatible with Form 3 Series printers. White Resin V4.1 produces brighter white parts compared to White Resin V4.
Choose White Resin V5 on the Form 4 Series for three times faster print speed and improved mechanical properties.
- Print Technology
- SLA
- Colors
- White
- Categories
- General Purpose
- Minimum Layer Thickness
- 50 micron
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L
- Compatible Tank
- Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 3, Form 3L, Form 3B, Form 3BL
- Applications
- Rapid Prototyping, Dental
Grey Resin V4.1
Models & Props, Manufacturing Aids, Rapid Prototyping, Dental
- Elongation at Break
- 10.0 %
- Ultimate Tensile Strength
- 47.0 MPa
- Flexural Modulus
- 2352.0 MPa
- Flexural Strength
- —

Grey Resin is perfect for general-purpose prototyping and design, and models with intricate details. With a matte surface finish, opaque appearance, and precise details, prints are ready to use right off the printer. Its neutral undertone makes a great base for parts that will eventually be painted or undergo other finishing processes.
Grey Resin V4.1 is compatible with Form 3 Series printers. Grey Resin V4.1 produces tougher parts compared to Grey Resin V4.
Choose Grey Resin V5 on the Form 4 Series for three times faster print speed and improved mechanical properties.
- Print Technology
- SLA
- Categories
- General Purpose
- Minimum Layer Thickness
- 25 micron
- Colors
- Grey, Matte
- Applications
- Models & Props, Manufacturing Aids, Rapid Prototyping, Dental
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L
- Compatible Tank
- Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 3, Form 3L, Form 3B, Form 3BL
Model V3 Resin
Dental
- Elongation at Break
- 4.8 %
- Ultimate Tensile Strength
- 48.0 MPa
- Flexural Modulus
- 2200.0 MPa
- Flexural Strength
- 85.0 MPa
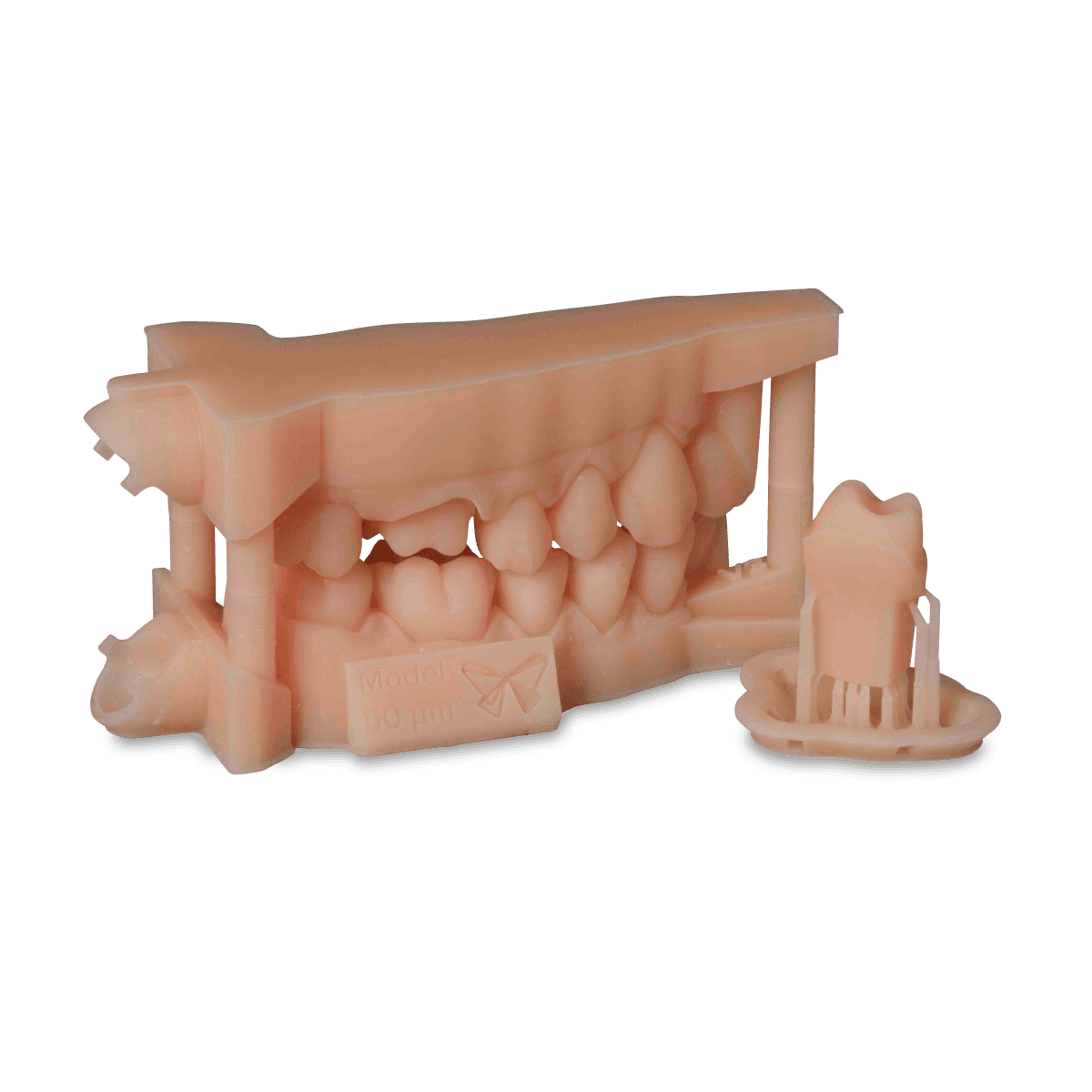
Model Resin V3 is a fast-printing material for the production of high-accuracy models, such as miniatures, figurines, or restorative models in dentistry.
Model Resin V3 is compatible with Form 3 and Form 2 Series printers. Choose Precision Model Resin on the Form 4 Series for better accuracy, three times faster print speed, and improved aesthetics.
- Print Technology
- SLA
- Categories
- General Purpose
- Minimum Layer Thickness
- 50 micron
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L
- Colors
- Beige, Matte
- Compatible Tank
- Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Applications
- Dental
Draft Resin
Rapid Prototyping, Dental
- Elongation at Break
- 4.0 %
- Ultimate Tensile Strength
- 52.0 MPa
- Flexural Modulus
- 2300.0 MPa
- Flexural Strength
- —
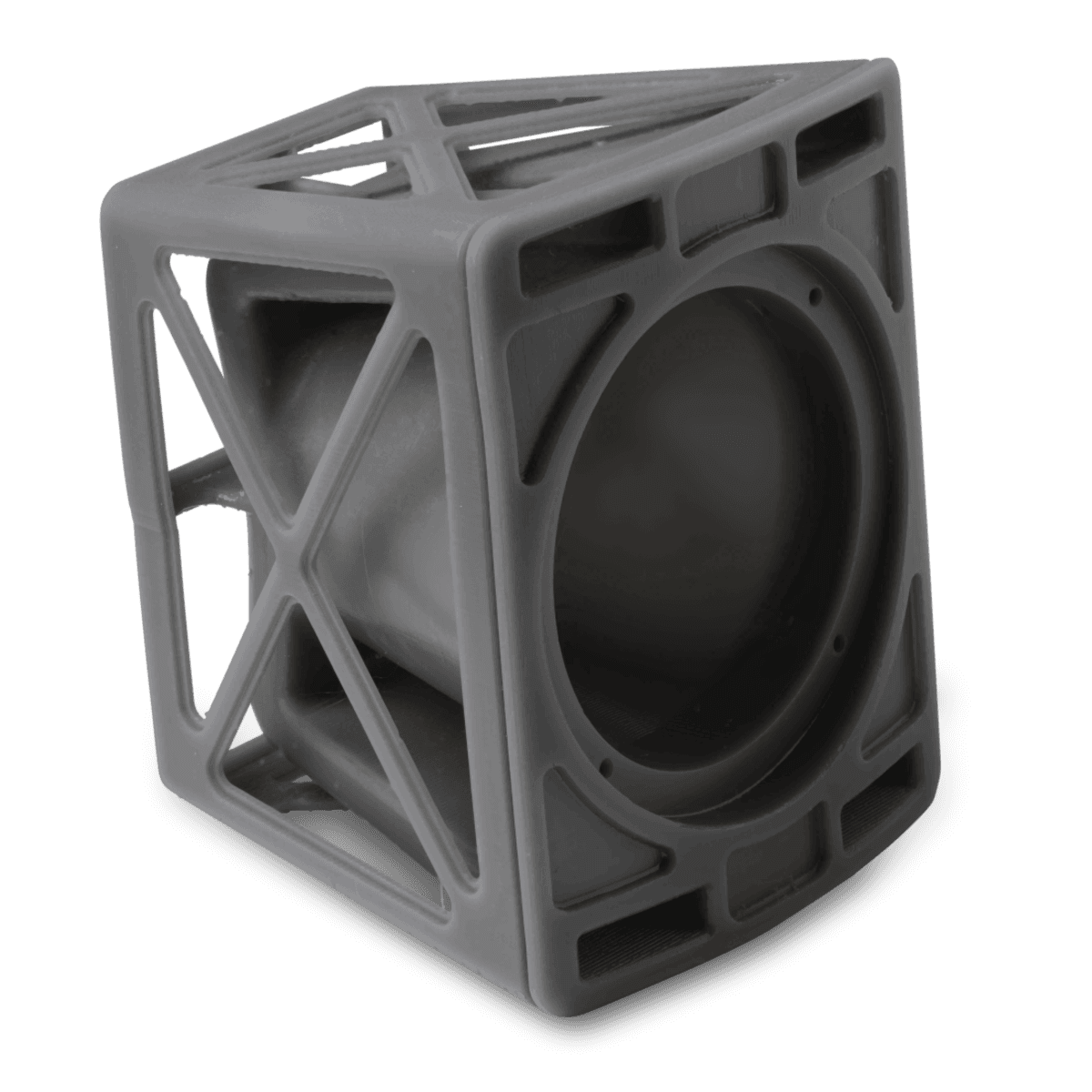
Draft Resin prints up to four times faster than Formlabs' General Purpose Resins on Form 3 Series printers, making it ideal for initial prototypes and rapid iterations to help bring products to market faster. Parts printed with Draft Resin exhibit a smooth grey finish and high accuracy.
Use 200-micron settings for fast print speeds, or use 100-micron settings for models with finer details.
Draft Resin is compatible with Form 3 and Form 2 Series printers. Choose Fast Model Resin on the Form 4 Series for three times faster print speed and improved mechanical properties.
- Print Technology
- SLA
- Categories
- General Purpose
- Colors
- Grey
- Minimum Layer Thickness
- 100 micron
- Compatible Tank
- Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Applications
- Rapid Prototyping, Dental
Model V2 Resin
Retiring
Dental
- Elongation at Break
- 5.0 %
- Ultimate Tensile Strength
- 61.0 MPa
- Flexural Modulus
- 2500.0 MPa
- Flexural Strength
- —
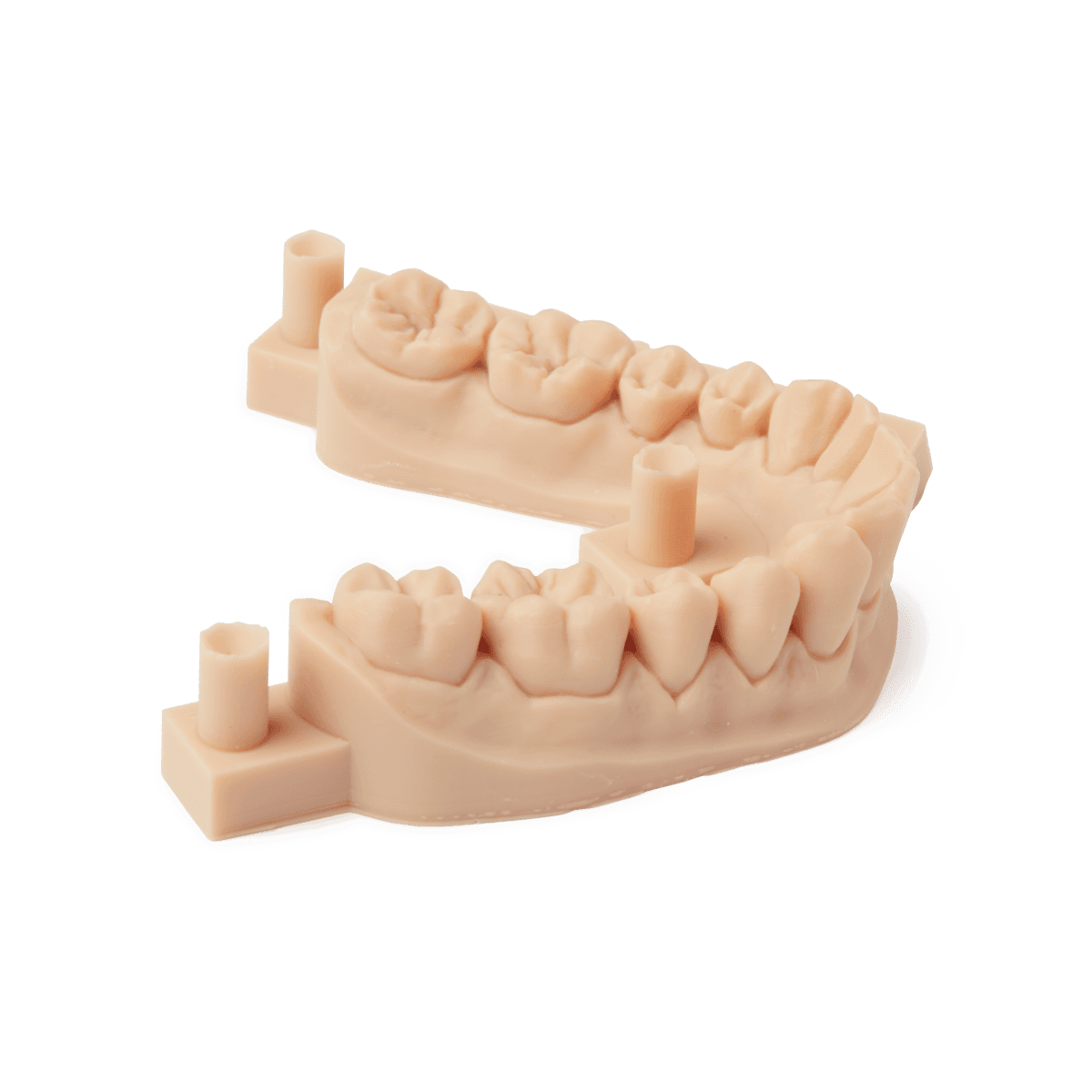
Model Resin V2 is a legacy formulation of our model resin that will be retired in the near future.
Choose Model Resin V3 instead on Form 3 and Form 2 Series printers or Precision Model Resin on the Form 4 Series for better accuracy, faster speed, and improved aesthetics.
Read our application guide to learn the complete digital workflow and best practices for making 3D printed restorative models on your Formlabs 3D printer.
- Print Technology
- SLA
- Categories
- General Purpose
- Minimum Layer Thickness
- 50 micron
- Compatible Build Platform
- Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L
- Colors
- Beige, Matte
- Compatible Tank
- Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Compatible Printer
- Form 3, Form 3L, Form 3B, Form 3BL, Form 2
- Applications
- Dental